干散貨碼頭散貨作業智能控制系統設計
2020-09-03 07:37:52雷全文
港口裝卸 2020年4期
雷全文
太倉鑫海港口開發有限公司
1 引言
目前,我國傳統散貨碼頭的裝卸設備操作方式仍以人工或者半自動為主,傳統散貨碼頭智能化發展之路存在以下幾個問題。
(1)散貨碼頭的工藝流程比較復雜,工藝的環節較多[1]。
(2)無人化操作僅有部分干散貨碼頭應用了斗輪堆取料機無人化操作,未實現全面無人化操作。
(3)信息系統如生產商務系統、OA系統、技術管理系統等已經得到了充分的應用,但各個系統間往往沒有相互的關聯,數據不能在各信息系統間相互導入引用[2]。
太倉鑫海港口開發有限公司散貨專業碼頭作為專業化的散貨碼頭,開發了智能化的流程控制系統,實現了裝船、卸船和斗輪堆取料全程自動化作業的散貨碼頭,建立了集生產、管理和控制于一體的系統。下面分別從生產作業模塊、輔助功能模塊和信息管理模塊3個模塊介紹公司的散貨作業智能控制系統。
2 生產作業模塊
2.1 中控皮帶機流程自動化
智能流程選擇系統將單機作為初始數據,對所有流程進行數據規劃,操作人員可選擇單機或者聯動操作,選擇完成后篩選流程,并實時顯示流程所包含的主要設備的信息,點擊“啟動”一鍵啟動整個流程。
2.1.1 流程流量集中控制
控制系統的上位機畫面中,將卸船機大漏斗內物料的實時噸位、給料器頻率、斗門開度、斗輪機皮帶機流量和固定流程皮帶機的實時流量等信息,實時集中匯總到操作界面上,中控操作員對整個流程所有環節信息全部掌握,對流量的控制更加快捷、清晰,提高了流程的效率。
2.1.2 皮帶機變頻控制
流程部分皮帶機采用變頻驅動系統,每臺輸送機變頻系統可獨立運行,當變頻系統轉換開關切換到遠程控制時,由中控系統進行控制,中控系統按流程控制需要對輸送機變頻系統進行啟動、停止及速度調節控制,并對變頻系統各設備進行相應的控制操作、啟動聯鎖、狀態檢測等,可根據作業工藝進行5檔切換。
2.2 斗輪機、卸船機和斗輪機無人化
該系統集成了全自動作業規劃、管理等功能。根據生產作業計劃自動分配作業任務,為裝船機、卸船機分析作業區域、作業路徑,根據系統工藝分解管理系統信息指令,下發到卸船機、裝船機和斗輪機,并反饋單機信息。
中控操作臺能夠設定裝船機、卸船機、斗輪堆取料的運行模式,通過轉換開關選擇全自動作業模式、人工(遠程)作業模式,本地或遠程操作模式則在主機設備上選擇。
2.2.1 網絡架構
自動化作業網絡采用混合型網絡拓撲結構(見圖1),以2個互為冗余的系統核心交換機為中心,中控系統、單機自動控制系統、視頻音頻系統等分別連接到這2臺核心交換機上,控制交換機和其他機上設備通過接入交換機也連接到核心交換機上,ARTG控制交換機作為ARTG控制網絡的核心,單獨擴展控制系統的網絡,相互沒有干擾。這種網絡結構可以避免設備重復連接導致的網絡風暴,也可以避免有個別網絡設備出現故障時導致整體網絡癱瘓的情況發生。
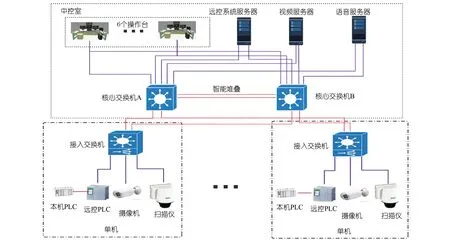
圖1 網絡拓撲圖
2.2.2 自動化策略軟件
自動裝船策略軟件基于WINCC等編譯軟件實現港口碼頭的散貨裝船自動化。軟件輸入主要船型參數有:船艙尺寸、物料類型、總裝載噸位、自動/手動裝載比例等參數。軟件輸出為自動作業流程中各點物料重量和其坐標值。
