304不銹鋼激光K-TIG復合焊接電弧特性的研究
2020-09-10 07:22:44李京洋李偉焦向東朱加雷梁栩肖鐫璐
電焊機 2020年4期
李京洋 李偉 焦向東 朱加雷 梁栩 肖鐫璐
摘要:針對4 mm厚度304不銹鋼板開展激光K-TIG復合焊接實驗,利用高速攝像和圖像處理技術采集電弧形態,分析和探索各工藝參數對電弧形態的影響規律。實驗結果表明:電弧形態穩定與否的關鍵是能量配比,當激光焦點距離陽極較近時,由于電弧與試件有效接觸面積變大,導致電弧吸收激光能量增加,電弧趨于穩定;當激光焦點作用于陰極附近時,電弧變得發散,穩定性下降。實驗得到的最佳熱源間距為0~3 mm,最佳離焦量為0 mm。
關鍵詞:K-TIG;激光復合焊接;電弧形態;圖像處理
中圖分類號:TG456.7文獻標志碼:A文章編號:1001-2303(2020)04-0030-06
DOI:10.7512/j.issn.1001-2303.2020.04.04
0 前言
激光-TIG復合焊接技術是薄板常用的焊接工藝之一[1],然而TIG焊鎢極載流能力較低,填絲熔敷效率低,不利于焊接效率的提高。鎖孔TIG焊(K-TIG)焊槍彌補了普通TIG焊載流能力差的缺點,加大了鎢極載流能力,很大程度提高了生產效率,可實現薄板在高速焊接下的單面焊雙面成型[2]。
