冷軋基板軋制頭部拉窄問題及改進(jìn)措施
2020-09-10 06:16:18張繼國呂苗苗
河南冶金 2020年3期
關(guān)鍵詞:優(yōu)化
張繼國 呂苗苗
(河北鋼鐵集團(tuán)唐鋼公司)
0 前言
熱軋產(chǎn)品的寬度精度是熱軋帶鋼質(zhì)量的重要指標(biāo),精準(zhǔn)的寬度控制不僅可以提高產(chǎn)品的成材率,而且將給熱軋下游客戶及后道工序創(chuàng)造更好的生產(chǎn)條件,目前唐鋼1 580 mm熱軋機(jī)生產(chǎn)線在生產(chǎn)薄規(guī)格帶鋼過程中存在帶鋼頭部拉窄質(zhì)量問題,導(dǎo)致下游客戶增加切損,毛邊切不凈,成材率降低,增加了客戶的生產(chǎn)成本。筆者介紹了唐鋼1 580 mm熱軋生產(chǎn)線卷取區(qū)域針對(duì)帶鋼頭部拉窄質(zhì)量問題展開的技術(shù)攻關(guān),使帶鋼頭部寬度精度得到顯著提高,保證了公司的產(chǎn)品質(zhì)量信譽(yù)。
1 1580軋線設(shè)備組成及產(chǎn)品缺陷介紹
1 580 mm熱軋帶鋼生產(chǎn)線于2008年8月建成投產(chǎn),主要由2座步進(jìn)式加熱爐、1架帶立輥的4輥可逆粗軋機(jī)組、1套熱卷箱、1套轉(zhuǎn)鼓式飛剪、7機(jī)架4輥不可逆式精軋機(jī)組、2臺(tái)地下式卷取機(jī)等裝備組成,軋線配有粗軋后測(cè)寬儀、精軋后測(cè)厚儀、凸度儀、平直度儀和表檢儀等大型儀表。主軋線設(shè)備及大型儀表布置如圖1所示。

圖1 1580熱軋帶鋼生產(chǎn)線設(shè)備布置
1 580 mm熱軋生產(chǎn)線產(chǎn)品結(jié)構(gòu)以普通碳素鋼、冷軋基板、低合金鋼以及汽車鋼為主,其中冷軋基板占比35%左右。近期在生產(chǎn)薄規(guī)格冷軋罩退鋼產(chǎn)品時(shí),發(fā)現(xiàn)帶鋼成卷后在帶鋼頭部100~120 m處有不同程度的寬度拉窄現(xiàn)象(如圖2所示),拉窄范圍一般在5~20 mm左右,嚴(yán)重時(shí)可拉窄20 mm以上。冷軋基板帶鋼頭部局部產(chǎn)生拉窄,不僅影響了產(chǎn)品的寬度控制精度,而且會(huì)造成下游客戶帶鋼切邊量增加、成材率降低、毛邊切不凈等問題,導(dǎo)致在冷軋后續(xù)生產(chǎn)過程中會(huì)出現(xiàn)卡阻或斷帶等情況,嚴(yán)重影響客戶的生產(chǎn)效率[1]。
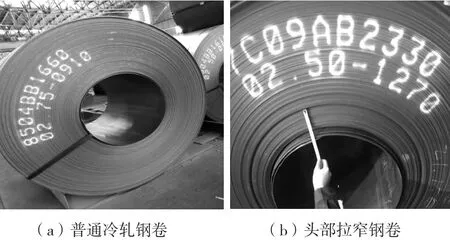
圖2 冷軋鋼卷端面情況
