海上某油田采油樹水相出口管線腐蝕失效分析
2020-08-13 02:53:50李曉成厲嘉濱陳經華
全面腐蝕控制 2020年7期
李曉成 厲嘉濱 陳經華
(中海油能源發展股份有限公司上海環境工程技術分公司,天津 300452)
0 引言
如果說海底管道是海上油氣田開發的大動脈,那么海洋井口采油樹就是海上油氣田開發的毛細血管,是海洋油氣資源開采工程的重要組成部分。采油樹管線通常采用鋼質管道,隨著服役年限的增加,加上海洋腐蝕環境的復雜性和惡劣性,井口采油樹不可避免會出現銹蝕、腐蝕、沖蝕等缺陷[1-4]。據統計,中海油渤海油田井口采油樹已突破2100套[5],采油樹服役年限如表1所示。
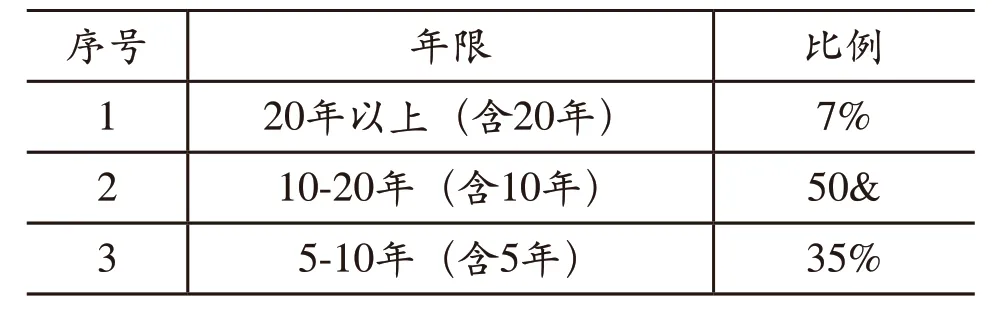
表1 渤海油田采油樹服役年限統計
目前對于采油樹出現故障后采用的方法主要是返廠拆檢、換件維修,對于現場的檢測手段主要是靜態無損檢測、功能試驗和靜水壓強度試驗等手段。通過查詢相關文獻,采油樹中故障井統計情況如表2所示。
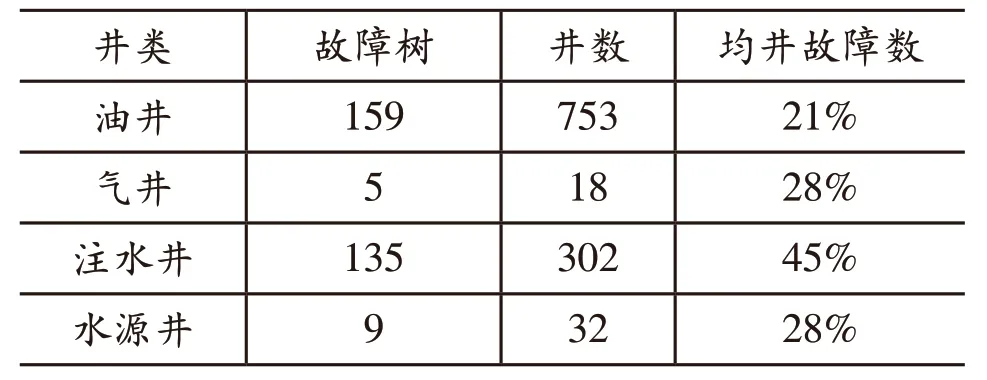
表2 采油樹故障分井別統計
水相的故障井數量居多,根據文獻中描述,油相和氣相井的故障主要集中在各平板閥故障,而水相井的故障則體現在腐蝕因素[6]。本文對海上某平臺CEP-A19井采油樹水相出口管線進行失效分析,主要工作內容包括失效管件的常規檢測、腐蝕產物分析和失效原因分析。
1 腐蝕實效分析
1.1 現場調查研究
渤中28-2S油田位于渤海南部海域,油氣藏主要受巖性和構造雙重因素控制,以巖性-構造油藏為主。地面原油具有密度中等、粘度中等、凝固點高、含蠟量高、膠質瀝青質中等、含硫量低的特點。
本次進行分析的失效管件位于A19井水相出口處,A19井注水管柱更換作業結束后,恢復注水時發現A19井水嘴上游第一片法蘭處焊縫有一處漏點。現場如圖1所示。