Rosellini C.等人[3]進行了可焊材料K-TIG全熔透焊接實驗,結果表明K-TIG適合于焊接奧氏體不銹鋼、鎳基合金、鈦基合金等前景廣闊的材料。French等人[4]采用K-TIG和A-TIG兩種方法對316不銹鋼進行了焊接對比實驗,結果表明K-TIG焊接可改善熔寬過大等缺陷。Cui ShuangLin 等人[5]對4 mm的304不銹鋼進行了K-TIG全熔透小孔焊接實驗,雖然在焊接過程中脈沖電流產生脈沖小孔,實現了穩定的小孔焊接,但存在工藝窗口太窄的缺點。柳陽等人[6]研究了保護氣成分對304N不銹鋼焊接質量的影響,發現當保護氣采用φ(Ar)97%+φ(N2)3%時,焊縫的顯微硬度可提高14%以上。激光K-TIG復合焊接可以充分發揮激光焊接和K-TIG焊接的優勢,在不銹鋼薄板提速焊接方面具有很高的研究價值。本文主要研究激光K-TIG復合焊接過程中的電弧特性,通過圖像采集系統和圖像處理手段,采集和處理高速焊接過程中不同焊接參數下的電弧特性,將采集圖像進行總結,為研究機理提供理論依據[7]。
1 實驗方法及電弧圖像處理技術
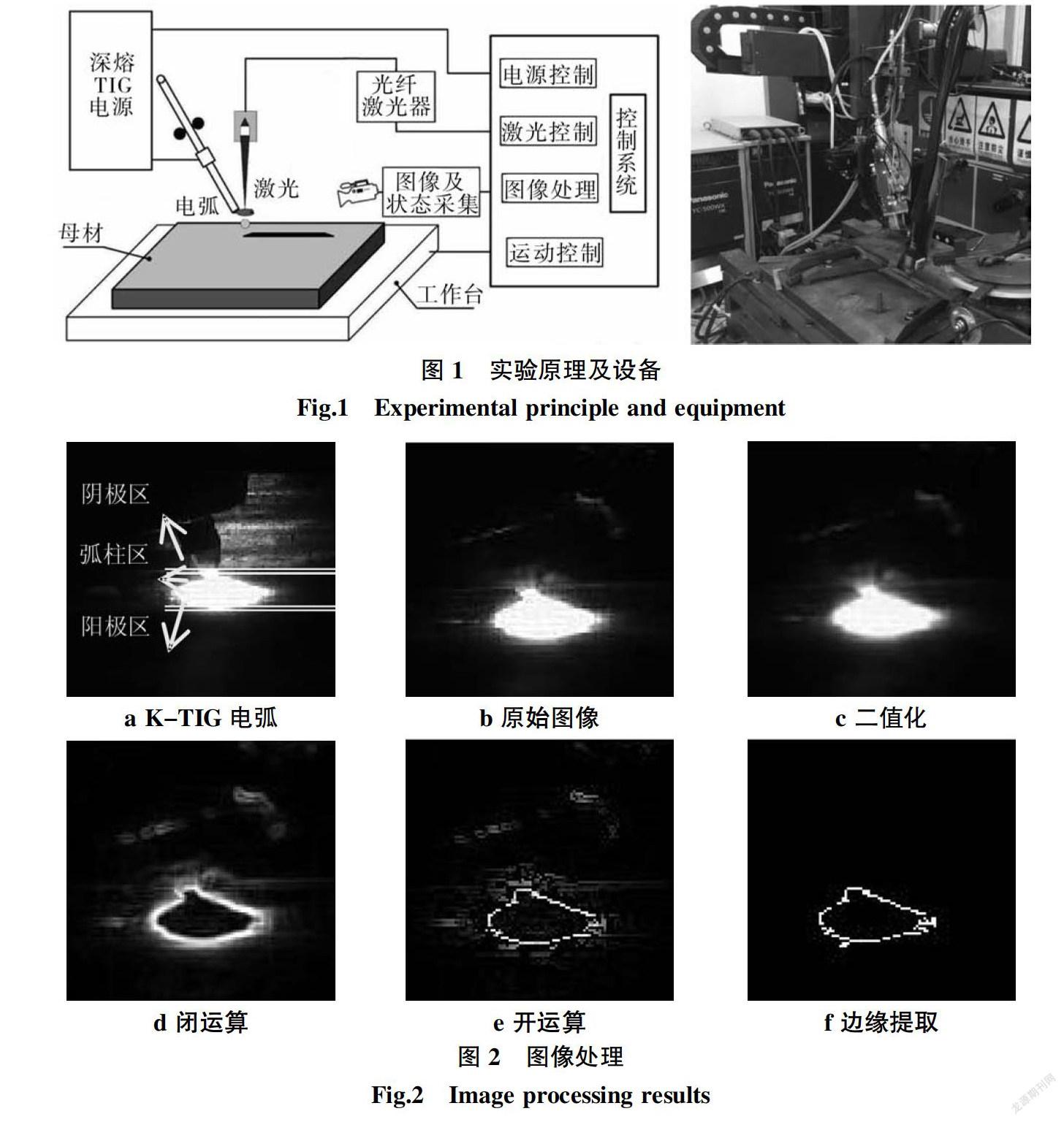
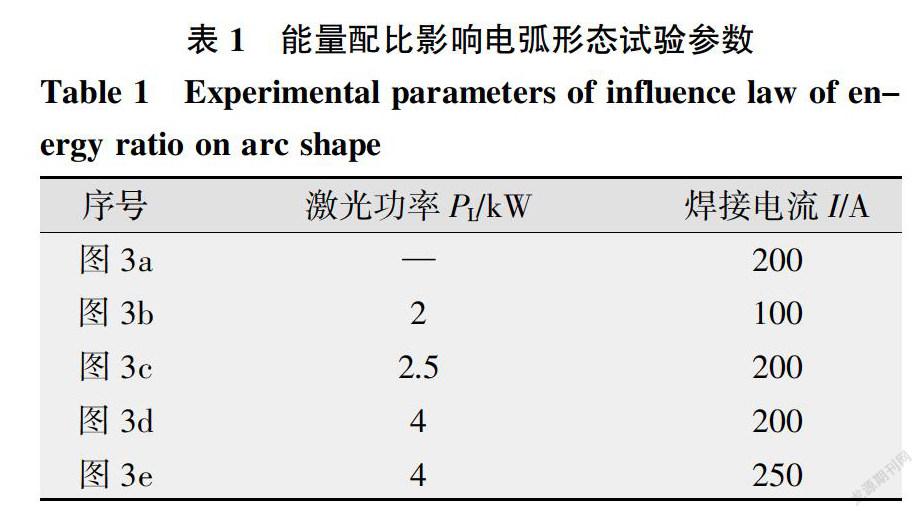
實驗材料為304奧氏體不銹鋼,板材尺寸為400 mm×70 mm×4 mm。保護氣采用φ(H2)5%+φ(Ar)95%混合氣體,流量20 L/min。激光器采用IPG YLS-4000型光纖激光器,最大激光功率4 kW。焊槍采用唐山開元自主研發的K-TIG焊槍,鎢極直徑6 mm,最大載流能力600 A。圖像采集設備采用奧林巴斯i-SPEED3型高速攝像機,前置尼康28 mm f1.4微距鏡頭,最高拍攝速度為150 000 fps。