客戶針對(duì)帶鋼拉窄質(zhì)量問題曾多次提出質(zhì)量異議,因此產(chǎn)生了大額的質(zhì)量異議索賠。為了有效改善帶鋼頭部拉窄的情況,通過增加控制目標(biāo)寬度的方法,保證了用戶切邊切凈,但卻進(jìn)一步增加了客戶的切邊量,降低了客戶的成材率,客戶對(duì)此方法意見較大。因此,必須對(duì)帶鋼頭部產(chǎn)生拉窄的原因和影響因素進(jìn)行全面分析排查,并制定相應(yīng)有效的控制措施,徹底解決了寬度拉窄問題,提高了產(chǎn)品的寬度控制精度。
2 帶鋼拉窄現(xiàn)象
2.1 帶鋼拉窄位置
通過客戶反饋及現(xiàn)場(chǎng)跟蹤調(diào)查,確定在距離帶鋼頭部位置100~120 m處有拉窄問題,不同的卷取機(jī)卷取的帶鋼頭部拉窄位置有一定差別,且在精軋出口的寬度儀檢測(cè)曲線中沒有體現(xiàn)。因此,根據(jù)實(shí)測(cè)拉窄位置及現(xiàn)場(chǎng)設(shè)備位置布置進(jìn)行推算,最終確定在層流冷卻的第二組集管前后出現(xiàn)拉窄,所以儀表檢查不出來。TDR-3BA材質(zhì),2.5 mm×943 mm規(guī)格的帶鋼實(shí)際測(cè)量寬度曲線如圖3所示。
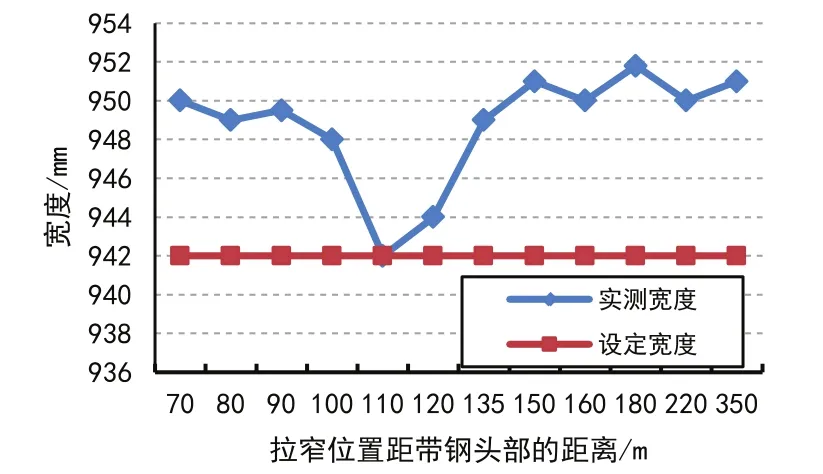
圖3 拉窄實(shí)測(cè)帶鋼寬度曲線
2.2 帶鋼頭部產(chǎn)生拉窄的原因分析
帶鋼在卷取區(qū)域產(chǎn)生拉窄的主要原因是帶鋼穿帶過程中,在卷取機(jī)的卷筒建立張力的瞬間,卷取區(qū)域提供的張力達(dá)到了使帶鋼發(fā)生塑性變形的張力值,使帶鋼在層冷的高溫區(qū)產(chǎn)生局部拉窄問題。因此,可以把優(yōu)化拉窄鋼種的層流冷卻模式和卷取張力的控制模式作為改進(jìn)帶鋼頭部拉窄問題的分析方向。
2.2.1 層冷冷卻模式
從帶鋼頭部拉窄的原因分析來看,增加帶鋼的高溫區(qū)長度會(huì)減輕帶鋼拉窄的程度,帶鋼的高溫區(qū)是指層流冷卻模式的起始冷卻位置至F7出口大型儀表后的位置,因此,在保證卷取溫度的情況下,可試驗(yàn)將拉窄鋼種層流冷卻模式的起始冷卻位置向后移,即可增加了帶鋼的高溫區(qū)長度。
2.2.2 卷取張力
帶鋼卷取過程中受到的總張力主要由三部分組成,包括夾送輥提供給帶鋼的正向張力、卷筒提供給帶鋼的正向張力和助卷輥提供給帶鋼的正向張力,即:T=T夾+T助+T卷筒,帶鋼卷取過程的建張示意圖如圖4所示。
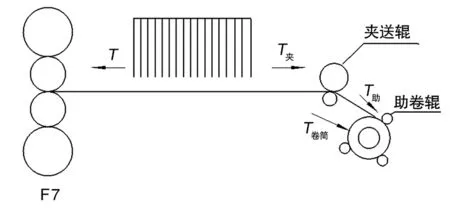
圖4 帶鋼卷取過程建張示意圖
