SQ3X 型切絲機銅排鏈自動拆裝設備的設計
2020-08-27 06:55:42楊光露魯中甫魏新峰張新鋒王廣勝
煙草科技 2020年8期
關鍵詞:設備
楊光露,魯中甫,魏新峰*,張新鋒,王廣勝,周 坤
1. 河南中煙工業(yè)有限責任公司南陽卷煙廠,河南省南陽市宛城區(qū)新華東路 473000
2. 鄭州輕工業(yè)大學機電工程學院,鄭州市金水區(qū)東風路5 號 450002
SQ3X 型切絲機由銅排鏈輸送裝置、切割裝置、驅動裝置等部分構成,主要應用于國內1 500~14 000 kg/h 制絲生產線,經過處理的片煙、煙梗由銅排鏈輸送至切割裝置,切割成符合制絲工藝規(guī)范要求的葉絲和梗絲[1-2]。由于銅排鏈長期運轉容易造成鏈條磨損,導致切絲寬度不均勻、上下銅排鏈跑偏、保險銷被切斷等問題[3]。此外,生產環(huán)境中存在的灰塵、煙油和水汽污染,容易使銅排鏈上積累煙垢,嚴重時會造成設備故障停機,因此需要定期對銅排鏈進行拆卸和安裝,并清洗銅排鏈上的煙垢。目前卷煙企業(yè)大多采用人工完成銅排鏈的拆裝,勞動強度大、耗時長,且人工敲擊銷軸的力度和方向難以控制,容易使銷軸受力偏斜,甚至造成排鏈節(jié)變形[4],增加了維修和更換備件費用。針對銅排鏈磨損和清潔問題,戴宇昕[5]設計了一套銅排鏈水霧潤滑施加裝置,解決了銅排鏈與耐磨板磨損嚴重問題,延長了銅排鏈使用壽命;魯中甫[6]設計了銅排鏈自動潤滑裝置,減少了設備停機維修時間和故障發(fā)生率;韋斌[7]通過改變銅排鏈托條材料,降低了磨損程度。但上述改進仍未能徹底解決銅排鏈拆裝費力耗時等問題。為此,基于SQ3X 型切絲機設計了一種銅排鏈自動拆裝設備,以期提高銅排鏈拆裝效率,減少設備停機時間和故障發(fā)生率。
1 系統(tǒng)設計
1.1 結構組成
