熱軋支撐輥的堆焊再制造技術
2020-09-03 04:33:48田宗偉
科學與財富 2020年17期
關鍵詞:工藝
田宗偉

摘 要:通過對本鋼熱連軋1700軋機支撐輥材質、使用及失效情況分析,合理選用埋弧自動堆焊金屬材料,制定焊接工藝及熱處理工藝,有效地修復了1700軋機支撐輥。堆焊修復后,各主要指標符合上機標準。軋制使用后跟蹤檢測,比較同型號鍛鋼軋輥,該輥磨損量、磨削量略小。
關鍵詞:支撐輥堆焊焊接工藝
1.前言
支撐輥主要是用來傳遞壓力,是熱軋機中重要部件,工作時其與熱軋機工作輥相接觸,以防止工作輥在軋制鋼坯時發生撓曲變形,從而影響軋制出來的產品質量,其工作壓力高達2000t。作為熱軋機的重要部件,由于生產條件惡劣,需要頻繁更換。以本鋼熱連軋廠為例,其支撐輥的常見失效形式有裂紋、剝落、磨損等,大量生產實際表明支撐輥主要消耗部分是在軋輥表面的工作層,重量約占軋輥總重的10%左右,如果僅僅因為軋輥表面工作層的失效而更換昂貴的新支撐輥,對軋鋼廠來說是較為沉重的負擔,本文通過對于本鋼熱連軋1700mm支撐輥使用狀況的分析,合理選擇焊材,利用現有設備,制定一套焊接工藝,實現了熱軋支撐輥的輥身整體堆焊,并成功上機試軋。
2.工藝流程
焊接前預處理→焊前預熱→堆焊再制造→焊后熱處理→無損檢測→機械加工→出廠
2.1焊接前預處理
待堆焊輥坯均為熱軋機報廢下機輥,由于軋制時工作條件惡劣,軋輥下機狀態不明,因此在進行對焊前必須對軋輥進行預處理,以保證后續工序的順利進行。首先對輥面進行除銹處理,并進行全方位探傷,進行修復可行性評估。采用半精車的加工方式除去可用軋輥工作疲勞層。有缺陷部位,將缺陷完全加工去除,并對缺陷較深部位邊緣加工坡口。車削加工后,輥面直徑應在保證除去疲勞層及所有缺陷前提下,最大限度的接近于原始直徑,并預留打底層和過渡層的厚度。
車削加工完成后,對輥面進行著色探傷或磁粉探傷,依據探傷結果除去表面微裂紋,并再次進行超聲波探傷。保證焊接部位無缺陷后進行下步作業。
2.2焊裝引弧環
輥坯進行焊接預熱之前,應在輥身的兩端焊裝引弧環(擋圈)。引弧環為焊接式,采用Q235鋼板(厚度≥焊接最大熔深)制作而成,環焊在輥身兩側。引弧環的主要作用為承托焊劑,保證堆焊時熔渣不發生流淌,并保證在輥身兩側可以得到良好的堆焊形狀。
3堆焊材料
3.1焊絲合金系統的選擇:
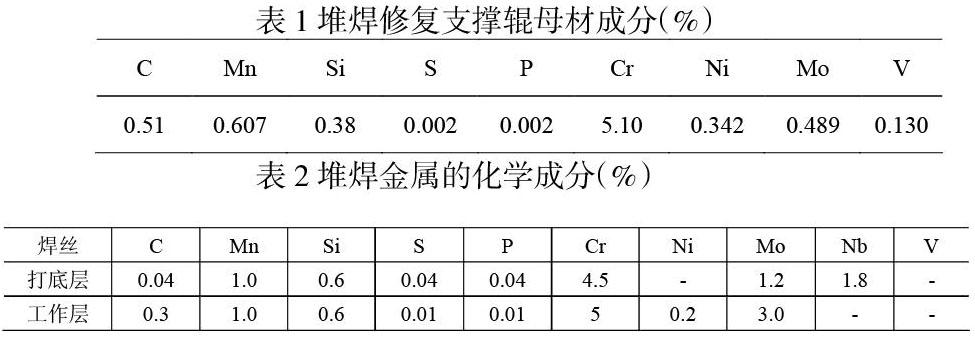
本文堆焊再制造支撐輥成分見表1。熱軋支承輥的碳當量較高,堆焊時母材熱影響區的淬硬傾向及焊接裂紋敏感性較大,可堆焊性較差,同時堆焊層厚度一般均在30mm以上,堆焊時的焊接應力較高。因此,在堆焊工作層前需先堆焊打底層及過渡層。過渡層材料為低碳低合金鋼,要求強韌兼備,硬度適中,堆焊層及與母材結合面無裂紋等缺陷,與母材及工作層均能良好結合,并在二者之間起到過渡緩沖作用,從而確保大厚度工作層堆焊的順利進行。對工作層材料的要求是堆焊層無超標工藝缺陷、耐磨性好、屈服強度高并有一定強韌性;經焊后去應力回火,硬度滿足技術條件要求。兩種堆焊焊絲的典型成分見表2。
4焊接工藝設計
4.1預熱溫度和層間溫度的確定