實驗原理及設備如圖1所示。根據電弧的電場強度,將電弧分為陽極區、弧柱區和陰極區3個區域[8]。采用MATLAB Canny邊緣檢測算法對包含噪聲的圖像進行后處理,使圖像清晰易辨識。具體操作方法為:首先利用Canny邊緣檢測算法提取電弧邊緣得到電弧輪廓,然后測量電弧邊緣與陽極區接觸截面尺寸和電弧輪廓最大距離尺寸,最后根據測量結果分析電弧形態,步驟如圖2所示。
2 實驗結果及分析
2.1 能量配比對電弧形態的影響規律
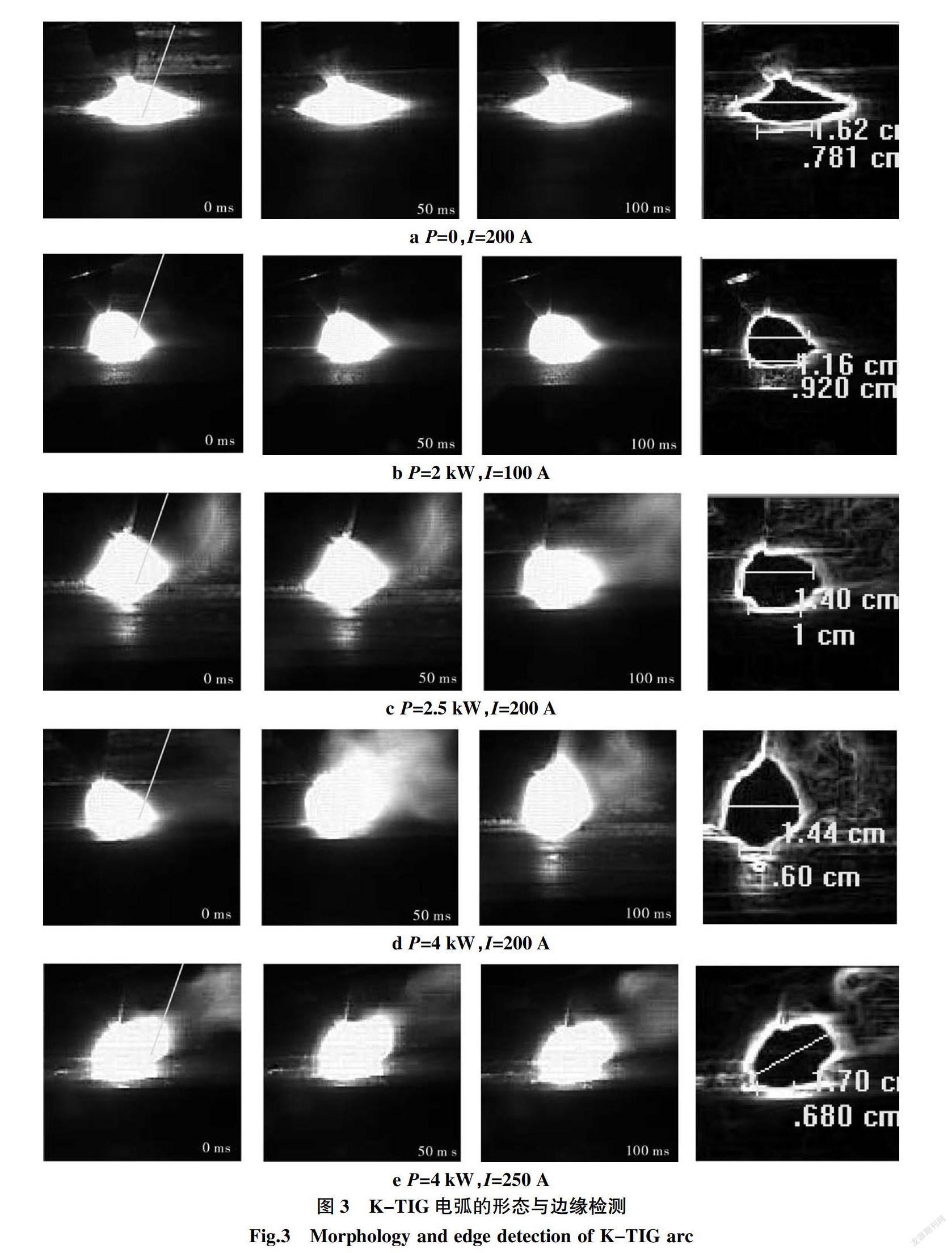
激光和電弧的能量配比影響激光與電弧的相互作用,進而影響電弧形態。實驗選取5組參數(編號a~e),其中a組為單獨K-TIG實驗,b~e組為激光K-TIG復合焊接實驗,焊接速度1 m/min,采集時間間隔為50 ms。其他工藝參數如表1所示,各參數下電弧形貌如圖3所示。
對比圖3a與圖3c可知,加入激光后,K-TIG電弧的弧柱受到明顯的壓縮作用,發散角變小,挺度增加。當激光功率與電弧的電流在合適的匹配范圍時(見圖3b、圖3c),電弧穩定挺度較高,不易發散,在焊接過程中電弧形態較為穩定;當激光功率與電弧電流值處于不恰當的匹配范圍時(見圖3d、圖3e),電弧雖然受到壓縮作用,但電弧發散,不穩定,弧柱區波動較大。對比圖3d、圖3e可知,過度的提高熱源能量并不能改善焊接效果。這是因為激光焦點的作用點在電弧附近,此時部分激光能量被電弧吸收。當激光功率不變時,增加K-TIG電流,弧柱區和陽極區電弧直徑隨之增大,進而激光穿過電弧的距離增大,被電弧吸收的能量增加,因而用于焊接的能量減少[9]。