根據切絲機排鏈節(jié)結構參數(排鏈節(jié)長407 mm,銷軸孔距33 mm,銷軸尺寸φ6 mm×380 mm)及排鏈節(jié)拆裝功能要求,設計的銅排鏈自動拆裝設備主要由機架、排鏈輸送機構、排鏈節(jié)定心機構、銷軸拆裝機構、銷軸抱緊拖拽機構、工控屏支撐裝置等部分組成,見圖1。其中,機架采用全鋁型材設計,具有強度高、承載能力大、防腐蝕等優(yōu)點;排鏈節(jié)定心機構是整個設備的核心,排鏈輸送機構與排鏈節(jié)定心機構協(xié)作,可實現(xiàn)拆裝過程中排鏈節(jié)的精確定位;銷軸拆裝機構與銷軸抱緊拖拽機構協(xié)作,完成銷軸的拆卸與安裝;通過工控屏對設備參數進行調整并實時監(jiān)測數據。
1.1.1 排鏈輸送與定心機構
排鏈輸送與定心機構由排鏈節(jié)定位開關、輸送伺服電機、絲杠、推板等組成,見圖2。排鏈由氣缸定位后,伺服電機經減速機減速,并將動力經絲杠傳遞給推板[8],推板推動排鏈節(jié)向前移動;當限位開關檢測到排鏈節(jié)到位后,定心機構開始工作,排鏈節(jié)每次向前移動的距離為排鏈節(jié)銷軸孔間的孔距[9]。定心機構由兩組氣缸提供動力,排鏈節(jié)到位后上頂氣缸推動V 型槽向上運動,下壓氣缸推動V 型壓板向下運動,在V 型槽和V 型壓板的共同作用下實現(xiàn)排鏈節(jié)的精確定位。在此過程中,采用氣缸驅動方式,可有效避免位置偏差對排鏈節(jié)造成損壞。
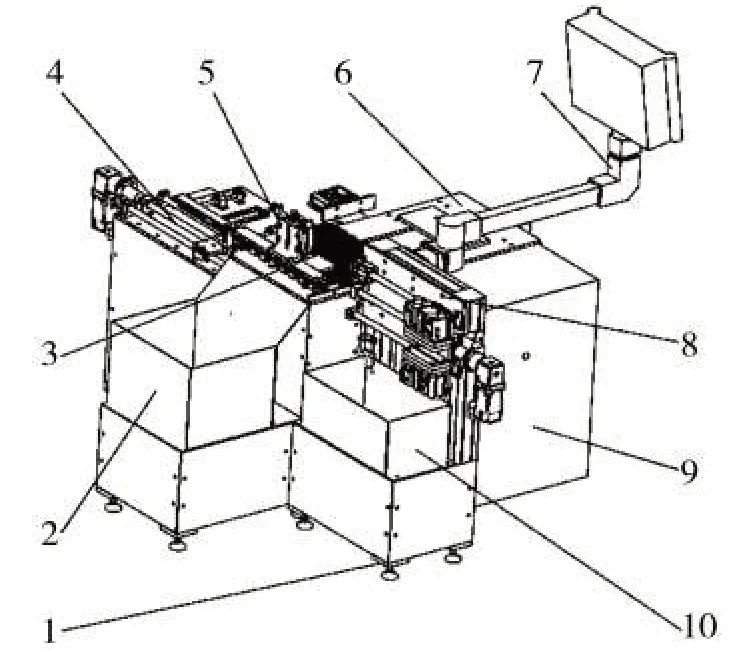
圖1 銅排鏈自動拆裝設備結構圖Fig.1 Structure of automatic disassembling and assembling device for compression bands
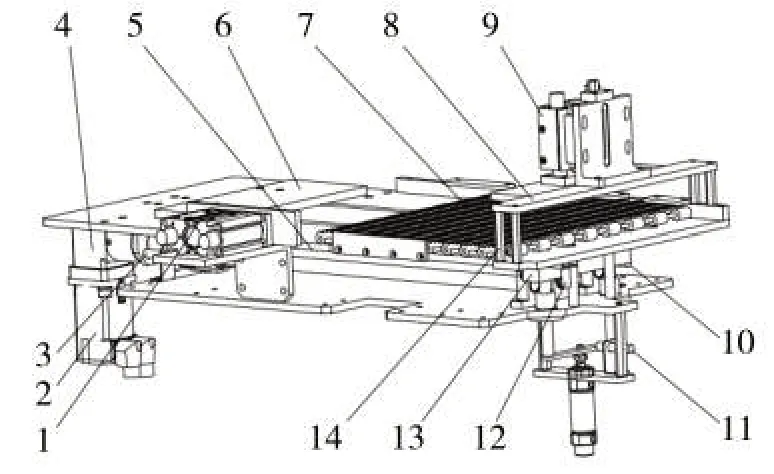