為了降低堆焊過程中堆焊金屬及熱影響區的冷卻速度,降低淬硬傾向并減少焊接應力,防止母材和堆焊金屬在堆焊過程中發生相變導致裂紋產生,堆焊前需要對支撐輥進行預熱。
預熱溫度的確定需依據母材以及堆焊材料的碳含量和合金含量而定,參考經驗公式:
T(oF)=1020-630(%C)-72(%Mn)-63(%Si)-36(%V)-36(%Cr)-3l(%Ni)-18(%Cu)-18(%Mo)-9(%W)+27(%Co)+54(%Al)
其中℃=5/9(oF-32)。
考慮到熱軋支撐輥母材及堆焊材料的合金含量均相對偏高,同時支承輥的尺寸及堆焊厚度均較大,材料的拘束力大,焊接應力大,所以適當提高預熱和層間溫度,預熱溫度確定為400~450℃,焊道層間溫度控制在350℃以上。
4.2堆焊工藝參數
堆焊工藝參數是指堆焊時所采用的焊接極性、焊絲直徑、焊接電流、焊接電壓以及堆焊速度等。在研究進行的軋輥堆焊修復中,對于Φ4.0mm藥芯焊絲:
4.3中間去應力退火
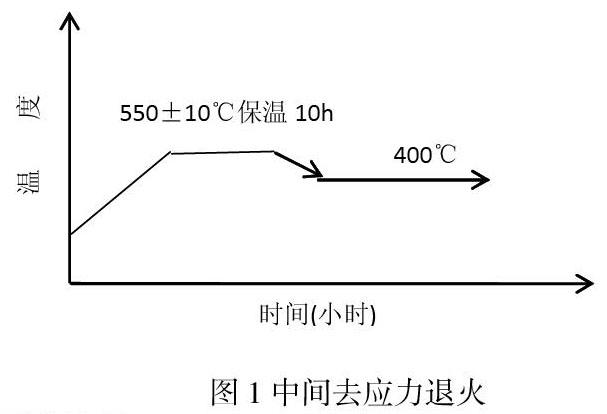
由于熱軋支撐輥的堆焊厚度較大(單邊35mm),連續堆焊完成,堆焊金屬將產生非常大的焊接累積應力,增加堆焊輥產生裂紋的傾向,嚴重時將發生支撐輥開裂的嚴重事故。因此在堆焊厚度到20-30mm后,需在堆焊進行中間階段穿插一次中間退火,以降低或消除焊接累積應力。在研究進行的軋輥堆焊修復中采用熱處理工藝曲線如圖1所示。
4.4焊后熱處理
焊后熱處理的主要目的是為改善焊后組織和消除焊接應力。同時使堆焊組織產生“二次硬化”,進一步提高和改善堆焊金屬的耐磨性及耐熱疲勞性。依據本文所用焊絲合金成分以及支撐輥母材的合金成分,回火溫度選取在550±10℃之間,且保溫時要略長于同等尺寸工件,這樣一方面能使應力充分釋放,另一方面則可以促進基體組織中細小碳化物的彌散析出,增加堆焊層的耐磨性。
4.5堆焊過程質量控制
按照制定焊接工藝輥坯預熱規范進行預熱溫度檢查,層間溫度350℃,并在堆焊過程中保持這一溫度。隨時檢查焊接電流、電弧電壓、焊接線速度、焊槍步進寬度、焊道成型及尺寸等工藝參數,保證堆焊結束后軋輥外觀整齊美觀。
5.上機試軋情況
堆焊支撐輥成品出廠后于本鋼熱連軋廠1700線上機使用。每軋制滿一個周期后下機,進行表面硬度檢測和堆焊層無損探傷。輥面及堆焊層內部質量均保持良好,堆焊層與輥體結合層未發現異常。比較同型號鍛鋼軋輥,該輥磨損量、磨削量略小。
6.結論
(1)結合熱軋支撐輥的工作條件,采用文中所述工藝,對大型熱軋支撐輥進行堆焊修復,可以取得良好效果。堆焊修復后的熱軋支撐輥無缺陷,其強韌性和耐磨性優于Cr3/Cr5輥的性能。
(2)堆焊修復后熱軋支承輥在生產線上進行了運行考核,滿足其使用要求,并大大降低了生產成本。
參考文獻:
[1]曹葉,趙慶華,劉誠民.大型支承輥的堆焊修復[J].焊接,2006,(7):33-36
[2]陸寅松,張智峰,胡學輝等.5%Cr帶鋼支承輥制造技術[J].金屬加工(熱加工),2011,(9):15-18
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