根據圖3b、圖3c可知,能量配比恰當時,陽極區和板材的接觸面積與弧柱區面積相差不大,比值在0.5~0.8之間;由圖3d、圖3e可知,能量配比不恰當時,陽極區和板件的接觸面積與弧柱區面積相差較大,截面尺寸比值低于0.5,熔池吸收的能量較少。
2.2 焊接速度對電弧形態的影響規律
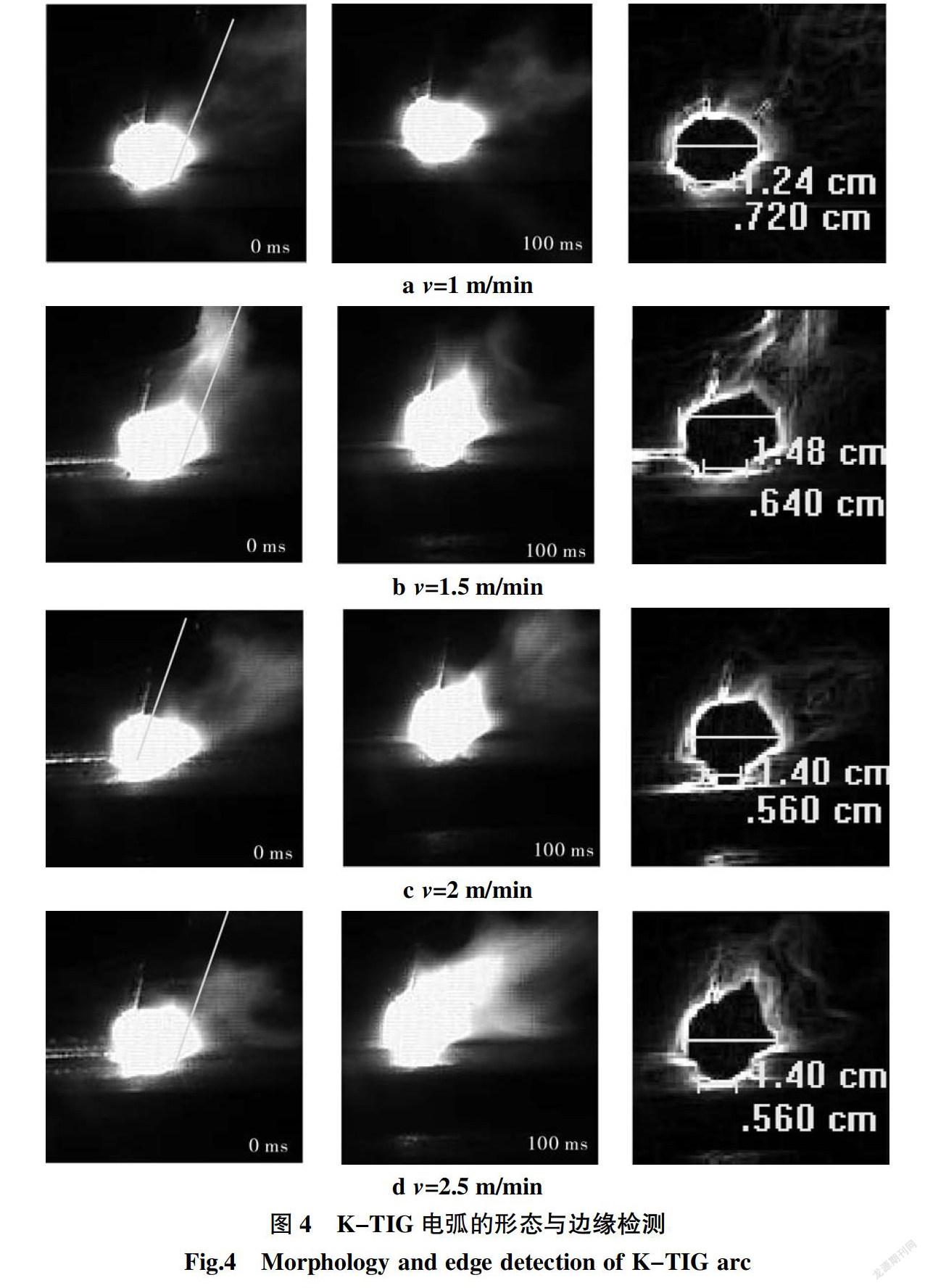
保證其他焊接參數不變,研究不同焊接速度對電弧形態的影響。工藝參數設定:激光功率4 kW,電弧電流150 A,離焦量0 mm,熱源間距為0 mm,不同焊接速度時的電弧形態和邊緣檢測如圖4所示。
由圖4可知,隨著焊速的增加,激光與電弧的耦合作用被減弱。其中,焊接速度為1 m/min時激光壓縮電弧的效果最為明顯,此時弧柱直徑小,挺度高,并且焊接過程中產生的金屬蒸汽較少,電弧穩定性最好。而焊接速度增加到2 m/min時,電弧開始發散,表明激光對電弧壓縮作用減弱,但焊接過程還比較穩定;當焊接速度為2.5 m/min時,電弧形狀變得不規則,且波動劇烈,焊接穩定性大大降低。
對比邊緣檢測圖可知,焊接速度為1 m/min時,試件與電弧陽極區接觸面積的直徑最大,其與弧柱直徑的比值最大,為0.58,用于焊接的能量最多;焊速為1.5~2 m/min時,陽極區與板材的接觸直徑減少0.1~0.2 cm,其與弧柱直徑的比值也減少,金屬蒸汽增多,用于焊接的熱量減少;焊速為2.5 m/min時,電弧直徑最大,陽極區與板材的接觸面直徑最小,其與弧柱直徑的比值也最小,表明用于焊接的能量最少,在4組中焊接效果最差。
