某船復(fù)雜雙曲面外板成形工藝探究
2020-08-14 10:18:46董自虎
科學(xué)與信息化 2020年19期
關(guān)鍵詞:工藝
董自虎
摘 要 針對某船復(fù)雜雙曲面外板加工難度大的問題,通過選取典型部位進(jìn)行試驗(yàn),收集試驗(yàn)數(shù)據(jù),將試驗(yàn)結(jié)果與理論值進(jìn)行比對分析,根據(jù)試驗(yàn)情況制定了復(fù)雜雙曲面外板加工工藝方案。通過實(shí)船的推廣應(yīng)用取得了較好的效果,驗(yàn)證了工藝方案的可行性,對解決船舶復(fù)雜曲面外板加工難問題具有一定的借鑒意義。
關(guān)鍵詞 雙曲面;外板;成形;工藝
前言
船舶是外形復(fù)雜多變的大型水上建筑物,船體外板曲面大都是由復(fù)雜的不可展空間曲面構(gòu)成的。特別是艏部和艉部區(qū)域的外板一般呈現(xiàn)復(fù)雜的曲面形狀,對船舶阻力、航速等性能指標(biāo)產(chǎn)生影響,同時(shí)也會對空泡效應(yīng)產(chǎn)生影響。因此,外板線型的加工及安裝精度是船體建造中控制的重點(diǎn),而三維曲面外板加工一直是生產(chǎn)中的難點(diǎn)[1]。
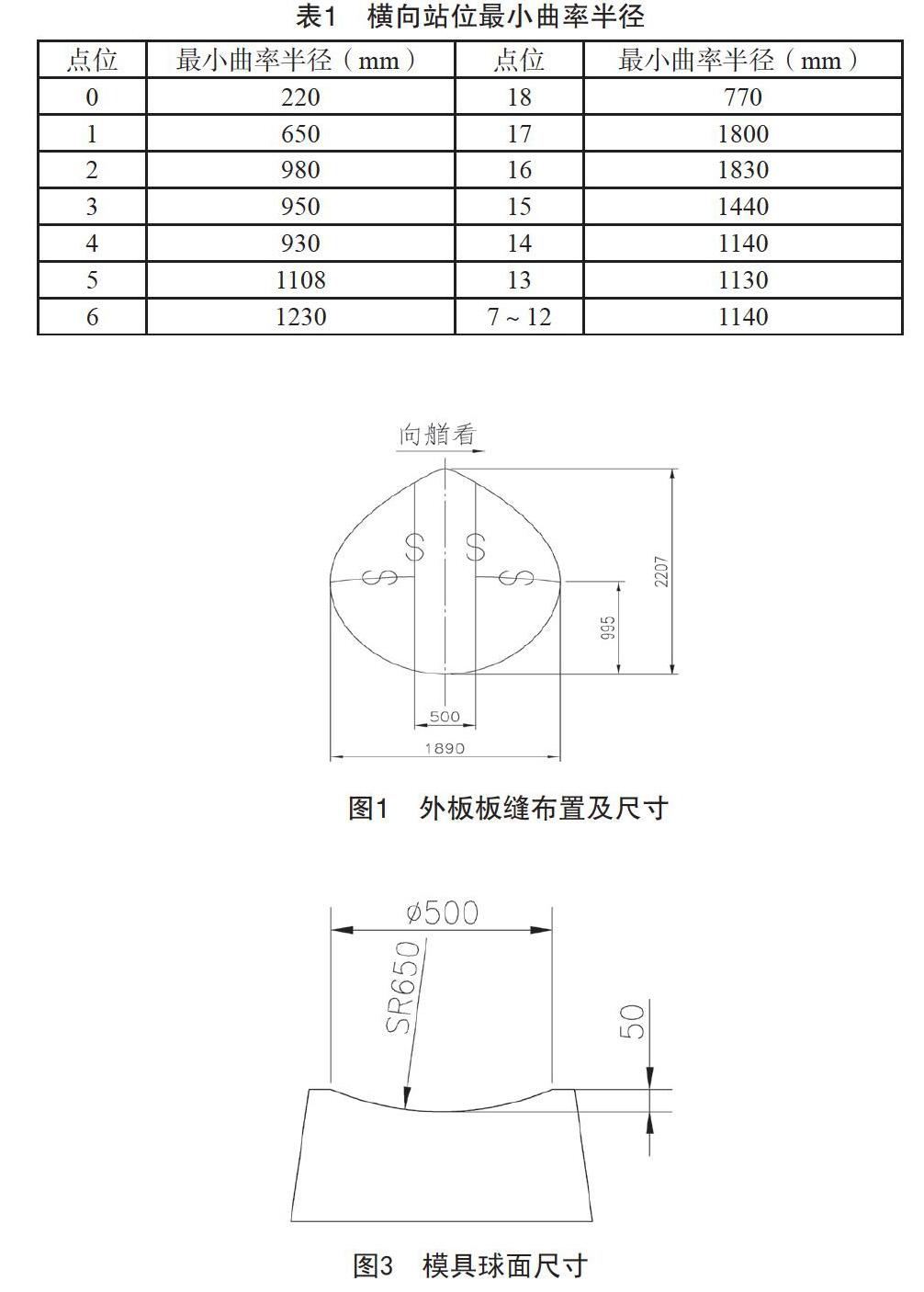
某船主船體結(jié)構(gòu)為DH32/DH36級高強(qiáng)鋼,從船艏至船艉選取18個(gè)點(diǎn)位,綜合線型情況,0點(diǎn)至4點(diǎn)劃分為首部區(qū)域,15點(diǎn)至20點(diǎn)劃分為尾部區(qū)域,4點(diǎn)至15點(diǎn)為中部區(qū)域。針對上述線型曲率梯度較大區(qū)域,對各點(diǎn)位橫向線型和首部縱向線型采用雙圓率函數(shù)進(jìn)行擬合并計(jì)算其曲率半徑,如下表1所示。
