SPC理論在白車身上的運用實踐
2020-09-06 14:08:32何雷祖
時代汽車 2020年12期
關鍵詞:質量管理
何雷祖

摘 要:對于一輛完整的汽車來說,白車身是重要組成部分,是車輛整體性能的載體。整車的各項子系統(例如儀表臺、內外飾、動力、制動系統)都需要以白車身為依托進行安裝。在白車身的多項指標中,白車身尺寸精度比重最大,影響最大,任何細微的偏差都有可能導致后工序的裝配異常,是車身密閉性能、舒適性能的重要體現。白車身的制造涉及沖壓、焊接兩大工藝,由上千件沖壓件、幾十套工裝夾具,上百套工藝制造而成。這些過程導致白車身尺寸偏差源很多,車身精度控制困難[1]。傳統公差監控模式(目標柱模式),以整車的三坐標測量作為依據,以結果為導向反饋過程。無法提前發現異常問題,不能實現過程控制,容易造成資源浪費。運用SPC統計過程控制的方法,運用損失函數模型建立多次檢測數據之間的聯系,便于連續生產過程的穩定性控制,集中目標值,反饋并及時發現波動、偏差以及不穩定點。
關鍵詞:SPC;白車身精度;質量管理;控制圖
SPC(Statistical Process Control),即統計過程控制,是對現場依計劃收集的數據資料,如:成品特性、零件尺寸等,提供各種統計分析及管制圖的處理、分析、計算、圖標及報表。在過程控制系統中提供績效報告,以達成預先防止,避免浪費的控制要求。
在SPC中,控制圖是一種用于分析過程狀態的常用工具。控制圖是20世紀20年代由貝爾實驗室沃爾物.休哈特最開始開發和應用,控制圖可以在產品出現特殊原因變差時有效的引起注意,并能反應出需采取系統或過程控制改進或消除的普通原因變差的范圍。SPC控制圖是對過程質量加以測定、記錄從而進行控制管理的一種用科學方法設計的圖,是質量控制的行之有效的手段,是SPC技術的核心工具。
1 白車身焊接精度
當前汽車行業,主要以人工焊接完成分件焊接、機器人自動焊完成各個總成的合拼。車身焊接精度與產品前期工藝設計規劃息息相關,不同的CAP定位策略、焊接方式、焊接設備等都會對后期的車身精度造成影響。其次焊接夾具的定位銷直接決定焊接位置,焊接的過程變形也會對零件的位置度造成影響。綜合各項因素,主要從焊接夾具、工藝規劃、過程焊接變形三方面對車身焊接精度進行控制。
工藝規劃汽車產品在設計時應該首要考慮車身關鍵控制孔位,因為關鍵控制孔位直接影響車身裝配精度,此外,還要考慮設計孔位基準與工藝基準、裝配基準的一致性,因為統一基準有利于車身焊接夾具設計、減少制造過程中的累積誤差[2,3]。
