多孔層板焊接質量的高頻超聲檢測
2020-08-21 08:05:24謝凱文夏美玲
無損檢測 2020年8期
付 鑫,謝凱文,張 超,夏美玲
(1.中國航空制造技術研究院,北京 100024;2.北京航天特種設備檢測研究發展有限公司,北京 100074)
隨著航空發動機和高性能燃氣輪機技術的發展,高溫、高壓環境下的冷卻問題日益突出。多孔層板冷卻技術是集沖擊冷卻、對流冷卻、氣膜冷卻為一體的新型冷卻技術,是解決航空發動機和高性能燃氣輪機冷卻問題的有效途徑[1]。多孔層板冷卻方式的主要優點有:層板內表面的面積密度(內部傳熱表面積與容積之比)遠遠超過常規的冷卻結構,充分利用層板內部對流換熱對導葉的冷卻效果;最下層密布的小孔板類似于多孔發散壁,可以形成均勻的氣膜保護層,具有發散冷卻的優點,有良好的應用前景[2-4]。
發動機內高溫、高壓的工作環境對多孔層板結構件的質量性能有著極其嚴格的要求。在制造過程中,溫度、壓力或焊料鋪設狀態的偏差等因素會使得層板-層板、繞流柱-層板焊接界面處產生裂紋、未焊合等缺陷。國外著名航空機構與企業(如NASA、GE等)針對發動機中的多孔層板缺陷的無損檢測及判別方法,主要采用超聲、射線、工業CT(工業用計算機斷層成像)等技術。其中,射線檢測分辨率較低,對于層板微小缺陷的檢測較困難,而工業CT技術的檢測成本太高。超聲檢測具有操作簡便,無污染且分辨率較高等優點,是多孔層板主要的檢測方法。國內對多孔層板在航空領域的應用,還處于研究和初步應用階段,制造過程中相關工藝的許多問題還有待解決,建立和完善可靠檢驗方法及質量驗收標準是十分必要的。因此,必須開展多孔層板檢測工藝研究,摸索可靠的檢測方法[5]。
1 方法論述
1.1 多孔層板結構
多孔層板結構復雜,以某型平板類構件為例,成型前分為進氣孔側層板和出氣孔側層板。進氣孔側層板的結構示意如圖1(a)所示,其上規則分布的小孔通過電解加工的方法加工,在發動機中高溫氣體可通過進氣孔進入層板,達到冷卻的目的。出氣孔側層板的結構示意如圖1(b)所示,其規則的氣孔以及擾流柱通過電解加工,上下層板通過TLP(瞬時液相)擴散焊焊接在一起,形成多孔層板結構。
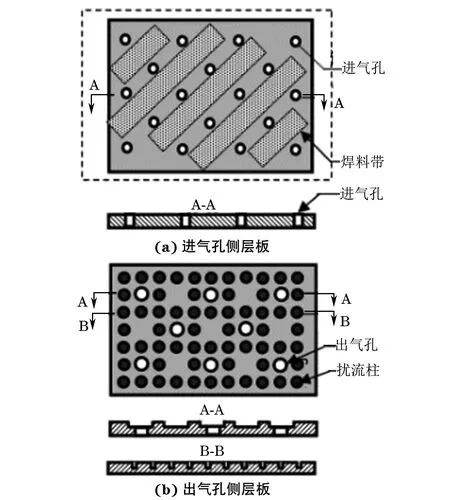
圖1 多孔層板結構示意
多孔層板采用TLP擴散焊的方法焊接成型,焊接過程中,焊料的流動會使焊接界面的焊接質量存在差異,從而產生缺陷。同時,焊接界面處的缺陷橫向尺寸較小,使用常規的超聲檢測手段難以實施有效檢測。
1.2 工藝分析
不同種金屬材料、不同成型工藝,可能產生的缺陷及其特性不同。因此,需要緊密結合具體的焊接成型工藝,來判定具體的檢測工藝。
超聲檢測是目前焊接成型工藝缺陷的主要無損檢測方法,其利用高分辨率超聲成像方法,能有效地得到焊接界面微結構特征及質量信息,從而實現焊接質量、細微缺陷等材料與工藝缺陷的無損檢測與量化評估。
多孔層板內部的細微缺陷檢測,通常采用超聲脈沖反射法。超聲脈沖反射法具有較高的檢測靈敏度[6],在檢測多孔層板時,只要微小缺陷所產生的脈沖回波信號能夠明顯高于材料的噪聲回波,通過提高回波信號幅值,將缺陷信號放大,即可判斷缺陷的存在,并通過傳播時間與距離的線性關系,對缺陷的深度進行精準定位。結合多孔層板的結構特性,使用超聲脈沖反射法可準確分析缺陷位置,判斷回波產生的原因,其檢測原理如圖2所示(圖中F表示始波,B表示底波,D表示缺陷波)。由于聲波衍射等原因,小缺陷無法引起穿透波的變化,所以穿透法無法對零件進行有效檢測。

