統計過程控制在汽車安全氣囊發生器裝配過程中的應用
2020-09-06 13:28:22李珂珂張朝林肖輝張仁杰劉燕雯許健坤
汽車實用技術 2020年16期
李珂珂 張朝林 肖輝 張仁杰 劉燕雯 許健坤
摘 要:文章通過統計過程控制對汽車安全氣囊發生器裝配過程中小橡膠墊壓縮厚度過程能力研究,判斷發生器裝配過程中小橡膠墊壓縮過程是否可控,根據測試數據調整相關壓裝裝置,提高小橡膠墊壓縮過程能力;在小橡膠墊壓縮厚度不能全部測量的情況下,通過統計過程控制證明小橡膠墊壓縮厚度滿足裝配要求。
關鍵詞:過程統計控制;安全氣囊氣體發生器;裝配過程;壓縮厚度;過程能力
中圖分類號:U466 ?文獻標識碼:B ?文章編號:1671-7988(2020)16-220-03
Abstract: In this paper, statistical process control is used to study the process capability of small rubber pad compression thickness in the assembly process of airbag generator, so as to judge whether the compression process of the small rubber pad during the assembly process of the generator is controllable.According to the test data, adjust the relevant press mounting device to improve the compression process capacity of small rubber pad. Under the condition that the compres -sion of small rubber pad can not be measured completely, the thickness of small rubber pad after compression can meet the assembly requirements through statistical process control.
Keywords: Process statistical control; Airbag gas generator; Assembly process; Compression thickness; Process capability
CLC NO.: U466 ?Document Code: B ?Article ID: 1671-7988(2020)16-220-03
前言
在發生器的裝配過程中,發生器裝配的密封性是保證發生器性能良好的根本,其中一個零件小橡膠墊起到至關重要的作用,控制其壓縮厚度,以使其在裝配過程中無破損,同時確保小橡膠墊的壽命,從而保證發生器性能長期有效。小橡膠墊壓縮厚度測試,需要將組件剖切,運用質量工具SPC統計技術,首先對小橡膠墊壓縮厚度初始過程能力進行評價,是否滿足裝配要求。
1 改進前壓裝原理
1.1 改進前壓裝裝置原理
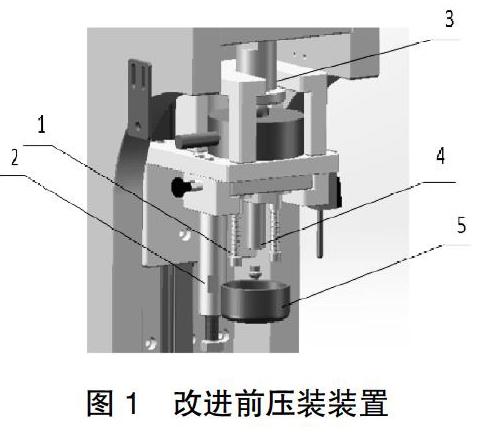
圖1中,1為退料桿 ;2為壓裝頂升氣缸;3為壓裝氣液增壓缸;4為壓裝頭;5為組件。
壓裝過程:壓裝頂升氣缸(2)上升,同時壓裝氣液增壓缸(3)下行,壓裝組件(5)成圖2結構,在壓裝過程中圖1壓裝頭和圖2中貼合面5 接觸,作為硬限位來保證小橡膠墊壓縮厚度;然后壓裝頂升氣缸(2)下降,同壓裝氣液增壓缸(3)上升,同時退料桿(1)進行退料。
2 改進前實驗方案和結論
2.1 準備
(1)通過調節合適的氣壓6.5MPA保證壓裝電爆管后,外觀檢查小橡膠墊無擠出;
(2)測試64件產品,測量小橡膠墊壓縮厚度,并計算初始過程能力PPK。
