淺析導(dǎo)套雙鍵槽銑削夾具設(shè)計(jì)及應(yīng)用
2020-09-10 07:22:44許偉君
內(nèi)燃機(jī)與配件 2020年5期
許偉君

摘要:數(shù)控銑床因具有高效、高精度等特點(diǎn),能滿足各種三維零件生產(chǎn)加工,被廣泛應(yīng)用于制造業(yè)中。若在同一個(gè)零件上銑削加工多個(gè)鍵槽時(shí),為降低工人的勞動(dòng)強(qiáng)度,提高企業(yè)產(chǎn)品質(zhì)量,則要使用相關(guān)的輔助工具或夾具才能有效地提高生產(chǎn)效率、保證品質(zhì)。本文主要根據(jù)零件的結(jié)構(gòu)形狀、工藝特點(diǎn),設(shè)計(jì)了一套在導(dǎo)套上加工雙鍵槽的夾具,夾具結(jié)構(gòu)簡單,應(yīng)用于生產(chǎn)中能確保零件的加工精度和質(zhì)量,提高生產(chǎn)效率。
關(guān)鍵詞:導(dǎo)套;鍵槽;夾具
0? 引言
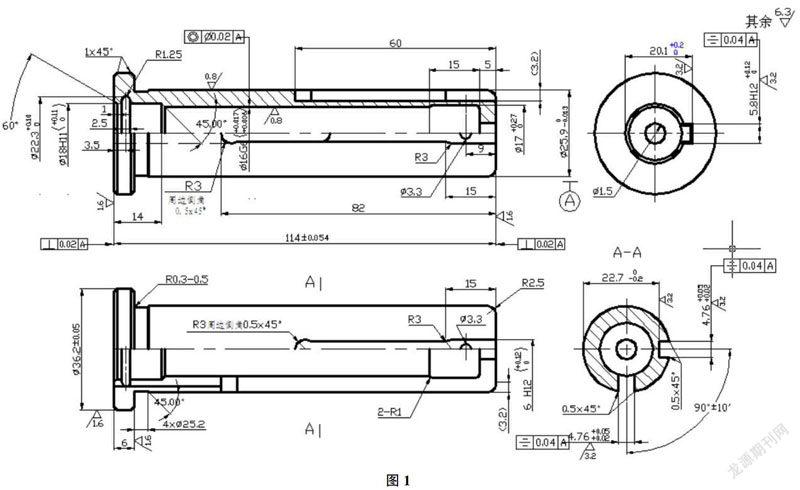
如零件圖1所示,需加工零件材料為45號(hào)鋼,為中小批量生產(chǎn)。經(jīng)工藝分析,該零件的主要加工難度是在同一道工序上利用數(shù)控銑床完成兩個(gè)相互成90°±10′的鍵槽且鍵槽的對(duì)稱度公差要求為0.04。如果沒有相應(yīng)的輔助夾具,直接采用分度盤分度后進(jìn)行加工,不僅加工質(zhì)量難于保證,且效率較低,不能滿足批量生產(chǎn)的需要。因此,針對(duì)這一情況,為了保證加工質(zhì)量,提高生產(chǎn)效率,設(shè)計(jì)了一套導(dǎo)套雙鍵槽銑削夾具并用于零件生產(chǎn)加工,取得了預(yù)期的效果。
1? 夾具設(shè)計(jì)
1.1 工藝分析