綜合國內(nèi)外在三維線型板上的研究可以發(fā)現(xiàn),在實(shí)際生產(chǎn)加工過程中,采用冷加工和火工相配合的方法,仍是解決船體外板線型加工的主流工藝方法。因此針對該船復(fù)雜的空間雙曲度外板擬采取模壓加工成形技術(shù),采用壓模冷壓初步成形,然后針對局部區(qū)域輔以水火加工以達(dá)到成形要求。考慮到板材在模具中冷壓加工時(shí),由于彎曲帶存在彈性變形,當(dāng)板材經(jīng)冷壓從模目中取出后,板材會發(fā)生彈性回跳,即“回彈”。由于影響回彈量的因素很多,且各因素間相互影響,從理論上分析計(jì)算很不準(zhǔn)確,目前一般采用經(jīng)驗(yàn)公式計(jì)算后在實(shí)踐中再加以修正。故針對該船外板加工先選取艏部分段首部近似中縱處球面外板進(jìn)行加工試驗(yàn),試驗(yàn)所用材料與產(chǎn)品同材料、同板厚,通過模壓試驗(yàn)摸索其回彈量數(shù)據(jù),同時(shí)為制定整船雙曲外板加工方案積累經(jīng)驗(yàn)。
1 艏部分段首部外板冷壓試驗(yàn)
1.1 試驗(yàn)準(zhǔn)備工作
艏部分段首部外板板縫布置及擬采用模壓加工外板如下圖所示。該空間雙曲外板厚度13mm,采用DH32鋼,區(qū)域長度625mm、高度2207mm、艉部寬1890mm,如圖1所示。對該雙曲外板線型進(jìn)行擬合計(jì)算其曲率半徑,中縱剖線、3500WL、3000WL擬合曲率如下圖2所示。
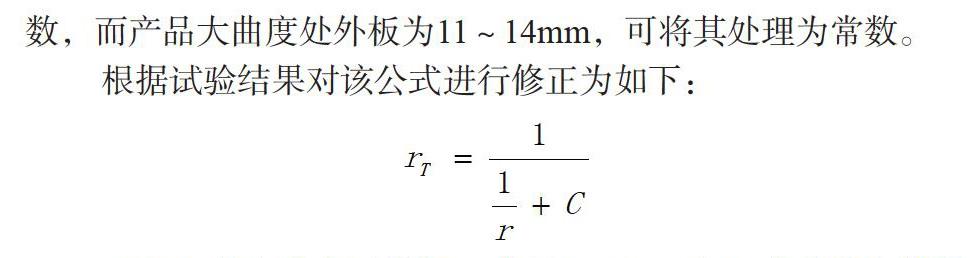
針對該外板線型曲率半徑變化趨勢分析,其曲率半徑從R370變化至R2000,模具加工半徑不可能也依照該線型變化,加工半徑較小,則模具寬度相對也較小,則板材需多次滾壓,效率較低;加工半徑較大,則相對較小曲率半徑的區(qū)域其加工成形時(shí)的偏差也較大,增加后期水火加工難度。考慮到首部外板為雙曲率線型,模具需設(shè)計(jì)為雙向曲度。為便于模具制造,并與線型曲率相適應(yīng),選取模具加工面為半徑R650、直徑Φ500的球面,如圖3所示。
