高溫蒸汽管道焊接接頭缺陷分析與安全評定
2020-08-22 01:40:28方學鋒張伯君雒相垚文耀華
煉油與化工 2020年4期
方學鋒,張伯君,梁 斌,雒相垚,文耀華
(南京市鍋爐壓力容器檢驗研究院,江蘇南京210019)
壓力管道焊縫易存在多種缺陷,造成接頭承載面積降低和強度下降,引起失效[1~4]。近年來,國內外對管道安全評估做了大量研究,但對高參數含缺陷蒸汽管道的分析評定較少[5~7]。因此,文中通過有限元結合標準的方法對某企業高溫含缺陷管道進行安全性評定,為管道安全提供數據支撐。
1 情況概述
對某新安裝的蒸汽管道運用射線RT 檢測技術發現埋地段的焊接接頭存在缺陷。管道的材質是20 鋼,基本參數見表1,設計溫度下的力學性能參數見表2。管道射線檢測結果見表3。
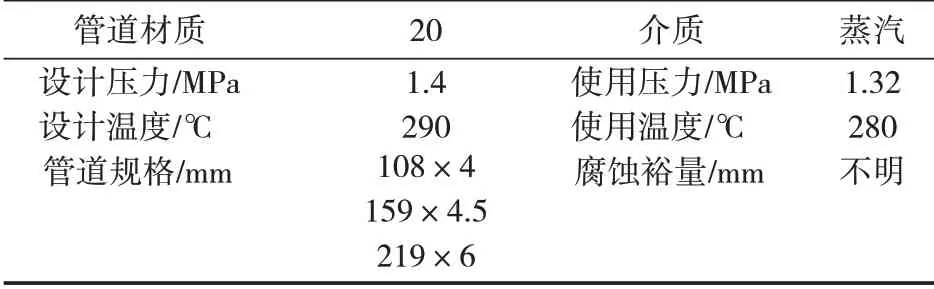
表1 蒸汽管道基本數據表

表2 20鋼設計溫度下性能參數
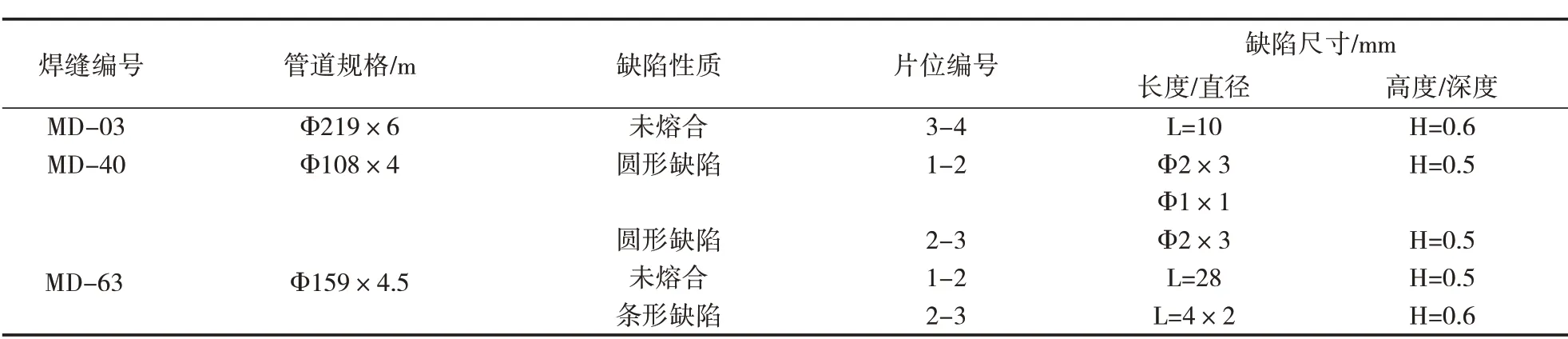
表3 管道射線檢測結果
根據GB/T 19624[8]附錄G第G4.1條規定,評定用材料斷裂韌度的下限值(JIC)下限可取1.1AKV。根據試驗,該壓力管道材料容許的最低值AKV=27 J。由于該管道使用過程中一般不存在脆化傾向,因此JIC=29.7 N/mm。依據標準[8],