由于助卷輥提供給帶鋼的張力很小,可忽略不計(jì),夾送輥提供給帶鋼的張力主要是跟夾送輥的超前率和設(shè)定壓力有關(guān),因此帶鋼所受到的張力主要來自于卷筒張力,所以要減小帶鋼受到的總張力主要是要減小卷筒給帶鋼提供的張力,可直接通過降低卷筒張力或者是將卷筒和夾送輥之間的張力進(jìn)行轉(zhuǎn)移來降低卷筒給帶鋼提供的張力。因此,確定以降低卷筒張力為中心的方案來進(jìn)行卷取控制參數(shù)的優(yōu)化,從而達(dá)到控制卷取區(qū)域帶鋼拉窄的目的。卷筒張力參數(shù)的優(yōu)化主要是優(yōu)化卷取機(jī)卷筒的張力提升模式、適當(dāng)降低卷筒超前率、優(yōu)化卷取帶鋼頭部張力系數(shù)和適當(dāng)降低夾送輥超前率,同時(shí)在保證帶鋼卷取過程穩(wěn)定、帶鋼不起套的情況下,適當(dāng)增大夾送輥的設(shè)定壓力[1]。
3 帶鋼頭部拉窄的控制改進(jìn)
3.1 優(yōu)化層冷冷卻模式
1 580 mm熱連軋生產(chǎn)線的層流冷卻系統(tǒng)的前3組層冷集管為超快冷卻段,中間4~15組層冷集管為稀疏冷卻,后3組層冷集管為精密冷卻。由于前3組層冷集管為超快冷卻段,所以帶鋼的冷卻速度快。因此,為減少其影響,在保證卷取溫度的情況下,可以將前7組層冷集管關(guān)閉,試驗(yàn)使用第7組層冷集管以后的層冷水進(jìn)行冷卻,利用中段集管稀疏冷卻,后端精密冷卻可利用中段7~15組集管層冷水,每間隔1組投入,后段集管精密冷卻進(jìn)行卷取溫度準(zhǔn)確調(diào)整。通過對(duì)SPHC-S系列和MRT系列鋼種進(jìn)行試驗(yàn)后,厚度2.75 mm以上規(guī)格的寬度明顯改善,拉窄從約120 m減少到100 m左右,但厚度2.75 mm以下規(guī)格的寬度改善不明顯。統(tǒng)計(jì)了同一卷取機(jī)軋制各厚度規(guī)格時(shí),采用中段集管稀疏冷卻,后段精密冷卻后的寬度變化情況,具體見表1。

表1 試驗(yàn)優(yōu)化各厚度規(guī)格層冷冷卻模式對(duì)帶鋼頭部拉窄的對(duì)比
從表1可以看出,增加帶鋼的高溫區(qū)長度可以減少帶鋼拉窄的程度。
3.2 優(yōu)化卷取相應(yīng)參數(shù),降低卷筒張力
參數(shù)優(yōu)化前,卷取機(jī)卷筒的超前率和夾送輥的超前率設(shè)定值偏差較小,在卷取機(jī)卷筒建張時(shí),卷筒產(chǎn)生的張力作用到帶鋼上較大。因此,把卷取機(jī)夾送輥的超前率適當(dāng)減小,使其小于卷筒超前率,這樣在卷筒建張瞬間由卷筒產(chǎn)生的沖擊張力,絕大部分由夾送輥承受,從而達(dá)到了在卷取機(jī)卷筒和夾送輥之間進(jìn)行張力轉(zhuǎn)移的目的[2]。