1.2 試驗(yàn)開展及數(shù)據(jù)匯總
首部中縱處外板下料后,劃出板材中心線,兩端各留75mm,中間部分按每檔250mm等分劃出加工線,然后按順序標(biāo)注1至9號。如下圖4所示。
用龍門吊將板材轉(zhuǎn)運(yùn)至上下模具之間,調(diào)整板材位置,使1號位的中點(diǎn)與模具中點(diǎn)重合,操作設(shè)備壓制,使1號位的中點(diǎn)與模具中點(diǎn)重合,操作設(shè)備壓制,加壓到500T,使板材上、下模相互貼合,保壓3S,用龍門吊將板材吊平,然后回程。采用激光經(jīng)緯儀掃水平后測量回彈量,即壓制前用激光掃出水平并測量初始值L1,在壓制完成后測量變化值L2,則回彈量即為L1-L2,如下圖5所示,各測點(diǎn)處回彈量匯總?cè)缦卤?所示。
1.3 數(shù)據(jù)分析及試驗(yàn)結(jié)論
根據(jù)橫向回彈量測量值計(jì)算其冷壓后的曲率半徑如下表2.2所示。除開始的第一點(diǎn)回彈量較大外,后續(xù)點(diǎn)的回彈量趨于穩(wěn)定,這主要是由于第一點(diǎn)冷壓時(shí)板材為平面板,其回彈量較大,后續(xù)點(diǎn)是前面點(diǎn)已變形的基礎(chǔ)上再冷壓,故回彈量較小并穩(wěn)定。對數(shù)據(jù)取平均值,回彈量約7.6mm,冷壓后的曲率半徑為R759,成形比為86%,具體見表3。
將壓制后縱向?qū)嶋H線型與外板理論線型對比,如下圖所示。將二者從上口端對齊對比,二者在上半部分線型偏差不大,其差值均在100mm以內(nèi),到接近下口端線型偏差非常明顯。這主要是由于各點(diǎn)處外板理論線型曲率半徑不一致、而模具加工半徑為固定值造成的。該外板上半部線型曲率半徑范圍為R600~R980,下半部曲率半徑范圍為R1400~R2200,實(shí)際線型在上半部分貼合較好,具體見圖7。