圖2 排鏈輸送與定心機構結構圖Fig.2 Structure of compression band conveying and centering mechanism
分析發(fā)現(xiàn),定位過程以及銅排鏈拆裝過程都是圓周運動與直線運動之間的轉換。其中,絲杠基本參數為有效直徑18 mm,螺距4 mm,螺紋升角4°3″。圓周運動與直線運動之間的速度轉換公式為:

化簡可得:

式中:V 為直線運動速度,mm/s;d 為絲杠有效直徑,mm;n 為電機轉速,r/min;a 為絲杠螺紋升角,(°)。
根據現(xiàn)場測試結果,優(yōu)化后絲桿螺距與絲杠的速比為15∶1,進而可確認減速機減速比為15∶1,由此調整壓力閥使氣動部件的工作壓力在0.4 MPa左右。
1.1.2 銷軸拆裝機構
銷軸拆裝機構由銷軸拆裝伺服電機、導向槽、銷軸拆卸頂針、銷軸安裝頂針等組成,見圖3。在拆裝過程中,當排鏈節(jié)輸送到位后,伺服電機經減速機減速,并將動力經絲杠傳遞給銷軸安裝頂針或銷軸拆卸頂針,銷軸在導向槽和喇叭口的共同作用下將銷軸裝入排鏈節(jié),提高了銷軸拆裝效率。

圖3 銷軸拆裝機構結構圖Fig.3 Structure of pin shaft disassembling and assembling mechanism
1.1.3 銷軸抱緊拖拽機構
銷軸抱緊拖拽機構由銷軸收集箱、V 型壓板、抱緊開關、抱緊拖拽伺服電機等組成,見圖4。銷軸抱緊拖拽機構與銷軸拆裝機構協(xié)作完成對銷軸的自動拆卸,當銷軸拆裝機構到位后,抱緊氣缸動作,氣缸推動V 型壓板抱緊被頂出的銷軸,伺服電機經減速機減速,并將動力經絲杠傳遞給抱緊氣缸將銷軸從排鏈節(jié)中拽出。銷軸的抱緊動力由氣缸提供,通過V 型壓板抱緊銷軸,可以避免偏心或拖拽過程中對銷軸產生影響。