如零件圖1所示,由于加工的兩個(gè)鍵槽是相互成90°±10′的鍵槽且鍵槽的對(duì)稱度公差要求為0.04,加工過程中需要先加工其中一個(gè)鍵槽,另一鍵槽的位置難于確定,如果直接采用分度盤由工人自己操作容易產(chǎn)生較大的誤差,而且工作效率低下。因此,設(shè)計(jì)出了一套加工該鍵槽的專用夾具,更加準(zhǔn)確、快速地完成零件鍵槽的銑削加工。
如圖2所示為零件的定位總圖,如圖可見外圓定位限制了Y、Z方向的移動(dòng)和旋轉(zhuǎn),軸肩限制了X方向的移動(dòng),外圓的定位可以直接用夾具體保證,軸肩的定位可以直接靠在夾具體的左端面上,采用兩個(gè)Z形壓板壓緊,避免零件發(fā)生軸向移動(dòng)。由于加工的兩鍵槽之間有角度要求,加工鍵槽時(shí),零件要保證在X方向上不發(fā)生旋轉(zhuǎn),僅靠夾具體和壓板并不能將零件完全固定,不能完成加工。針對(duì)以上情況,可以直接通過加工后的第一個(gè)鍵槽用圓柱銷使零件與夾具體緊固在一起,限制了零件沿X方向上的旋轉(zhuǎn)自由度,這樣不但能保證加工精度,而且裝夾和拆卸方便。每次加工完第一個(gè)鍵槽后,可以直接旋轉(zhuǎn)90°再插入圓柱銷固定,即可加工另一個(gè)鍵槽,實(shí)現(xiàn)了同一道工序完成多鍵槽加工的目的。更換零件時(shí),直接擰開壓板螺釘,拔出圓柱銷即可將零件取出。
1.2 夾具的設(shè)計(jì)
本夾具由底座、Z形壓板、圓柱銷等零件組成。下面是非標(biāo)準(zhǔn)件的結(jié)構(gòu)與分析:
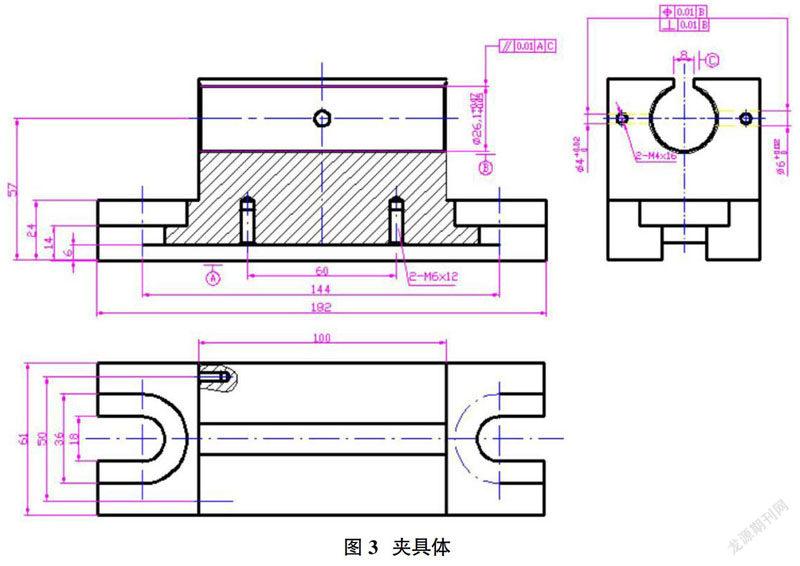
1.2.1 夾具體如圖3所示
材料采用45鋼。在夾具體的底部裝兩個(gè)定位鍵,底座的兩端加工耳座用T形螺釘直接緊固在工作臺(tái)上。夾具體以底面為加工基準(zhǔn),加工Φ26.1mm的通孔時(shí)由于公差為0.02mm所以應(yīng)先車孔然后再鉸孔,最后要注意倒角防止刮花工件。加工銷孔時(shí),采用先鉆孔再鉸孔的加工方法,并且要注意銷孔對(duì)Φ26.1mm孔的中心軸線位置度和垂直度公差為0.01mm。
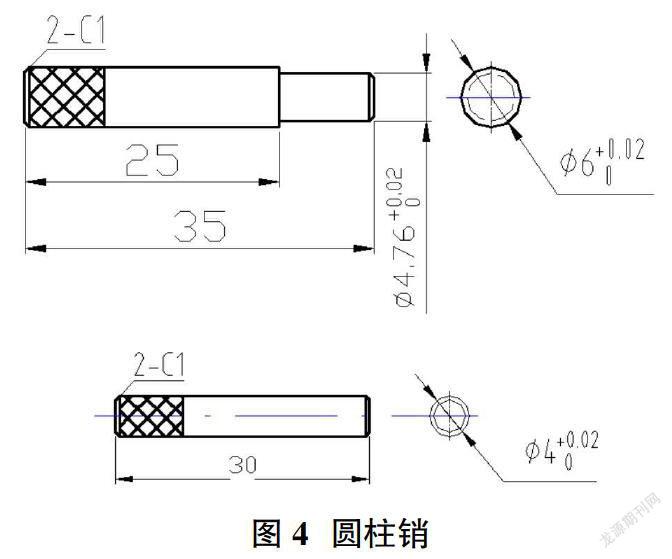
