基于NURBS曲線插補方法的數控加工品質探究
2020-09-10 07:22:44鄭伶俐
內燃機與配件 2020年5期
鄭伶俐



摘要:數控加工是機械制造行業非常重要的加工方式,適合加工一些形狀不規則、精度要求高的工件,特別是曲面形狀的零部件,傳統的數控加工方式主要采用直線圓弧插補的方式進行,但是這種方式存在程序復雜、增降速頻繁、表面粗糙等問題,為此,提出了采用NURBS曲線插補方法進行曲面零件的加工,并通過實踐驗證有效證明了NURBS曲線插補方法能夠有效的提高零件加工精度與表面質量。
關鍵詞:NURBS;曲線插補;數控
0? 引言
隨著現代社會經濟的不斷發展,我國的汽車、輪船以及航天等領域獲得了飛速發展,出現了越來越多形狀不規則、十分復雜的曲面型零件,對曲面加工尺寸精度以及表面處理標準要求更加苛刻,目前要加工曲面形狀的機械部件主要采用插補的方式,能夠實現較快的加工速度以及良好的加工精度。在很早的時候數控機械主要是將圓弧曲線等效為若干個微小的線段,通過這種方式完成插補加工,但是這種方式存在一定的問題,突出表現為程序十分復雜、機器增降速過多、限制進給速度與加工品質一般等[1]。NURBS曲線是一個自由型參數曲線,利用NURBS插補技術對曲線加工零件數控程序進行改善,選擇科學的擬合精度參數,提高車床進給速度,通過NURBS曲線插補方法能夠獲得很好的加工精度,降低數控加工程序的復雜性,并很好保證了設備的運行平穩,實現了零部件加工速度與精度的共同提升。
1? NURBS曲線插補定義及程序設計
1.1 NURBS曲線插補定義
NURBS中文名稱為非均勻有理B樣條。一個p階NURBS曲線的定義為[2]:
上述公式中,Pi表示為控制點;ωi表示為權值;Ni,p(u)表示為p階B樣條基函數,其節點向量可以表示為[3]:
1.2 NURBS曲線插補程序設計
在數控加工中使用NURBS曲線插補方法時,必須要同時和計算機輔助軟件CAD/CAM共同應用,通過計算機輔助軟件輔助NURBS完成加工零件模型的創建以及程序的生成,另外還要保證NURBS曲線插補處理的數控程序能夠與數控設備CNC系統相兼容[4]。現階段不同類型的數控設備系統所能夠識別的NURBS程序格式也不一樣,所以為了確保NURBS曲線插補技術能夠順利的應用到數控加工制造中,必須要建立穩定、有效的程序傳輸通道,保證數控程序能夠順利的從CAD系統,經過CAM系統,最終到達CNC系統,如圖1所示為數控加工NURBS曲線數據輸送路徑。
2? 基于NURBS曲線插補方法的數控加工品質分析
在進行曲線型零件加工時,通常是將零件曲線部分劃分成無數個微小的線段或者采用擬合曲線方法進行加工,但是存在加工精度不高、程序復雜以及加工不穩定等問題,而NURBS曲線插補技術在傳統的插補技術基礎上進行了優化與升級,提高了曲線擬合計算的精度,改善了數控加工零部件的尺寸精度與表面質量,也能夠更好的加工曲面形狀復雜,并保證優異的加工精度[5]。為了進一步驗證NURBS曲線插補加工對數控加工品質的影響,本文采用了實踐驗證的方式探索了NURBS曲線插補與直線圓弧插補兩種加工方法,分別進行橢圓曲線以及花瓣曲線的數控切削加工,最后對兩個產品的加工品質進行判定[6]。在使用NURBS曲線插補方法進行曲線零部件數控加工時,需要事先準備好加工的配件,保證加工過程的真實性,如表1所示為NURBS曲線插補加工試驗參數。