1.1.4 工控屏支撐裝置
工控屏支撐裝置由支架水平墻座、90°轉角、8°傾角箱座、工控屏箱體等組成,見圖5。根據使用需求,支架水平墻座和8°傾角箱座可以在0°~320°之間水平旋轉,由此實現(xiàn)工控屏在水平方向轉動以及8°傾角箱座向后傾斜功能。
1.2 電氣控制系統(tǒng)
1.2.1 控制方案
電氣控制系統(tǒng)主要由西門子S7-1500 PLC 單元、施耐德LEXM32M 伺服驅動單元以及Vijeo Designer Basic 上位機等組成,見圖6。其中,上位機與PLC 通過PROFINET 總線進行實時通訊,完成對所有單元的控制操作指令[10];PLC 通過PROFIBUS-DP 總線控制3 臺伺服驅動器,可對驅動器速度、位置、狀態(tài)等參數進行讀寫;驅動器單元與各執(zhí)行機構相連接,實現(xiàn)銅排鏈的自動拆裝。在生產中,通過PLC 控制伺服電機,可實現(xiàn)銅排鏈輸送、銷軸拆裝、排鏈節(jié)定心、銷軸抱緊拖拽4 大機構的協(xié)同動作;通過上位機的工控屏,設置運行參數并實時監(jiān)測系統(tǒng)數據,當設備出現(xiàn)故障時系統(tǒng)發(fā)送報警并顯示故障信號。
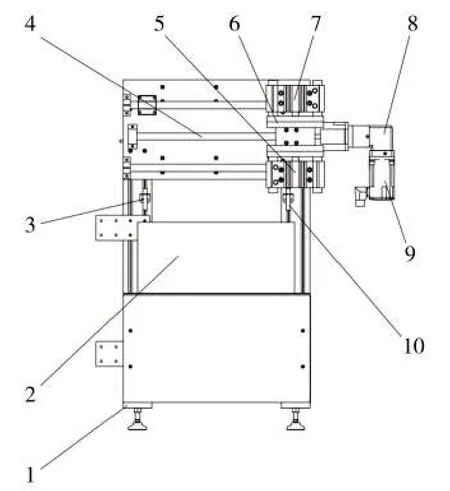
圖4 銷軸抱緊拖拽機構結構圖Fig.4 Structure of pin shaft clamping and drawing mechanism
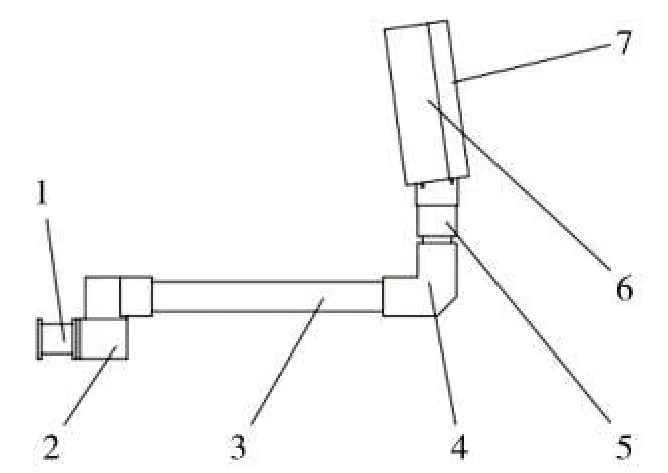
圖5 工控屏支撐裝置結構圖Fig.5 Structure of touch screen supporting device
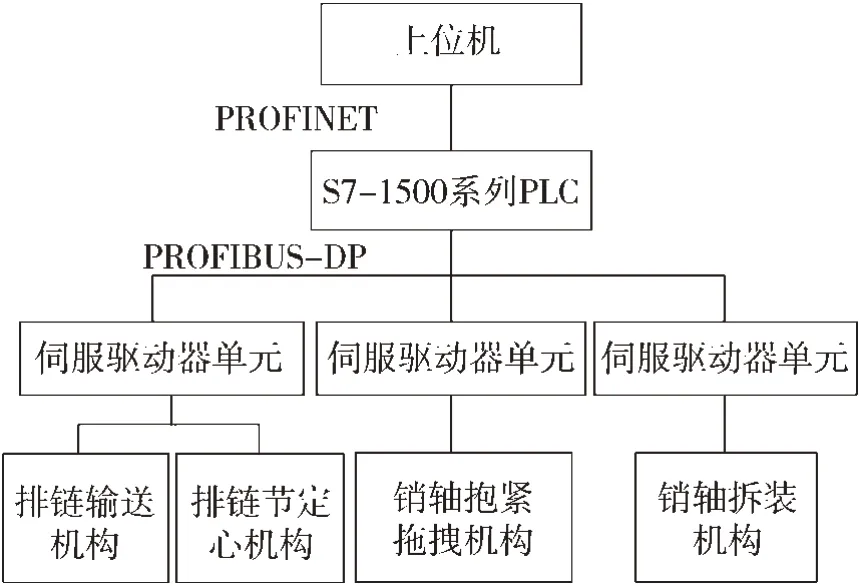