2.3 熱源間距對電弧形態的影響規律
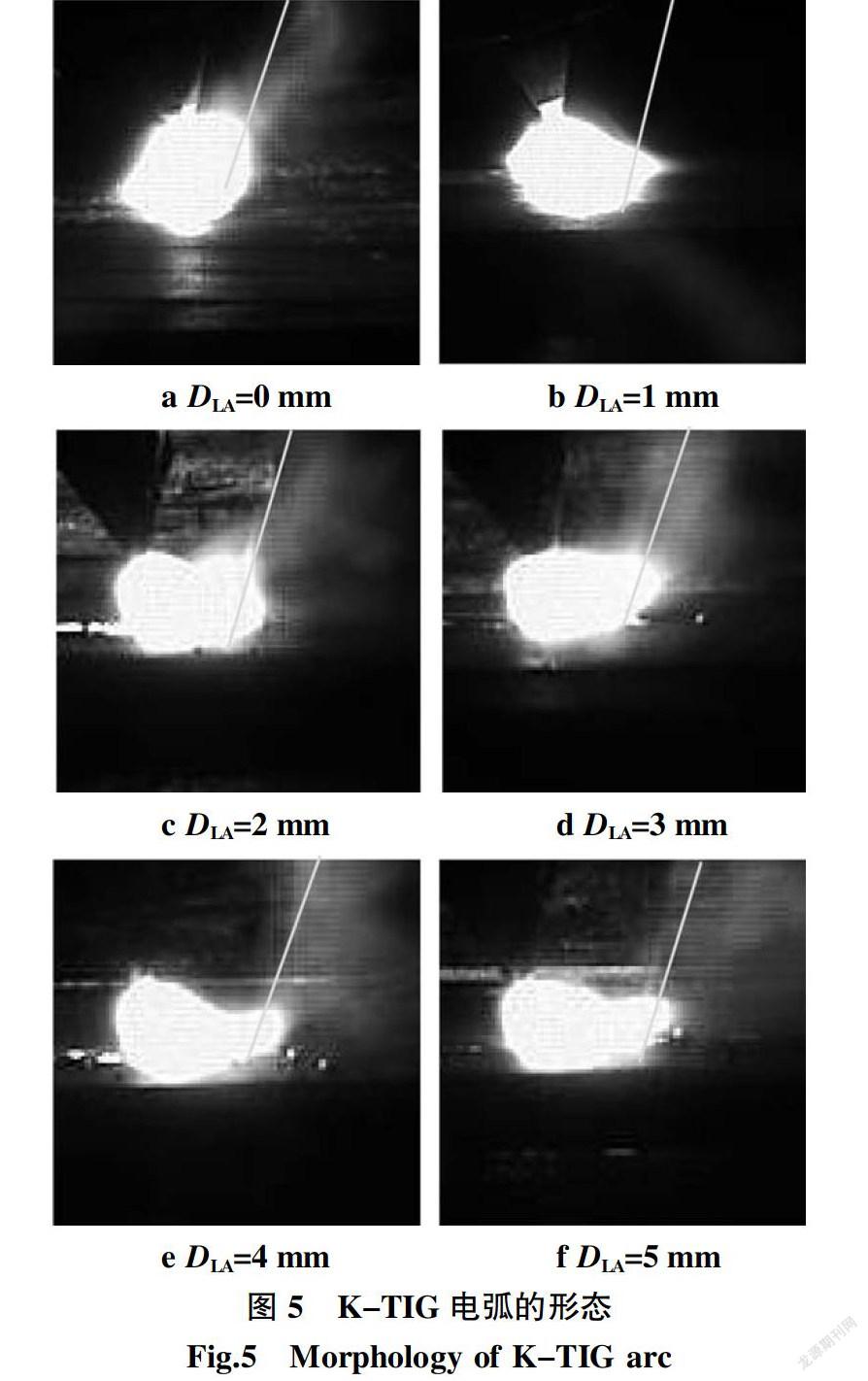
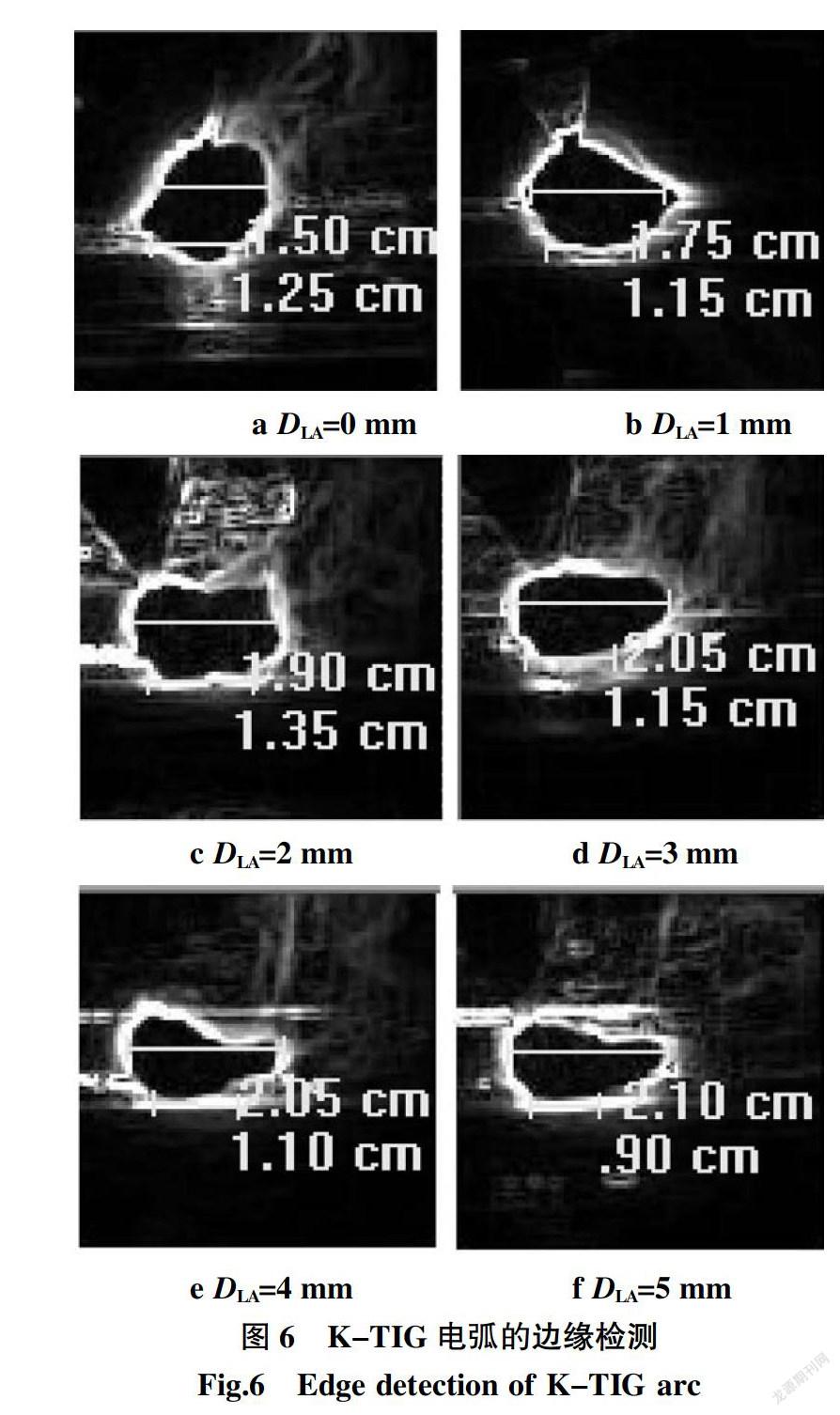
設定激光功率4 kW、電弧電流150 A、焊接速度1 m/min、離焦量0 mm,不同熱源間距下的電弧形態見圖5,電弧形態處理后所對應的邊緣檢測見圖6。
由圖5可知,隨著熱源間距的增加,激光與電弧相互耦合的效果被減弱。當熱源間距為0~1 mm時,電弧直徑小,激光對電弧的吸引明顯,壓縮效果顯著,焊接效果最佳;當熱源間距為2~3 mm時,電弧直徑增加,同時激光對電弧的壓縮效果減少,電弧能量分布均勻,復合焊接效果較好;當熱源間距為4~5 mm時,壓縮效果變差,陽極區波動較大,激光與電弧的耦合效果不佳,焊接效果最差。
由圖6可知,隨著熱源間距的增大,弧柱直徑也隨之增大。當熱源間距為0~1 mm時,弧柱直徑最小,陽極區和板材接觸面的直徑與弧柱直徑的比值為0.61~0.81,被焊件吸收的能量最少;當熱源間距為2~3 mm時,電弧直徑相對增加,陽極區和板材的接觸面的直徑小幅變化,其比值約為0.56~0.70,此時用于焊接的能量降低;當熱源間距為4~5 mm時,電弧直徑變化較少,陽極區與板材的接觸面積減小,此時用于焊接的能量最低。
2.4 離焦量對電弧形態的影響規律