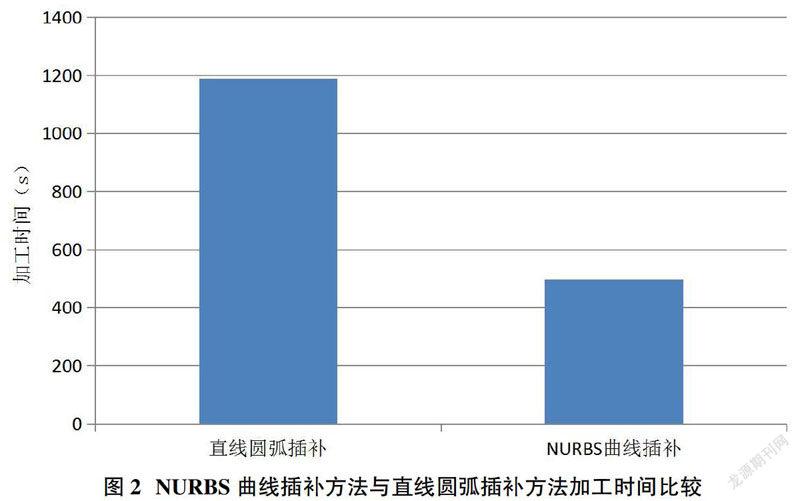
采用NURBS曲線插補方法與直線圓弧插補方法進行曲面零件的加工,前者完成花瓣曲面的加工用時8min17s,而后者加工時間為19min49s,由此可以看出加工相同的花瓣曲面NURBS曲線插補方法比直線圓弧插補方法節省了58.2%的時間,如圖2所示。
對比NURBS曲線插補方法與直線圓弧插補方法加工完成的工件質量,從中可以看出采用NURBS曲線插補方法得到的零件加工精準性好,與三維建模的圖形相似度較高,而采用直線圓弧插補方法加工的零件尺寸偏差較大且加工表面粗糙度較差。產生這種現象的原因主要是由于在利用傳統直線圓弧插補方式進行曲面零件加工時,通常是將曲面線條劃分為許許多多微小的線段或者若干個小圓弧段,從而產生一定的擬合偏差,在高速機床設備加工過程中需要往復的增減速度,無法很好的保證機床運轉速度的連續性,導致機床加工中產生較大的振動,最終導致直線圓弧插補方法加工的圓弧曲面表面粗糙度較差。采用NURBS曲線插補方法進行零件曲面加工時,由于自身擁有優異的曲面擬合性能以及高階連續加工特征,從而保證曲面加工的精度和表面粗糙度,保障了機車設備運行過程中的平穩性,實現機床高速運轉情況下還能夠保證較高的加工精度[7]。
3? 結語
綜上所述,提高數控加工品質對于促進我國機械制造行業進一步發展具有重要的作用,利用NURBS曲線插補方法能夠有效的解決程序發展、速度增減頻繁、車床設備運行不穩定等問題,實現曲面零件加工速度與品質的共同提升。
參考文獻:
[1]金正哲,鄔義杰,張雷,劉孝亮.基于模糊推理的NURBS曲線直接插補進給速度確定方法[J].浙江大學學報(工學版),2012,46(06):1048-1053.
[2]余道洋,韓江,夏鏈.三次NURBS樣條曲線插補加工螺旋轉子建模與加工研究[J].制造技術與機床,2011(03):91-94.
[3]董久虎,諶永祥,李雙躍,曾岳飛.基于NURBS插補的汽輪機葉片背弧面數控加工模擬與誤差分析[J].機床與液壓,2013,41(01):51-53,57.
[4]張萬軍,涂晶潔,張育斌,張景軒,張景怡,張景妍.高檔數控機床NURBS曲線Newton-Rapson迭代的插補算法[J].機床與液壓,2017,45(09):126-130.
[5]楊萍,楊明泰,張陽陽.高速數控加工中NURBS曲線擬合及插補技術的研究[J].中國機械工程,2015,26(12):1630-1634.
[6]劉強,劉煥,周勝凱,李傳軍,袁松梅.無速度波動的NURBS曲線二次插補算法原理及其實現[J].計算機集成制造系統,2015,21(10):2659-2667.
[7]潘海鴻,楊微,陳琳,譚華卿,孫紅濤.全程S曲線加減速控制的自適應分段NURBS曲線插補算法[J].中國機械工程,2010,21(02):190-195.