在不影響鋼卷卷形和帶鋼卷取過程穩(wěn)定性的原則下,對(duì)卷取的工藝參數(shù)進(jìn)行優(yōu)化并分步實(shí)施,以達(dá)到降低卷筒張力的目的。通過試驗(yàn)和摸索,對(duì)卷取區(qū)域的參數(shù)進(jìn)行了優(yōu)化,具體優(yōu)化內(nèi)容見表2。

表2 卷取工藝參數(shù)的優(yōu)化
3.3 優(yōu)化卷取機(jī)卷筒的張力提升模式
帶鋼在卷取機(jī)卷筒上建張瞬間產(chǎn)生的沖擊張力是導(dǎo)致帶鋼產(chǎn)生拉窄的主要原因。在卷筒建張的過程中,卷取的張力主要由卷筒的轉(zhuǎn)矩提供。因此,在帶鋼建張過程中將卷筒咬鋼前3圈時(shí)的轉(zhuǎn)矩降低到原設(shè)定值的50%,咬鋼三圈后再恢復(fù)到原設(shè)定值;將卷取機(jī)的卷筒轉(zhuǎn)矩設(shè)定為階梯形逐步增加模式,并適當(dāng)優(yōu)化張力提升的坡度,這樣既可以減小帶鋼頭部張力,又可以避免由于整卷張力小而造成松卷等卷形缺陷,并達(dá)到減緩建張瞬間對(duì)帶鋼的拉伸作用,解決帶鋼的拉窄問題[3]。
通過調(diào)查分析,在不影響帶鋼卷取穿帶過程的穩(wěn)定性和鋼卷卷形質(zhì)量的原則下,對(duì)卷筒建張過程的張力提升模式進(jìn)行優(yōu)化,并分步優(yōu)化張力提升的坡度,以達(dá)到減少卷筒瞬間建張產(chǎn)生的沖擊力對(duì)帶鋼造成的拉窄問題。通過試驗(yàn)和摸索,將卷取機(jī)卷筒的轉(zhuǎn)矩設(shè)定一個(gè)50%的臺(tái)階,當(dāng)卷筒達(dá)到設(shè)定的50%轉(zhuǎn)矩后再進(jìn)行轉(zhuǎn)矩提升,并將卷筒建張過程張力提升的時(shí)間由0.7 s增加到0.85 s,減緩張力提升的坡度,優(yōu)化前后卷取卷筒建張過程的轉(zhuǎn)矩提升曲線如圖5所示。
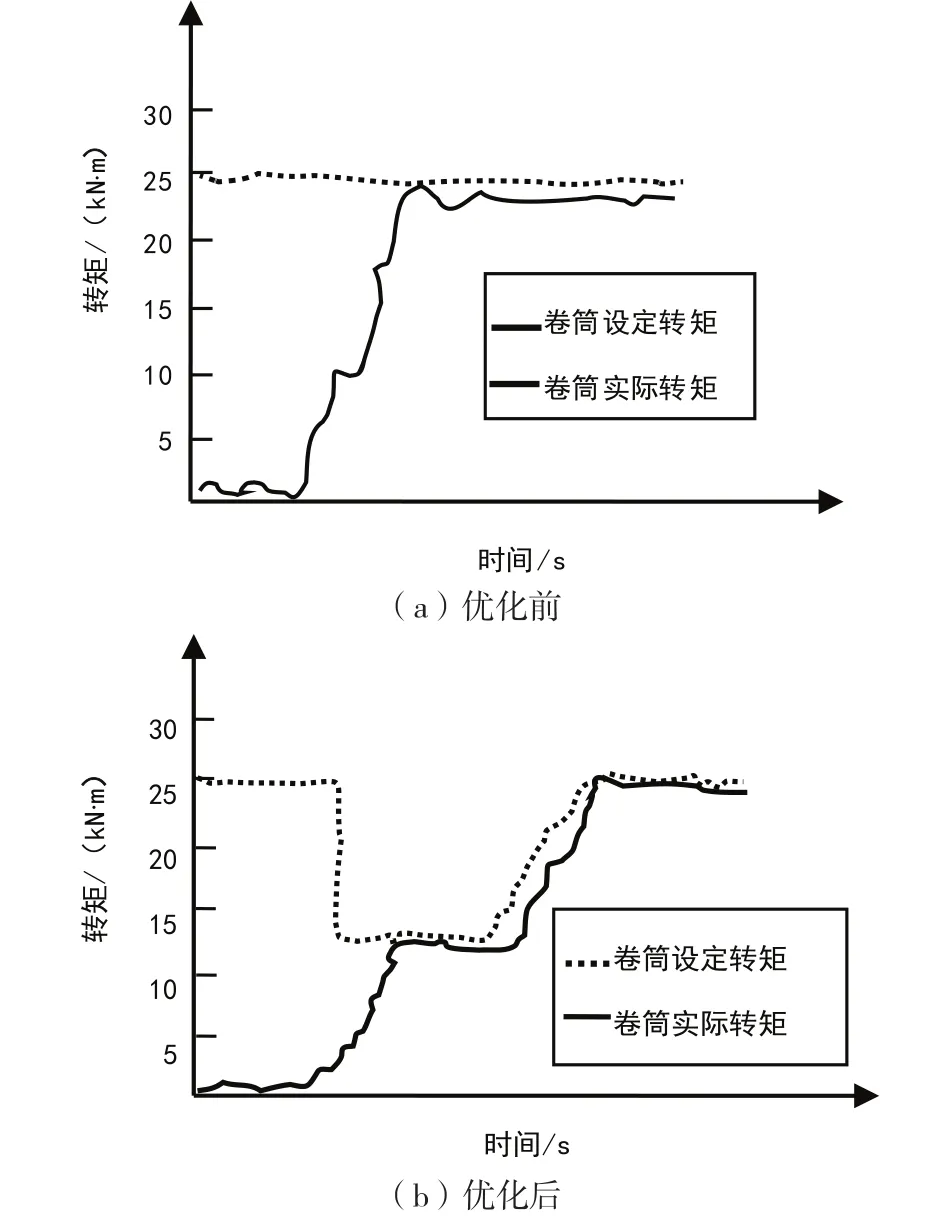
圖5 優(yōu)化卷取機(jī)卷筒轉(zhuǎn)矩控制模式前后的對(duì)比
3.4 對(duì)卷取操作人員培訓(xùn)