2.2 步驟
(1)將壓裝電爆管工位調至自動狀態;
(2) 連續壓裝64件;
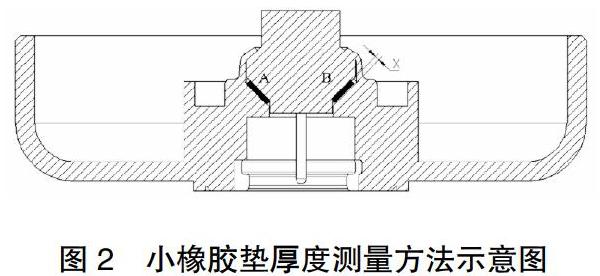
(3)將樣件電爆管點爆后,將其從中心剖切開,測量固定方向一半的兩個點,左右分別命名為“測量點A”和“測量點B”。
2.3 分析
2.3.1 將測量數據填寫在Minitab 軟件中
選擇單值移動極差圖分析并進行判斷,兩個測量點都要滿足以下要求:
(1)PPK≥1.67;
(2)控制圖點不出界。
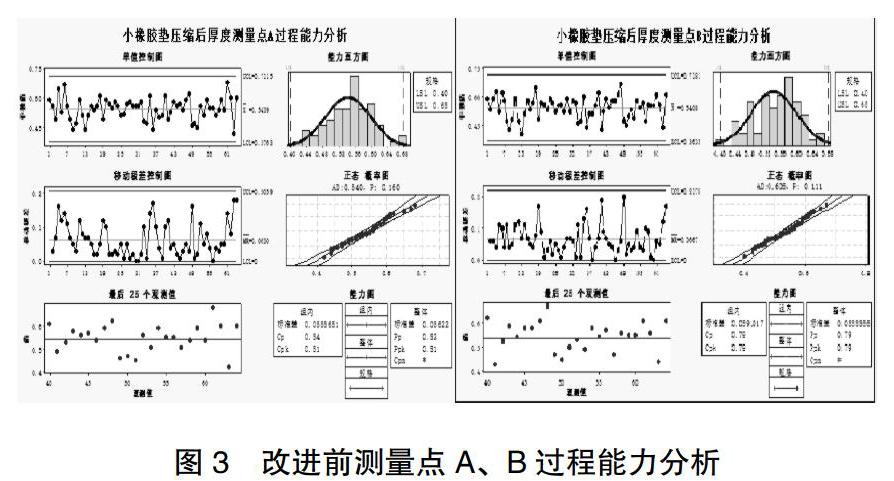
從圖3可知:正態概率圖P=0.16>0.05,接受該組數據符合正態分布;從單值控制圖可以看出,平均值X=0.54,在容差中值;從能力直方圖看,數據比較離散;PPK=0.81<1.67,不滿足要求;從圖3可知:正態概率圖P=0.111>0.05,接受該組數據符合正態分布;從單值控制圖可以看出,平均值X= 0.54在容差中值,從能力直方圖看,數據比較離散;PPK= 0.79<1.67,不滿足要求。
2.4 結論及原因分析
2.4.1 結論
初始過程能力不足;從上圖3可知:平均值X=0.54和容差中心不存在偏離,但是圖3中A點PP=0.81,B點PP=0.79均遠小于1.67,說明數據比較離散,需要改善設備來提高小橡膠墊壓縮厚度的初始過程能力。
2.4.2 原因分析
小橡膠墊壓縮厚度比較離散,可能原因:
(1)氣壓壓力過大,可能將組件壓變形,限位不能起到絕對作用;
(2)限位高度不能根據需要進行調節。
3 改進后壓裝原理簡述
3.1 改進后壓裝原理
與圖1壓裝原理相比不同之處是在壓裝工裝外側增加由1上限位塊、2限位螺栓和3下限位塊組成的限位裝置;限位螺栓可根據需求調節高度。
4 改進后實驗方案和結論
4.1 準備
(1)將氣壓壓力從6.5MPA調至5.5MPA保證壓裝電爆管后,外觀檢查小橡膠墊無擠出;
(2)調整限位栓到合適的高度,保證壓縮小橡膠墊厚度在容差中值附近;
(3)測試64件產品,測量小橡膠墊壓縮厚度,并計算初始過程能力PPK。
4.2 步驟
(1)將壓裝電爆管工位調至自動狀態;
(2)連續壓裝64件;
(3)將樣件電爆管點爆后,將其從中心剖切開,測量固定方向一半的兩個點,左右分別命名為“測量點A”和“測量點B”,同改進前測量方法。
4.3 分析
(1)將測量數據填寫在Minitab 軟件中,選擇單值移動極差圖分析并進行判斷,兩個測量點都要滿足以下要求:
1)PPK≥1.67;
2)控制圖點不出界。
從上圖5可知:正態概率圖A點P=0.21>0.05,接受該組數據符合正態分布,從能力直方圖可看出,數據比較集中, PPK=1.69≥1.67;正態概率圖B點P=0.124>0.05,接受該組數據符合正態分布,從能力直方圖可看出,數據比較集中,PPK=1.76≥1.67。
4.4 結論
兩個測量點都要滿足以下要求:
(1)PPK≥1.67;
(2)控制圖點不出界。
通過壓裝裝置改進,小橡膠墊壓縮厚度穩定可控,初始過程能力滿足要求。
5 過程能力分析結論
經過實驗設計及驗證得出以下結論:
改進前的壓裝裝置,雖然小橡膠墊壓縮厚度測量結果合格,但數據比較離散,初始過程能力不滿足要求,橡膠墊壓縮厚度處在失控狀態;經過SPC數據分析,確定失控原因并改進壓裝裝置;改進后,小橡膠墊壓縮厚度測量結果合格,且數據比較集中,初始過程能力滿足要求。壓裝裝置改進有效,小橡膠墊壓縮厚度初始過程能力最終滿足要求。
參考文獻
[1] 馬逢時,周暐,劉傳冰.六西格瑪管理統計指南[M].北京:中國人民大學出版社,2012.
[2] 郭紀林,余桂英.機械制圖[M].大連:大連理工大學出版社,2008.
[3] 盛驟,謝式千,潘承毅.概率論與數理統計[M].北京:高等教育出版社,2008.
[4] 吳令云,吳家祺,吳城鷗,呂紅,蔡霞校.MINITAB軟件入門:最易學實用的統計分析教程[M].北京:高等教育出版社,2012.