綜上,模具加工半徑為R650時(shí),板厚13mm的DH32板冷壓加工后的單向(寬度)曲率半徑為R740~R770,成形比超過85%;沿長度方向,適于外板線型曲率不超過R1000的板材加工。
2 實(shí)際應(yīng)用及效果評價(jià)
針對該船外板中雙曲率線型較多的特點(diǎn),結(jié)合上述試驗(yàn)情況,制定了該船其他復(fù)雜雙曲面區(qū)域外板模壓加工方案。
2.1 冷擠壓模具加工半徑確定
教材中提供的冷壓模具曲率半徑計(jì)算經(jīng)驗(yàn)公式如下:[2]
2.2 模具設(shè)計(jì)
(1)模具采用板材(板厚t=20,材料Q235A)數(shù)控下料切割出線型,然后裝焊成形。
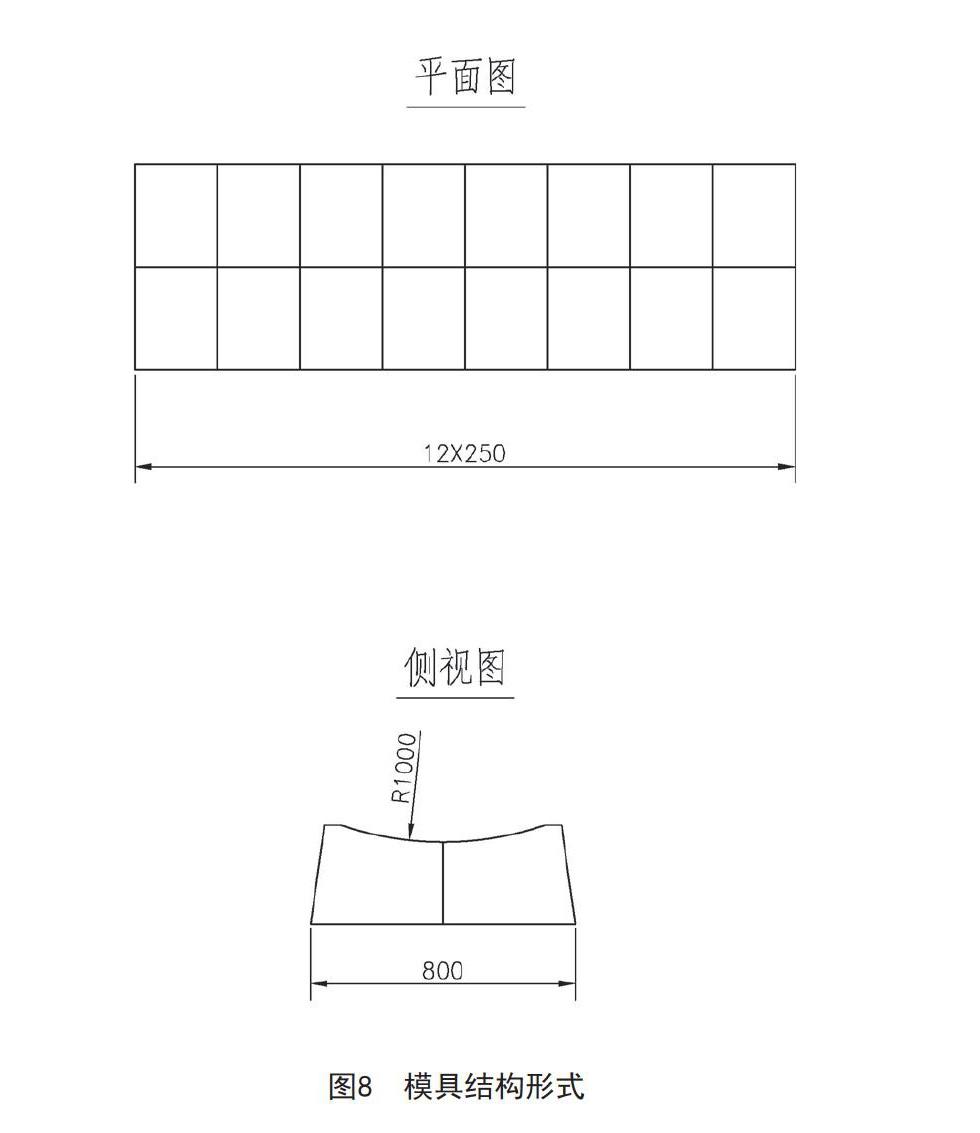
(2)考慮到外板長度一般為8m左右,除首部外其他位置縱向線型均不大,故將模具長度定為2m,且沿長度方向?yàn)橹本€型,外板上壓模沿橫向采用旋壓方式加工、沿縱向采用分段加工成形。模具結(jié)構(gòu)形式如圖8所示:
3 結(jié)束語
后經(jīng)實(shí)船建造效果來看,依據(jù)該方案確定的相關(guān)方法及參數(shù),按照先冷壓成型后輔以局部的水火施工工藝,該船較好地控制了復(fù)雜曲面外板線型,驗(yàn)證了該方法的可行,對其他類似船型具有較強(qiáng)的借鑒意義。
參考文獻(xiàn)
[1] 袁愛東,李健.冷加工與火工結(jié)合船舶外板成型加工[J].中外船舶科技,2019,25(2):9-14.
[2] 黃浩.船體工藝手冊[M].北京:國防工業(yè)出版社,2013.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52