圖6 電氣控制系統(tǒng)整體框圖Fig.6 Overall block diagram of electrical control system
1.2.2 控制流程
控制系統(tǒng)采用西門子TIA Portal V15 軟件進行程序編程,控制流程見圖7。在生產中首先對系統(tǒng)進行初始化,通過工控屏選擇銷軸拆卸或安裝模式。其中,銷軸拆卸過程為:排鏈輸送機構將銅排鏈輸送到位后,排鏈節(jié)定心機構運行使排鏈節(jié)精確定位,銷軸拆裝機構運行將銷軸孔中的銷軸頂出,銷軸抱緊拖拽機構將銷軸抱緊拽出后放入銷軸收集箱中,完成銷軸拆卸。銷軸安裝過程為:排鏈輸送機構將銅排鏈輸送到位后,排鏈節(jié)定心機構運行使排鏈節(jié)精確定位,銷軸拆裝機構運行將銷軸頂入排鏈銷軸孔內,完成銷軸安裝工作。
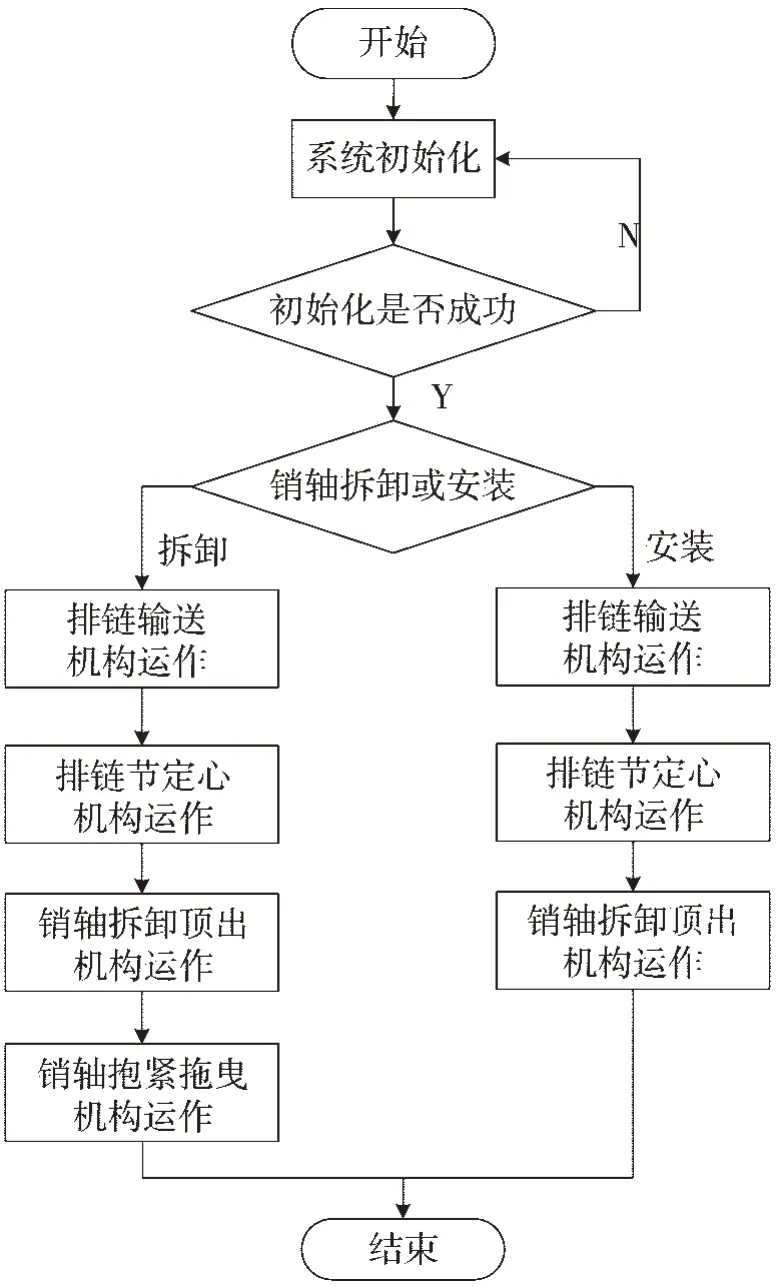
圖7 控制流程圖Fig.7 Control flow chart
1.3 工控屏界面
工控屏界面采用施耐德Vijeo Designer 軟件進行設計,主界面包括電機狀態(tài)、I/O 狀態(tài)、手動操作、參數設置、校準設置、報警記錄和系統(tǒng)設置等,見圖8。通過該界面可以對系統(tǒng)進行控制和當前狀態(tài)顯示,并對設備的運行模式、操作權限等其他功能進行選擇和訪問。
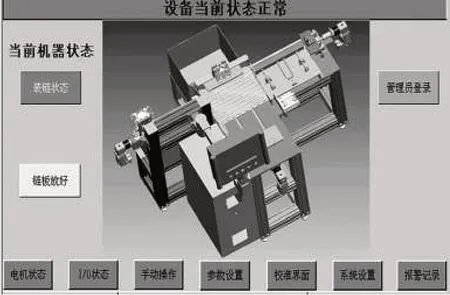
圖8 工控屏主操作界面Fig.8 The main operating interface of touch screen
2 應用效果
2.1 試驗設計
設備:SQ3X 型煙草切絲機銅排鏈,共40 組(由河南中煙工業(yè)有限責任公司南陽卷煙廠提供);排鏈節(jié)銷軸自動拆裝設備1 臺(河南省新之林機電設備有限公司)。