2.2.3 全自動作業管理系統軟件
全自動作業管理系統是實現全自動控制的大腦和核心,采用Client/Server架構,設置1臺高性能應用服務器,6個操作臺客戶端。通過調度設定作業任務,根據船型、作業量等數據,自動生成全自動作業策略,將作業策略發送給綁定的操作臺客戶端,再由操作臺啟動全自動作業,將指令發送給裝船機、卸船機。同時卸船機、裝船機設備的主要狀態也會反饋到服務器,最終顯示在客戶端上。
2.2.4 船型掃描
設備自動化需要有效的檢測手段和技術,裝船機和卸船機均選用帶有3D旋轉云臺的激光掃描儀SICK 3601系列,在不同位置掃描船艙輪廓及船內料堆信息,處理多激光器數據后,上傳至中控全自動作業管理系統為路徑規劃提供數據基礎。同時根據掃描數據實現大機與船、大機與物料的防碰撞保護。
激光掃描物料信息實時更新,將采集到的所有信息通過軟件系統來計算、建模,形成電子物料數據,為全自動工藝方案提供必要的數據支撐,同時預留三維成像功能的接口。
2.2.5 安全保護系統
該系統具備溜筒或抓斗、大車行走運行路徑上對障礙物的防撞保護功能和報警顯示。碼頭前沿大機位置信號傳送到中控室全自動作業管理系統,中控全自動作業管理系統根據各大機位置設置防碰撞保護。中控操作臺和大車手動控制箱均裝有“緊急停止”按鈕,若出現意外工況,可及時停止機構動作。同時在碼頭現場設置設備隔離圍欄,禁止車輛和人員隨意進入遠程工作區域,確保安全。
現場裝卸設備的自動操作控制系統保證與計算機管理系統的網絡隔離,避免設備控制系統產生故障影響現場的作業。
2.2.6 抓斗防搖和自動控制
抓斗防搖系統可以實現以下功能:無論空載和重載,在小車從全速運行到完全停止的工況下,抓斗擺動一個周期內,電子防搖系統能將抓斗最大擺動幅度控制在±100 mm以內,并趨于靜止。
在全自動遠程模式下,大車小車起升進行全自動卸料程序控制。抓斗運行軌跡由司機在作業前事先設定,全自動卸料程序控制應包括抓斗負荷平衡、速度平衡、抓斗下沉量和抓取量控制、自動開閉斗控制、抓斗的運行軌跡控制及定點卸料控制。
3 輔助功能模塊
3.1 高壓電機測溫系統
對皮帶機高壓電機的前后軸、繞組溫度進行實時檢測報警。該溫度監控系統依靠現場測溫傳感器通過RS485總線和以太網實現與中控室的通信,組成上位監控界面。現場的網絡采用星型網絡拓撲結構,根據轉接機房分成若干子網,每個轉接機房的測溫節點各成1個子網。
3.2 粉塵監測系統
借助太倉粉塵在線監測平臺對碼頭粉塵排放情況進行實時監控,通過數據實時查看、統計分析并進行粉塵預警和報警,實現公司粉塵監測數據、視頻監控情況以及監測站點數據的實時展示,并把粉塵在線監測數據實時接入到公司生產管理系統中。
3.3 門機、卸船機電子動態稱重系統
公司碼頭門機和卸船機上安裝動態電子稱重系統和能耗計量系統,將各門機的稱重系統通過無線傳輸的方式組成稱重網絡,實現稱重數據的有效采集,確保稱重數據不漏、不重復、無錯誤,并對數據進行集中監管、處理、分析、備份、共享,為司機績效考核和設備重要部件管理提供基礎數據,滿足要素系統、生產系統、技術系統的管理要求。