圖2 多孔層板超聲反射檢測原理
1.3 工藝指標控制
對檢測材料中的微小缺陷,可通過提高小缺陷反射的超聲信號幅度和信噪比,來提高檢出率。當一定頻率的超聲波在層板內傳播時,如遇到具有與材料不同聲阻抗的界面,如未焊合、裂紋等缺陷,聲波將產生反射信號。聲波入射至層板焊接界面缺陷時,入射聲壓為Pi,在缺陷界面反射的反射聲壓為Pr。采用超聲脈沖反射法對層板缺陷進行檢測時,聲壓反射系數Ri(Ri=Pr/Pi)越大,缺陷越易檢測。當層板內部有一氣隙薄層時,超聲傳播特性將變得復雜,多孔層板缺陷超聲反射示意如圖3所示,超聲在異質薄層處會產生多次反射以及聲波的疊加,超聲在異質薄層處的聲壓反射率可根據式(1)來計算。

(1)

圖3 多孔層板缺陷超聲反射示意
式中:R為聲壓反射率;m為多孔層板與缺陷的聲阻抗比值;d為缺陷厚度;λ為超聲波長;f為超聲工作頻率;v為聲速。
根據式(1)以及材料聲速、聲阻抗等聲學特性,建立不同超聲檢測頻率下多孔層板內部氣隙寬度d(mm)與超聲反射率的對應關系。圖4所示為超聲檢測頻率在2,10,50 MHz時,缺陷厚度(氣隙寬度)與超聲脈沖信號在缺陷界面的反射系數的關系。從圖4中可以看出,選擇高頻率的超聲換能器時,超聲波的波長短,發現小缺陷的能力強。故從多孔層板焊接界面的檢測靈敏度考慮,應選擇頻率盡可能高的換能器。

圖4 不同頻率探頭的聲壓反射系數
在常規水浸平探頭的聲場中,聲束寬度約為換能器的直徑。對小缺陷而言,聲波傳播到缺陷上的能量只是整個聲束能量中很小的一部分,缺陷反射能力小,信噪比差,無法對缺陷進行有效識別。而通過帶有聚焦透鏡的超聲換能器,透鏡的聚焦作用可減小聲束發散寬度,增大焦點處的能量,提高信噪比。同時,采用小聲束直徑的換能器,可以有效區分焊接面與內表面的反射信號,從而實現對焊接面質量的評估。圖5為常規水浸平探頭超聲檢測示意,圖6為小焦點聚焦探頭超聲檢測示意,從圖中可以看出,聚焦探頭可以有效地提高檢測小缺陷的能力。

圖5 常規探頭超聲檢測示意

圖6 聚焦探頭超聲檢測示意
聚焦聲場特性的主要參數對應關系如式(2),(3)表示。
L=4λ(F/D)2
(2)
φ=λ(F/D)
(3)
式中:L為焦區長度;φ為焦點直徑;λ為波長;F為焦距;D為換能器直徑。
對頻率為50 MHz,晶片直徑為3 mm,焦距為24 mm的聚焦探頭而言,焦點處聲束直徑為0.24 mm,有效地提高了焦區內小缺陷的檢測靈敏度。同時聲波集中,減少了擾流柱邊緣干擾信號,提高了信噪比。
2 試驗結果
2.1 多孔層板試樣的超聲檢測
多孔層板TLP擴散焊試樣的制作采用機械加工平底孔的方式,材料為GH188,尺寸(長×寬×厚)為160 mm×110 mm×1.2 mm,在擾流柱上機加深度為0.45 mm,直徑為0.2,0.4 mm的平底孔預制缺陷各一排,制備的人工缺陷分部位置如圖7所示。