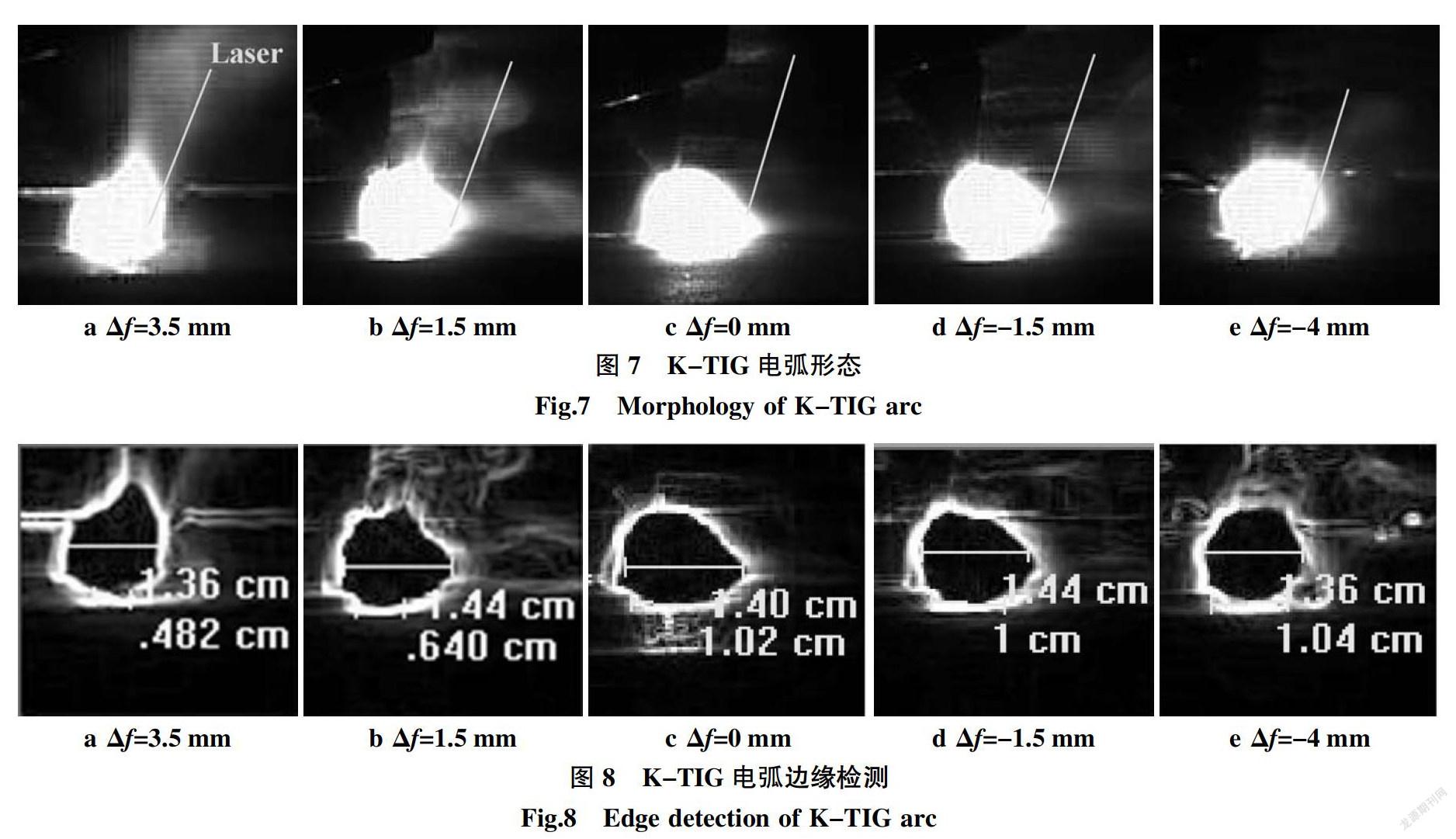
為研究離焦量對電弧形態的影響,設定激光功率4 kW、電弧電流150 A、焊接速度1 m/min、熱源間距0 mm保持不變,調整離焦量參數。不同離焦量下的電弧形態如圖7所示,電弧形態處理后所對應的邊緣檢測圖如圖8所示。
由圖7可知,正離焦時(見圖7a、7b),靠近陰極區的電弧很不穩定、波動劇烈,表層金屬發生劇烈汽化,對熔池金屬產生反作用力,使熔池內金屬向兩邊推移,焊縫會內凹,電弧等離子體金屬蒸汽羽輝減弱了激光能量,導致焊件吸收的能量減少[10];零離焦時(見圖7c),電弧發散角減小,此時電弧呈鐘罩型,且趨于穩定;當離焦量變為負離焦時(見圖7d、7e),隨著光斑直徑的增加,電弧形狀變得不規則,穩定性下降。此時激光焊屬于深熔焊,開始產生小孔效應,從小孔中噴出的金屬蒸汽對電弧穩定性具有一定的干擾作用。由圖8可知,電弧直徑的波動范圍在0.10 mm以內,相差不大,但正離焦時,陽極區與板材的接觸面積很小,與弧柱面積比值不足0.50,焊接效果差;零離焦時,陽極區與板材的有效接觸面積較大,焊接過程穩定,電弧能量集中,焊接效果更好;負離焦時,陽極區與板材的有效接觸面積增加不大,圖形趨于不規則形狀,穩定性下降。
3 結論
(1)當激光功率與電弧電流值處于恰當的匹配范圍時,電弧挺度較高、發散角小,形態變化較少,穩定性好,此時復合焊速的可調節范圍較大,但會存在一個閾值;當激光功率與電弧電流值處于不恰當的匹配范圍時,電弧雖然受到壓縮作用,但其收縮程度較少,弧柱區波動較大,穩定性較差,并且過度的提高熱源能量并不一定能改善焊接效果。