除了對(duì)卷取機(jī)的工藝 控制參數(shù)、一級(jí)控制程序進(jìn)行優(yōu)化,固化和減少人工操作干預(yù)外,還需要針對(duì)帶鋼頭部拉窄制定卷取參數(shù)調(diào)整的反應(yīng)計(jì)劃,并對(duì)崗位操作人員進(jìn)行培訓(xùn),提高操作人員的寬度控制意識(shí)和能力,讓操作人員知道出現(xiàn)帶鋼拉窄現(xiàn)象時(shí)該如何處理。根據(jù)現(xiàn)場(chǎng)生產(chǎn)情況,在卷取區(qū)設(shè)備精度及穩(wěn)定性不好、超低碳鋼生產(chǎn)、冷軋基板的碳成分波動(dòng)較大等情況下都可能出現(xiàn)帶鋼頭部拉窄的問題。因此,卷取崗位操作人員如果能夠及時(shí)根據(jù)經(jīng)驗(yàn)對(duì)卷取機(jī)的控制參數(shù)進(jìn)行調(diào)整,可以避免批量性帶鋼頭部拉窄問題鋼卷的產(chǎn)生。
4 拉窄問題控制的效果
通過優(yōu)化卷取機(jī)的工藝控制參數(shù)、冷軋基板的層冷冷卻模式、卷取機(jī)的一級(jí)控制程序,提高崗位操作人員控制拉窄的能力,帶鋼的寬度尺寸精度得到了有效控制,解決了冷軋基板帶鋼頭部拉窄的質(zhì)量問題。通過對(duì)下游客戶的質(zhì)量跟蹤以及現(xiàn)場(chǎng)測(cè)量帶鋼頭部的實(shí)際寬度尺寸,均未發(fā)現(xiàn)拉窄的情況,現(xiàn)場(chǎng)測(cè)量優(yōu)化前后TDR-2.5S鋼種、厚度2.0 mm×941 mm規(guī)格帶鋼的實(shí)際寬度控制情況,結(jié)果如圖6所示。
5 結(jié)語
通過對(duì)卷取區(qū)域產(chǎn)生冷軋基板頭部拉窄問題原因的調(diào)查研究,確定了冷軋基板產(chǎn)生帶鋼頭部拉窄的主要原因,并采取了優(yōu)化冷軋基板的層冷冷卻模式,降低卷筒張力和提高操作人員控制拉窄能力等有效控制措施,完善了卷取崗位人員對(duì)發(fā)現(xiàn)產(chǎn)品出現(xiàn)異常問題的反應(yīng)計(jì)劃,提升崗位人員的操作技能,有效改善了冷軋基板頭部寬度拉窄的質(zhì)量問題,滿足了客戶對(duì)寬度尺寸精度的要求,提升了公司產(chǎn)品的寬度控制能力,保證了公司的產(chǎn)品質(zhì)量信譽(yù)。
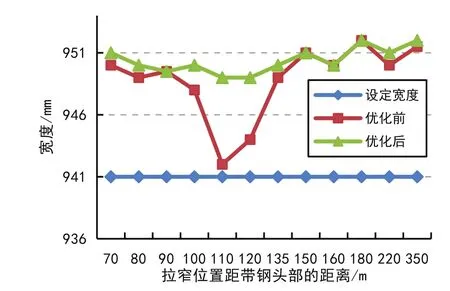
圖6 優(yōu)化前后帶鋼的實(shí)際寬度控制情況
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
今日農(nóng)業(yè)(2020年16期)2020-12-14 15:04:59
消費(fèi)導(dǎo)刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
