基于PLC自動灌裝機控制系統(tǒng)的設計
2020-08-14 19:45:44顏安郭貴華劉丹妮
青年生活 2020年29期
關(guān)鍵詞:變頻器
顏安 郭貴華 劉丹妮
摘要:機械化加工企業(yè)為了提高生產(chǎn)效率和市場競爭力,采用了機械化流水線作業(yè)的生產(chǎn)方式,對不同的產(chǎn)品分別組成了自動流水線。本文通過三菱PLC控制變頻器的多段速調(diào)速,實現(xiàn)對灌裝桶裝礦泉水傳送帶速度的自動控制,使其與灌裝機的速度相匹配,提高工業(yè)生產(chǎn)的效率。
關(guān)鍵詞:灌裝機;PLC;變頻器
1、引言
近年來,越來越多的PET塑料用作液體食品包裝領(lǐng)域的包裝材料,這極大地擴展了其在包裝領(lǐng)域的使用范圍。隨著科學技術(shù)的飛速發(fā)展,中高速熱灌裝機技術(shù)將逐漸成熟,越來越多的飲料生產(chǎn)商將擁有更加穩(wěn)定,更加先進,可靠的自動灌裝設備,從而給公司帶來越來越多的利潤[1]。
2、全自動灌裝生產(chǎn)線原理
基于桶裝礦泉水的特性,本設計采用在大氣壓下填充的灌裝方法。大氣壓下填充原理是在大氣壓力下,由于液體本身有一定的重量,因此適用于流動性非常好的液體或揮發(fā)性較小的液體,如生活中常見的牛奶、白酒等液體[2]。
3、控制系統(tǒng)設計方案
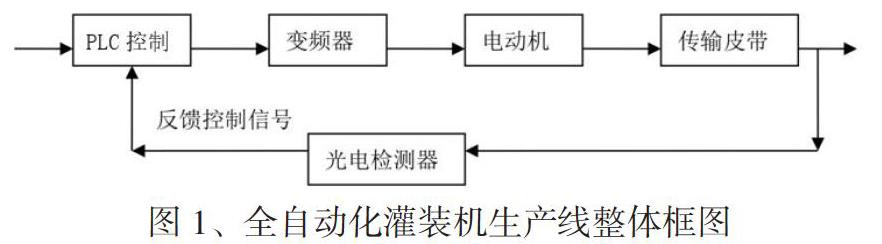
3.1生產(chǎn)線整體控制框圖
由圖1所知,PLC根據(jù)空桶的情況來判斷和選擇多級速度控制,使輸送機速度與灌裝機的灌裝速度匹配。光檢測開關(guān)直接用于準確檢測空桶的輸送速度。不同的運輸速度通常可以直接對應變頻器的不同速度。可編程控制器輸出端子控制變頻器多段速控制端,以實現(xiàn)對速度的控制,從而實現(xiàn)與灌裝速度匹配。
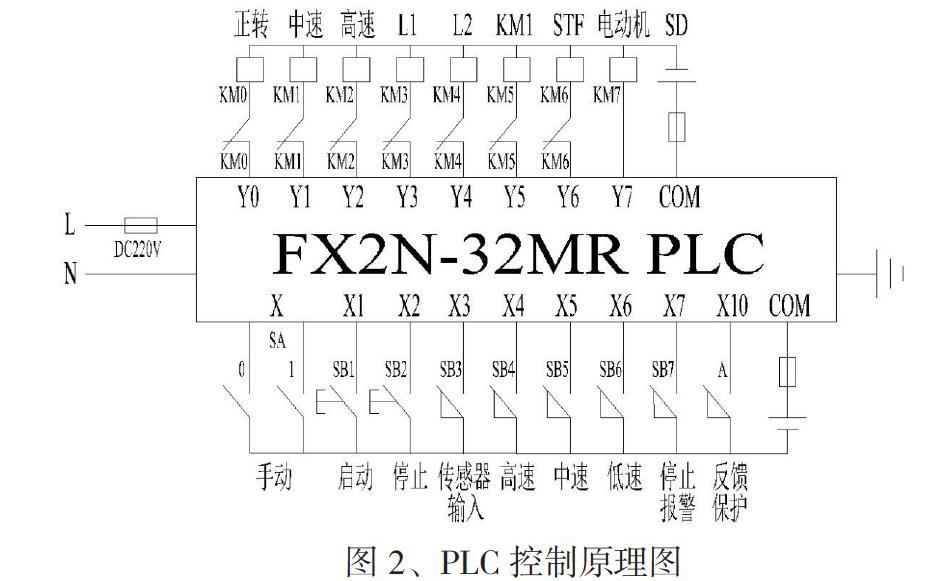
3.2 控制系統(tǒng)的原理圖
由圖2所知,采用三菱PLC作為主控制器,該系統(tǒng)主要有10個輸入信號,它們分別是啟動按鈕、停止按鈕、自動切換按鈕、手動切換按鈕、頻率輸入信號端,變頻器突發(fā)信號端。啟動按鈕將啟動整個速度控制系統(tǒng),使系統(tǒng)進入到工作狀態(tài)。停止按鈕主要用于中斷其速度和控制系統(tǒng)。