系統稱重采用稱重傳感器與電量相結合的方式對起升載荷量進行計算處理。稱重傳感器對門機超載信息進行處理判斷,起升電機能耗數據對起升載荷量進行計算處理,作為實際作業量統計數據,數據誤差控制在±3%以內[3]。
3.4 智能照明控制系統
照明控制主機設置在中控室,控制對象為碼頭、堆場高桿燈塔照明燈具及路燈。監控計算機為本照明控制系統的人機界面,根據照度、時間、工作時段和非工作時段對照度的要求,分別實現對照明燈具的狀態監視及控制,做到區域照明部分的開關功能,并監測區域照明燈的工作狀況。照明控制系統采用中控室集中控制和現場控制2種方式,目的是方便操作及節能。
3.5 智能噴淋控制系統
堆場噴淋控制系統可對堆場噴槍電磁閥的運行狀況進行實時監測與控制。噴淋控制系統控制方式為遠程單動、聯動和現場手動。噴淋監控系統監控畫面具備噴淋系統運行和故障顯示功能,動態畫面顯示有堆場噴水模擬畫面、噴頭通斷狀態、加壓泵啟停狀態。噴淋控制系統控制可事先預設定啟動時間,并且到時自動啟停,自動記錄灑水時間及噴槍編號,每支水槍噴灑時間可調。
3.6 開閉斗自動放斗系統
碼頭散貨作業使用的開閉大漏斗,其斗門打開、關閉原本采用的是本地按鈕和手持遙控器2種方式。為了更精準、安全、節省人力,將原來專人使用遙控器打開、關閉控制斗門方式,改造成無人智能操作的方式控制料斗斗門打開和關閉。
在不破壞原來控制方式基礎上,在料斗下方放料區域增加監測有無卡車的光電傳感器、卡車斗位置監測光電傳感器、卡車斗內料位光監測電傳感器,以及明顯的聲光警示提醒信號。所有傳感器、聲光報警以及斗門關閉、打開都是由西門子S7-200 SMART PLC處理。
改造完成后的開閉大料斗經過多次調試,可以實現自動開斗、自動閉斗、自動報警的功能,且每個動作能夠精準完成,真正達到智能放料的預期目標,同時節省操作人員,實現精準控制,發揮技術經濟的提升空間。
4 信息管理模塊
4.1 數字化堆場管理系統
數字化堆場管理系統借助“物聯網+”技術對現場生產資源要素進行智能化管理,以便監控散雜貨作業全過程,分析作業資源配置的合理性、生產環節銜接是否有序高效,根據反映的情況進行科學調度和指揮。
生產數據電子化和自動采集,實現港口生產作業信息的實時采集與交互,滿足生產作業要求,并對全港貨物、船舶作業、機械、管理人員、視頻健康等進行實時、直觀、全面的可視化、智能化管理。
4.2 技術、生產和安全管理系統
管理信息平臺系統使用分頁標簽樣式,將OA辦公系統、生產管理系統、技術管理系統、安全信息管理平臺、人事管理系統、決策管理系統、黨群管理系統、傳真及郵件服務、考核管理整合在一個平臺內展示。通過該平臺可幫助港口管理者運用先進的信息技術,快速準確地處理復雜的數據和事務,提高管理人員的工作效率和業務水平,規范港口內部管理的流程,優化和提高港口管理人員的管理水平。
5 結語
干散貨碼頭智能化的應用與發展,提升了港口的技術水平,解決了實際生產中的諸多難題,港口智能化、數字化堆場管理和設備自動化為港口發展提供了充足的動力,助力散貨碼頭的智能化提升。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
故事大王(2016年7期)2016-09-22 17:30:08