將表2 中的性能參數代入公式,可得Kc=2 050.998 N·mm,取1.2 的 安 全 系 數,即Kc=2 461.198 N·mm。
2 有限元建模
根據標準[8],評定計算時所需軸向力與彎矩時不考慮管道缺陷的影響。因管道較長,整體建模不夠現實,因此選取對含有缺陷的部分管段進行建模計算。根據管道規格、缺陷位置、管道設計施工圖等,采用CAESARⅡ軟件進行有限元建模。
3 含缺陷焊接接頭軸向力與彎矩計算結果
管系應力采用設計工況進行計算,除了考慮內壓與溫度,還考慮了管道的重力與支撐約束。設計工況下,缺陷焊縫處不考慮缺陷情況下軸向力及彎矩計算結果見表4。焊縫編號MD-03 MD-40 MD-63軸向力/N 66 301 17 675 36 228彎矩/N·m
451
302
88
4 焊縫缺陷評定
4.1 MD-03焊縫缺陷評定
4.1.1 缺陷的規則化處理由表3 可知為未熔合缺陷,長度為10 mm,缺陷高度為0.6 mm。出于保守計算考慮,將未熔合缺陷規則化為內表面平面缺陷,其尺寸為l=10 mm,h=0.6 mm。由于缺陷自身高度h=0.6 mm<0.7B,B為壁厚6 mm。因此缺陷可以表征為半軸的橢圓,即a=h=0.6 mm,計算中取安全系數1.1,因此a=0.66 mm,c=5.5 mm。
4.1.2 軸向膜應力σm及彎曲應力σB的計算評定所需的軸向膜應力σm及彎曲應力σB可按照下列公式計算:

由表4 可知,MD-03 焊縫的軸向拉力N=66 301 N,橫截面彎矩MB=451 N·m,管道中徑R為106.5 mm,Ri=100 mm,B=6 mm,因 此σm=28.25 MPa,σB=2.11 MPa。
4.1.3 起裂時的載荷比計算由缺陷無因次長度θ/π = 0.017和相對深度a/B=0.11,查標準[8]表G.1可知:LF r≈1.1。
4.1.4 U因子的計算由標準[8]附錄G.4.2.3可知,

4.1.5 許可流變應力比[]計算由缺陷尺寸θ/π和a/B查表標準[8]G.2 可知,焊縫的許可流變應力比[]= 1.254。
4.1.6 安全性評價依據標準[8]附錄G.4.3,如果公式(4)成立,則認為缺陷是安全的或可接受的。

其中載荷安全系數np=1.5。
4.2 MD-40焊縫缺陷評定
4.2.1 缺陷的無量綱處理由表3 可知,焊縫超標缺陷為圓形缺陷,其最大尺寸為Φ2mm,深度為0.5mm。出于保守考慮將其表征為內表面體積缺陷,同時考慮1.1 倍安全系數,表征尺寸為A=1.1mm,B=1.1mm,C=0.55mm。將其無量綱化為:
相對環向長度:b=B(πRi)= 0.003 5;
相對深度:c=C T= 0.135 7。
4.2.2 純內壓下塑性極限內壓
根據標準[8]附錄H,含缺陷管道在純內壓下的塑性極限內壓可以通過下式計算:

其中:PL0為無缺陷管道在純內壓下的塑性極限內壓,其計算式如下:

σ'= ΦσS;Φ 為管道焊接接頭系數,根據GB/T 20801.3,保守取0.8;R0=54 mm,Ri=50 mm。經計算可得:PL0= 11.162 MPa;
pLS為無量綱的含缺陷管道在純內壓下的塑性極限內壓,其計算式如下:
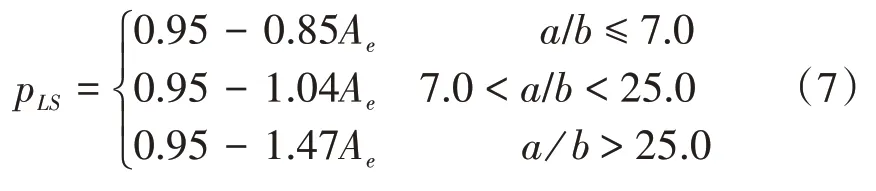
4.2.3 純彎矩下的塑性極限彎矩根據標準[8]附錄
H,純彎矩下塑性極限彎矩采用下式進行計算:

式中mLS—無量綱的含缺陷管道在純彎矩下的塑性極限彎矩;ML0為無缺陷管道在純彎矩下的塑性極限彎矩,其計算公式為:

4.2.4 安全性評價根據標準[8]附錄H,H.12安全評價要求,滿足下式即認定缺陷可以接受。

將P=1.4 MPa,M=302 N·mm,PLS=10.603 MPa,MLS= 5 431 201.2 N·mm代入公式(11),計算可得:
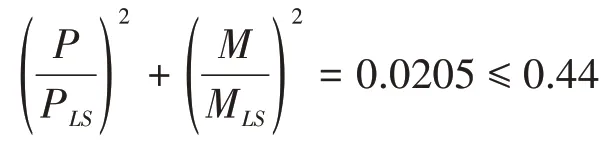
因此認為MD-40焊縫的超標缺陷可以接受。
4.3 MD-63焊縫缺陷評定
根據表3,該焊縫存在2處超標缺陷,分別為未熔合缺陷和條形缺陷。2 處缺陷相距較遠,不存在干涉現象,因此對2處缺陷進行分開評定。未熔合缺陷可以規則化為內表面平面缺陷,條形缺陷可以規則化為內表面體積缺陷。
4.3.1 平面缺陷的規則化處理 由表3 可知,未熔合缺陷尺寸為l=28 mm,h=0.5 mm。由于缺陷自身高度h=0.5 mm<0.7B,因此缺陷可以表征為半軸的橢圓,即a=h=0.5 mm,計算中取安全系數1.1,因此a=0.55 mm。缺陷的無因次長度
4.3.2 平面缺陷評定計算計算過程與4.1 計算過程一致,計算關鍵數據與結果見表5。
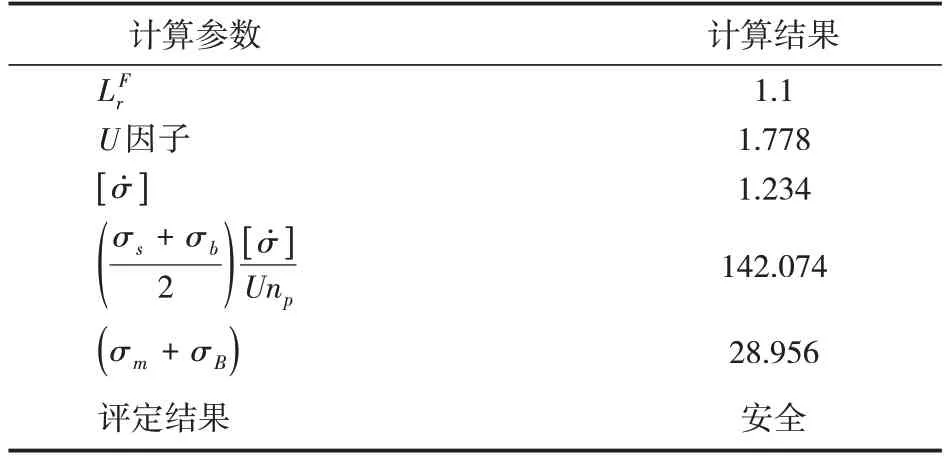
表5 MG-63未熔合缺陷評定關鍵參數與結果
4.3.3 提及缺陷的無量化處理出于保守估計,將條形缺陷規則化為內表面體積缺陷,缺陷長4 mm,寬3 mm,高度0.6 mm,考慮1.1倍安全系數,缺陷表征尺寸為A=1.1 mm,B=2.2 mm,C=0.66 mm。無量綱化后為:
4.3.4 提及缺陷評定計算計算過程與4.2 計算過程一致,計算關鍵數據與結果見表6。
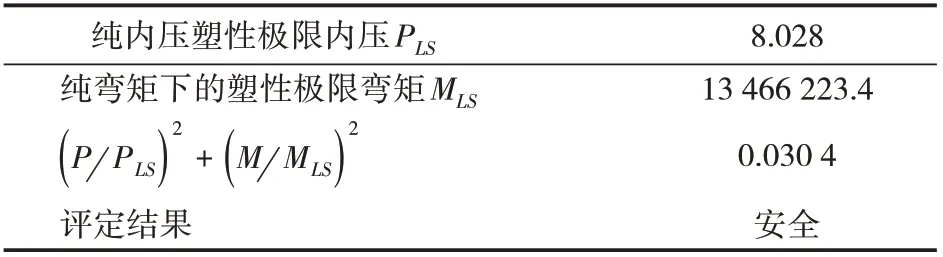
表6 MD-63焊縫夾渣缺陷評定計算結果
5 結論
(1)在正常工況條件下,管線焊縫的超標缺陷可以接受,滿足合于使用原則,可以繼續使用。
(2)管道在使用過程中,應加強管線缺陷焊縫部位的監控,首次定期檢驗時,應對該含缺陷焊縫進行射線檢測,發現缺陷擴展時,應對管道缺陷焊縫進行修復。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造技術與機床(2018年12期)2018-12-23 02:40:58
家庭影院技術(2018年4期)2018-05-09 07:07:52
制造業自動化(2017年2期)2017-03-20 14:26:13
專用汽車(2016年4期)2016-03-01 04:13:43