1.2.2 圓柱銷設(shè)計(jì)如圖4所示,材料采用45鋼。
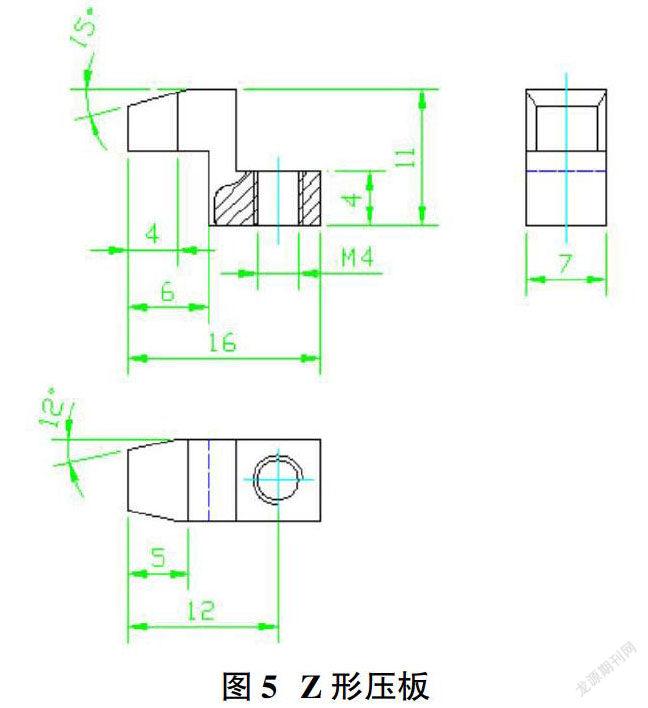
1.2.3 Z形壓板設(shè)計(jì)如圖5所示,材料采用45鋼,壓板安裝在夾具體的左端面。
2? 夾具的應(yīng)用和零件的加工
本道工序主要是完成導(dǎo)套上雙鍵槽的銑削加工,按照零件加工方案選擇的一般原則,安排零件加工的工藝過程如下:①將夾具體校準(zhǔn)后用T形螺釘將其固定在機(jī)床工作臺(tái)上;②將零件配進(jìn)夾具,再裝上Z形壓板將零件壓緊;③裝夾完成后,對(duì)刀;④粗加工深度為1.2mm的鍵槽到槽寬為4mm,反向旋轉(zhuǎn)90度,插入?準(zhǔn)4圓柱銷固定工件。粗、精銑第二個(gè)鍵槽,完了后拔出圓柱銷,正向旋轉(zhuǎn)90度,插入?準(zhǔn)6圓柱銷固定工件。精銑第一個(gè)鍵槽。⑤加工完后,將壓板松開,取出圓柱銷就可以取出工件,完成零件的加工。
3? 結(jié)束語
該套夾具結(jié)構(gòu)簡單,加工方便、容易操作,破解了傳統(tǒng)的采用分度盤分度加工兩垂直鍵槽的難度,提高了生產(chǎn)效率。經(jīng)過實(shí)際生產(chǎn)驗(yàn)證,該夾具用于生產(chǎn)加工,滿足了設(shè)計(jì)要求,確保了零件尺寸精度,質(zhì)量穩(wěn)定,提高了生產(chǎn)效率,降低了工人的勞動(dòng)強(qiáng)度,為企業(yè)加工生產(chǎn)帶來便利,深受歡迎。
參考文獻(xiàn):
[1]劉璇,王小北.機(jī)械設(shè)計(jì)與制造工程[M].天津機(jī)械工業(yè)出版社,2000.
[2]楊振國,梅彤.機(jī)械工程材料[M].北京機(jī)械工業(yè)出版社,2001.
[3]王光斗,王春福.機(jī)床夾具設(shè)計(jì)手冊(cè)[M].上海科學(xué)技術(shù)出版社,2000.
[4]傅玲梅.機(jī)床夾具設(shè)計(jì)與制作[M].中國勞動(dòng)社會(huì)保障出版社,2008.