焊接夾具通過限制零件6個方向的自由度保證零部件在車身坐標系中的正確位置,依靠定位銷、定位面和夾緊裝置共同作用。焊接夾具的設計要求較高的技術性。車型的結構、車身薄板件的變形特點、車身容差分配等都有可能影響總成的定位精度,甚至可能在生產過程中發生撞槍、干涉等問題,試因此制過程中要對焊接夾具進行定位精度、焊接過程的可行性及零件沖壓成型質量多方面進行逐一驗證[2,3]。
2 白車身SPC白車身精度管理構建
2.1 控制項目選擇
工序定位特征孔精度直接反應工藝平水,也是解決尺寸問題分析步驟中的首要分析項,因此有必要對其進行有效管控。前面板與包角板安裝點關聯尺寸為整車裝配主要風險項,前面板與包角板安裝點集中在前圍及側圍上,前圍和側圍的工序定位特征孔位置度間接影響到前面板與包角板安裝點關聯尺寸。前圍外板、側圍的工序定位特征孔偏差間接關系到后工序(裝配)前面板與包角板之間的配合間隙面差,影響總裝直通率及顧客感官。
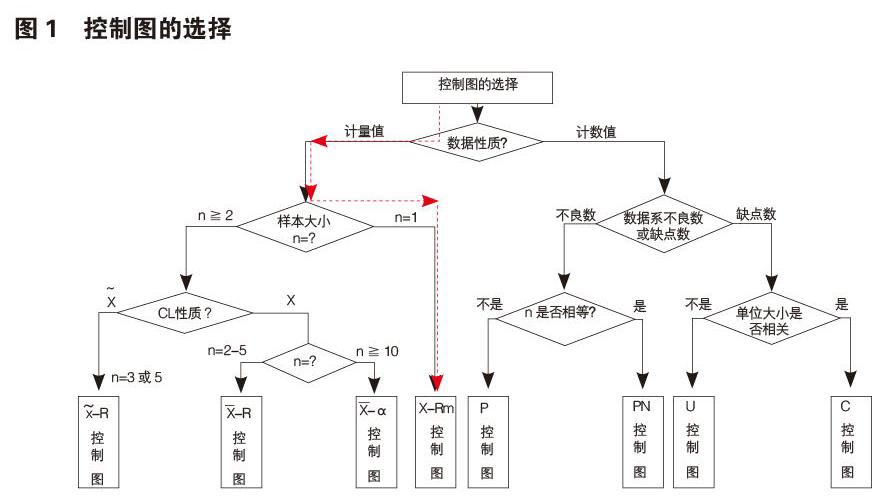
2.2 控制圖選擇
(1)所選點為前圍外板、側圍的工序定位特征孔,均為計量型數據(圖1);
(2)測量儀器為關節臂三坐標,受測量能力和成本影響,測量頻次為1臺/3次/周。因此采用X-MR(單值移動極差)圖進行控制。
2.3 流程實施
2.3.1 收集數據
白車身采用關節臂三坐標進行測量,直接采用定位孔骨骼精度測量數據。
2.3.2 用Minitab分析數據
Minitab為當前主流分析軟件,運用Minitab進行正態性檢驗、過程能力分析、控制圖制制作。
2.3.3 解釋統計控制(條件判定)
a、測量系統滿足要求 ?b、測量數據服從正態分布 c、初始研究或改進后,CPK/PPK>1.0,且控制圖受控。三項條件均滿足之后,才能從分析用控制圖轉換成監控用控制圖。
2.3.4 延長控制線以繼續控制
當過程能力達到要求,且重新受控后,從質量改進階段進入新的質量控制區(圖2)。此時可用SPC控制圖進行監控,所需要做的就是制定控制圖目視化看板,根據測量數據延長控制線以實現監控提升質量的目的。
3 白車身SPC白車身精度實例運用
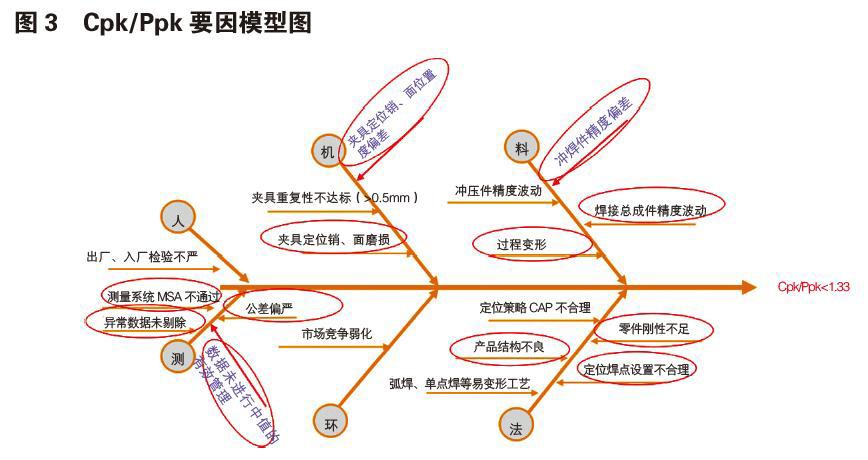
3.1 Cpk/Ppk要因模型建立
從人、機、料、法、環5大因素出發對工序定位孔孔位置CPK/PPK進行提升分析(圖3)
3.1.1 夾具
在此案例中選擇工序定位孔位置度做為測量項目,定位銷的位置度直接決定孔的位置。因此夾具的各項因素成為影響最終結果的主要因素包括定位銷的位置度偏差、定位銷磨損、夾具使用過程中的重復性精度。
3.1.2 工藝規劃
產品的設計結構、定位焊點設置方式對位置度方向可忽略不計。
3.1.3 零件精度
正常量產過程中的沖壓件精度,模具的磨損十分緩慢,過程變差很小,零件尺寸很穩定。沖焊件的精度偏差可以不計。焊接過程中定位孔剛度不足,在拼焊過程中易導致過程中變形偏差,建議采用強度更強的翻邊孔。