(2)實驗得到的激光K-TIG復合焊接熱源間距的合適范圍為0~3 mm。
(3)正離焦時,靠近陰極區的電弧波動較大、穩定性最差;零離焦時,電弧整體穩定性高;負離焦時,光斑增大,電弧穩定性減弱,因此實驗得到的激光K-TIG復合焊接最佳離焦量為0 mm。
參考文獻:
[1] Steen William M. Arc augmented laser processing of materials[J]. Journal of Applied Physics,1980,51(11):53-56.
[2] Liu Z M,Fang Y X,Cui S L,et al. Stable keyhole welding process with K-TIG[J]. Journal of Materials Processing Technology,2016(238):65-72.
[3] Rosellini C,Jarvis L. The keyhole TIG welding process:avalid alternative for valuable metal joints Paper presented at the 4th National Welding Day,Workshop:“Developments and trends in traditional welding processes”,Genova,2526 October 2007[J]. Welding International,2009,23(8):616-621.
[4] French R,Merin-Reyes H,Yeadon W,et al. A Feasibility Study Comparing Two Commercial TIG Welding Machines for Deep Penetration[J]. MATEC Web of Conferences,2019(269):01004.
[5] Cui S L,Liu Z M,Fang Y X,et al. Keyhole process in KTIG welding on 4 mm thick 304 stainless steel[J]. Journal of Materials Processing Technology,2017(243):217-228.
[6] 柳陽,王秋平. 保護氣對304N不銹鋼K-TIG焊接頭組織性能的影響[J]. 焊接,2017(9):45-48,83.
[7] 于英飛,郭吉昌,朱志明. 焊接可視化技術的發展與研究現狀[J]. 焊接,2017(12):4-8.
[8] 吳世凱. 激光—電弧相互作用及激光-TIG復合焊接新工藝研究[D]. 北京:北京工業大學,2010.
[9] 郝新鋒. 低功率YAG激光+TIG復合熱源焊接技術研究[D]. 遼寧:大連理工大學,2010.
[10] 姚燕生,王園園,李修宇. 激光復合焊接技術綜述[J]. 熱加工工藝,2014(9):16-20.