測試方法:選取40 組使用壽命均為1 200 h 左右且磨損量小于2.5 mm 的銅排鏈,采用人工和自動拆裝設備分別對40 組銅排鏈進行拆裝,重復測試3 次,記錄拆卸、安裝耗時以及排鏈節(jié)損壞數量,取平均值。
2.2 數據分析
由表1 可見,在拆裝過程中,采用人工拆裝銅排鏈平均耗時2.82 min/組,自動拆裝設備為0.665 min/組,節(jié)省時間2.155 min/組;40 組銅排鏈中人工拆卸共損壞排鏈節(jié)2 個,自動拆裝設備損壞數量為0。改進后設備運行穩(wěn)定,無故障停機現(xiàn)象發(fā)生,有效提高了工作效率。
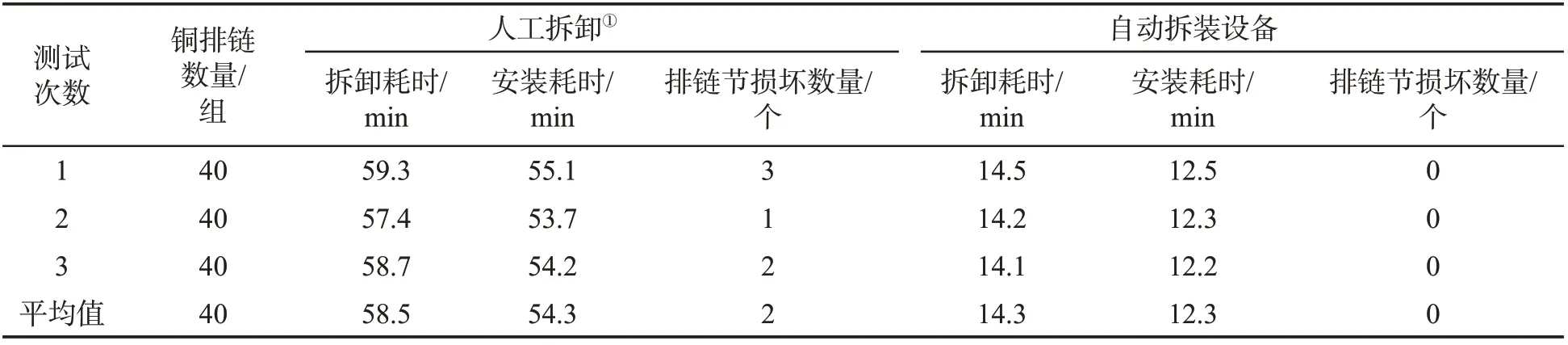
表1 人工與自動拆裝設備測試結果對比Tab.1 Comparison of test results between manual and automatic disassembling and assembling devices
3 結論
設計了一種SQ3X 型切絲機銅排鏈自動拆裝設備,實現(xiàn)了銅排鏈的精確定位以及銷軸的自動拆卸和安裝,并可對設備進行實時控制及在線監(jiān)測。以40 組SQ3X 型切絲機銅排鏈為對象進行測試,結果表明:與人工拆卸方式相比,改進后拆裝銅排鏈耗時減少2.155 min/組,拆卸損壞排鏈節(jié)數量由2 個減少為0,避免了拆裝對排鏈節(jié)和銷軸造成損傷,排鏈節(jié)和銷軸在除銹和去污后可重復使用,提高了工作效率,降低了切絲機運維成本。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業(yè)設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