圖7 多孔層板試樣缺陷位置示意

圖8 試樣的高頻超聲C掃描檢測結果
采用超聲高頻、小焦點聚焦探頭及高分辨率超聲C掃描檢測技術相結合的方式,對焊接面進行高分辨率C掃描檢測,來識別多孔層板焊接面缺陷。圖8所示為試樣的高頻超聲C掃描檢測結果,檢測用探頭頻率為50 MHz。從超聲成像結果中可以清楚地分辨出預制的φ0.2 mm孔和φ0.4 mm孔缺陷(見圖8標識位置處)。
試驗結果表明:超聲脈沖反射法可以有效檢測出預制缺陷,檢測靈敏度優于φ0.2 mm。
在檢測過程中,通過對圖像與結構的對比分析來判斷每個焊柱焊接面的焊接情況,實現多孔層板焊接質量的有效評估。檢測時需調節水距,將聚焦探頭的焦點聚焦在焊接界面,以提高識別小缺陷的能力,對整個試樣進行100%掃查。
2.2 多孔層板零件的超聲檢測
基于超聲脈沖反射法,對某一帶有自然缺陷的試樣進行高分辨率超聲C掃描檢測,檢測結果如圖9所示,從圖中可以看出,試樣層板-層板A2處存在異常的聲波信號反射,排除干擾信號的影響后反射信號依然存在。對帶有繞流柱的B2、B3區域檢測也發現存在未焊合的缺陷。

圖9 多孔層板局部高分辨率C掃描檢測結果

圖10 多孔層板局部放大C掃描結果及超聲信號
圖10是多孔層板焊接結構C掃描檢測結果的局部放大圖及超聲信號。從圖10中可以看出,焊接良好時,在始波和底波間未出現缺陷信號;若存在未焊合缺陷時,缺陷會在始波和底波間產生一反射脈沖信號,引起波形變化。焊接良好區與未焊合區焊接面超聲信號波形判別明顯,說明采用高分辨率C掃描檢測技術可以有效地識別焊接面的未焊合缺陷。
為了驗證超聲C掃描檢測結果的可靠性,對典型區域進行解剖,觀察斷面金相顯微結構。選取層板-層板、繞流柱-層板的焊合處和未焊合的自然缺陷處,選取位置如圖9所示,具體位置為層板-層板焊合良好區A1、層板-層板未焊合區A2、繞流柱-層板焊合區B1、繞流柱-層板焊合區B2/B3,各典型區域的特征分析及金相結果如下。
2.2.1 層板-層板焊合區
超聲C掃描檢測結果中A1區顯示黑色,說明此處聲波透射性能良好,層板-層板焊接良好。對該區域進行金相解剖顯微觀察,金相結果如圖11所示,結果表明層板-層板焊接界面焊合良好。

圖11 層板-層板局部焊合區域金相形貌
2.2.2 層板-層板未焊合區
對層板-層板未焊合區A2處進行金相解剖驗證,金相檢驗結果如圖12所示,可以看出,A2處存在明顯的缺陷,兩層層板之間存在未焊合缺陷。層板實際的焊接狀態與超聲檢測結果相一致。

圖12 層板-層板未焊合區域金相形貌
2.2.3 繞流柱-層板焊合區
超聲C掃描檢測結果中B1區顯示黑色,厚度與整個層板的相一致,說明此處聲波透射性能良好,未有異質界面產生反射,繞流柱-層板焊接良好。對該區域擾流柱-層板焊接界面進行金相解剖顯微觀察,金相形貌如圖13所示,結果表明擾流柱-層板焊接界面焊合良好,沒有裂紋等缺陷。

圖13 繞流柱-層板局部焊合區域金相形貌
2.2.4 繞流柱-層板未焊合區
從超聲C掃描檢測結果中看出,B2、B3區含有未焊合良好區,此局部位置處,聲波在傳播過程中遇到與材料不同聲阻抗的界面,聲波產生反射信號。對相應層板區域進行解剖及金相觀察,金相檢驗形貌如圖14所示,可見該處的擾流柱-層板焊接區域存在未焊合缺陷。
上述多孔層板典型區域的超聲檢測試驗及金相檢驗結果表明:高頻超聲C掃描檢測結果圖像與層板實際焊接質量具有較好的一致性,所采用的檢測方法與缺陷判別方法可以對層板-層板、繞流柱-層板進行有效地判斷,所建立的超聲檢測工藝具有可靠性與準確性。

圖14 繞流柱-層板未焊合區域金相檢驗形貌
3 結語
(1) 采用高頻、小焦點的聚焦探頭檢測多孔層板,能夠有效地檢測出直徑為0.2 mm的人工預制缺陷,具有很好的分辨能力。
(2) 采用高分辨率超聲C掃描檢測技術,能對多孔層板類零件的焊接質量進行有效評估,實現零件的自動化檢測。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
當代陜西(2020年13期)2020-08-24 08:22:02
電子制作(2018年11期)2018-08-04 03:25:42
制造技術與機床(2017年5期)2018-01-19 02:49:17
濰坊學院學報(2016年2期)2016-12-01 13:00:11
海峽科技與產業(2016年3期)2016-05-17 04:32:12