電動機運轉(zhuǎn)速度由自動切換按鈕自動切換控制,也可通過手動按鈕對其速度進行相應的控制。將Y0,Y1和Y2設置為多段速控制頻率,以控制中低頻率的整體運行以及低速,中速和高速電動機的整體運行。Y3用于警告電動機速度過高,Y4用于警告電動機速度過低。Y5用于在變頻器發(fā)生故障時斷電。Y6主要用于電動機的正向運轉(zhuǎn)和快速旋轉(zhuǎn)。
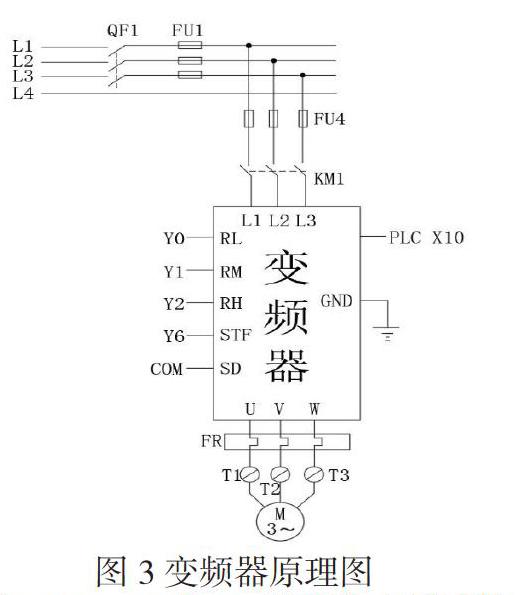
3.3 變頻器控制原理圖
由圖3所知,Y0,Y1和Y2設置為多段速控制頻率,在變頻器內(nèi)容設置相應低中高速,從而驅(qū)動電機實現(xiàn)相應速度變化,調(diào)整皮帶速度與生產(chǎn)線速度一致。
3.4程序設計過程
本文采用GX Works 2編程工具軟件。它支持PLC梯形圖、指令表、SFC、ST及其結(jié)構(gòu)化的PLC梯形圖來學習編程語言和字符,也集成了GX模擬器程序中高仿真應用軟件。它還具有程序文本編輯、相關(guān)參數(shù)值設置、網(wǎng)絡設置、監(jiān)控、高仿真調(diào)試、在線修改等功能,適用對象適用為FX系列和Q系列,最終的數(shù)據(jù)可以在PLC人機界面和運動執(zhí)行器之間進行共享[3]。
4、結(jié)語
本文通過三菱FX2N-32MR型PLC和變頻器控制電動機的速度,電動機從而驅(qū)動傳送皮帶,將傳送電機的傳送速度與灌裝機的灌裝速度進行配合,從而實現(xiàn)灌裝工作,大大提高生產(chǎn)效率和質(zhì)量。
參考文獻:
[1]段許嘉,林杰夫.PLC在飲料灌裝機的應用[J].飲料工業(yè),2014,03:59-62.
[2]代衛(wèi)東.飲料設備工程中實施監(jiān)理的重點和管理技術(shù)[J].山東工業(yè)技術(shù),2015(17):80-80.
[3]廖常初.PLC編程及應用第4版[M]北京:機械工業(yè)出版社,2014.
猜你喜歡
防爆電機(2020年3期)2020-11-06 09:07:42
測控技術(shù)(2018年5期)2018-12-09 09:04:50
電子制作(2017年7期)2017-06-05 09:36:13
自動化博覽(2014年12期)2014-02-28 22:34:39
河南科技(2014年18期)2014-02-27 14:14:58
河南科技(2014年11期)2014-02-27 14:09:59