3.1.4 測量數據管理
從測量及數據收集方面分析,三坐標測量系統在行業內使用已較為成熟,測量系統若無測量設備異常一般不會對結果CPK造成太大的影響。正常情況下,數據的中值管理、公差經過白車身試制、裝配等長期驗證,符合實物裝配。若非必要,此項應作為最后的調整手段。
3.1.5 人員、環境
工序定位孔孔位置在此案例中,為自動化生產,正常生產過程中人員、環境變化影響較小非主要因素。
綜合以上6項因素的分析,最后判定正常量產情況下影響工序定位孔孔位置的CPK為以下3項:
①定位孔在預裝后合裝過程被頂變形;
②定位孔剛性不足
③定位銷位置度偏差
4 結論
本研究通過在白車身精度控制過程中導入質量管理工具SPC進行控制,構建了白車身精度管理平臺。并通過生產實際的應用實例驗證了所構建的白車身精度管理的優越性,為白車身精度管理找出了一套新的管理方案。
針對白車身精度管理平臺的研究和應用,在下一步的研究工作中主要應在以下兩個方面進行工作:
(1)采用在線測量方式,縮短中間過程時間損耗,提升反應速度;
(2)精度測量數據的應用屬于拓展應用階段,公差監控模式已經運用成熟,但SPC監控模式在白車身精度控制的運用,正處于摸索階段。我們正在努力建立完善的精度測量數據方式,將檢具、三坐標、在線、離線等測量設備提供的數據納入統一的系統分析、對比處理,做到綜合應用,可以形成設計閉環。
參考文獻:
[1]王國勇,高曉風等. 車身尺寸檢測與精度控制方案. 中國汽車工程學會年會論文集, 2013,(10):1055-1058.(書籍).
[2]王娜,吳世強.尺寸管理與白車身裝配的精度控制[M].汽車工藝與材料,2010:(3).(書籍).
[3]胡建風. 汽車車身三坐標測量與數據處理的研究[D]. 湖南:湖南大學,2011:5.(碩士、博士論文).
猜你喜歡
知音勵志·社科版(2016年9期)2016-11-09 08:21:16
中國科技博覽(2016年22期)2016-11-01 15:06:27
中國科技博覽(2016年22期)2016-11-01 14:20:50
中國科技博覽(2016年22期)2016-11-01 12:54:47
現代企業文化·理論版(2016年14期)2016-10-21 10:29:30
中國科技博覽(2016年19期)2016-10-19 13:44:57
中國科技博覽(2016年19期)2016-10-19 12:36:32
中國市場(2016年36期)2016-10-19 04:22:24
科學與財富(2016年28期)2016-10-14 22:54:28
科學與財富(2016年28期)2016-10-14 22:41:32