1.1.1 基礎分析
A19井操作壓力為11.3MPa,操作溫度為75℃,管道內介質為注入水,管線材質為A106,服役年限為10年。管線測厚情況如圖2和表3所示,管線探傷情況如圖3和表4所示。
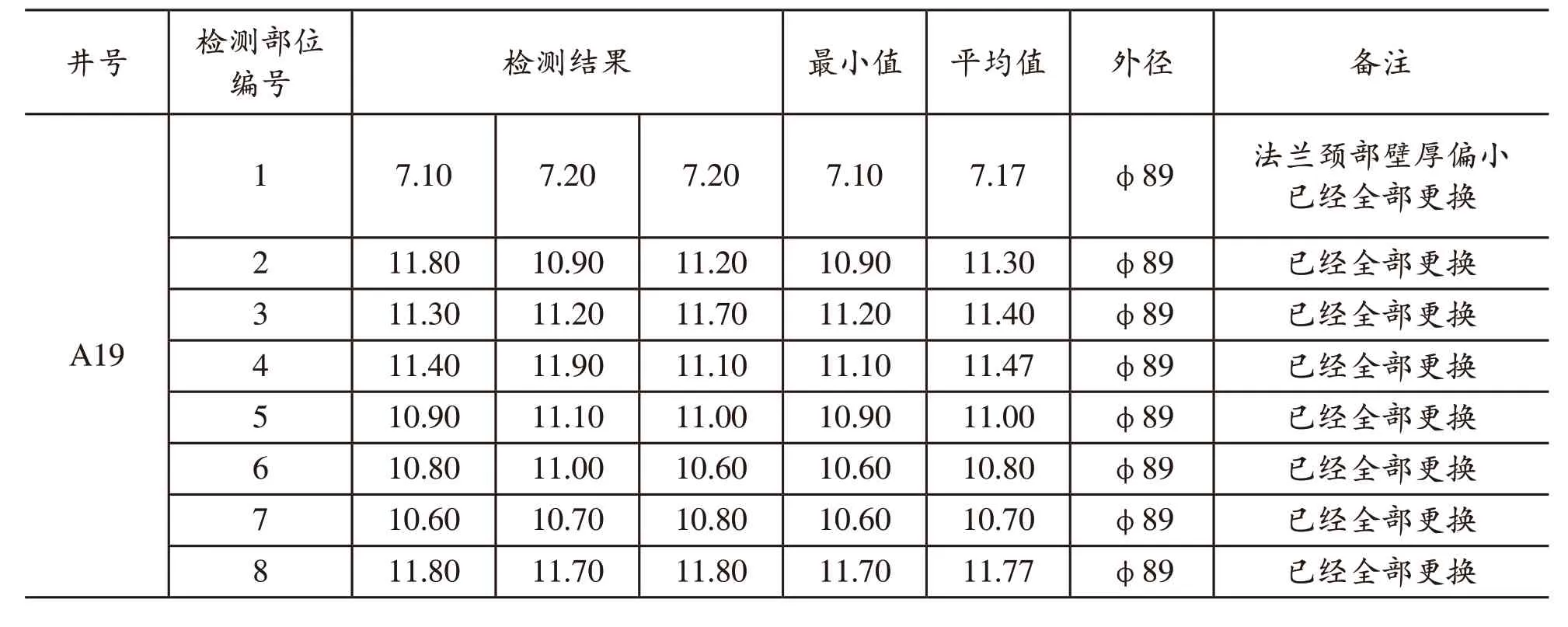
表3 壁厚檢測結果

表4 探傷結果
1.1.2 現場腐蝕宏觀形貌分析
失效管件示意圖如圖4所示,失效管件由兩個法蘭,兩個90°彎頭以及一節直管段焊接而成,共4道焊縫,從左至右依次編號1-9,其中1#和9#為法蘭,2#、4#、6#、8#為焊縫,3#和5#為彎頭,7#為直管段。
圖5為失效管件剖開后的內壁形貌,從圖中可以看出1#法蘭內表面無腐蝕,2#焊縫處有腐蝕跡象,取樣做XRD分析,3#彎管內壁無腐蝕,4#焊縫無腐蝕,5#彎管內壁有腐蝕跡象,取樣做XRD分析,6#焊縫有均勻腐蝕跡象,取樣做XRD分析,7#直管段有均勻腐蝕跡象,取樣做XRD分析,8#焊縫有均勻腐蝕跡象,取樣做XRD分析,9#法蘭內壁無腐蝕。
1.1.3 壁厚測量
采用千分尺對失效管件進行壁厚測量,測量結果如表4所示。測量結果與安裝之前相比,無明顯壁厚減薄。
1.2 失效分析
1.2.1 理化檢測
采用 SPECTRO LABLAVM11直讀光譜儀對失效短節進行了化學成分分析,分別測兩個樣,每個樣測3個點,表中數據為3個點平均值,檢測結果如表6所示,檢測結果表明,1#樣即法蘭成分為不銹鋼,其余管體皆為碳鋼。從Cr元素的含量可以看出,4#、6#、8#焊縫Cr含量很低,說明為普通的碳鋼焊條。2#焊縫Cr含量為1%~2%左右,介于1#不銹鋼基體和3#彎管基體之間,通過Cr含量可以判定此異種鋼對焊選用的焊條不是不銹鋼焊條,不銹鋼焊條Cr元素含量基本都在10%以上,其Cr元素含量高應是熔合了部分不銹鋼法蘭的緣故。
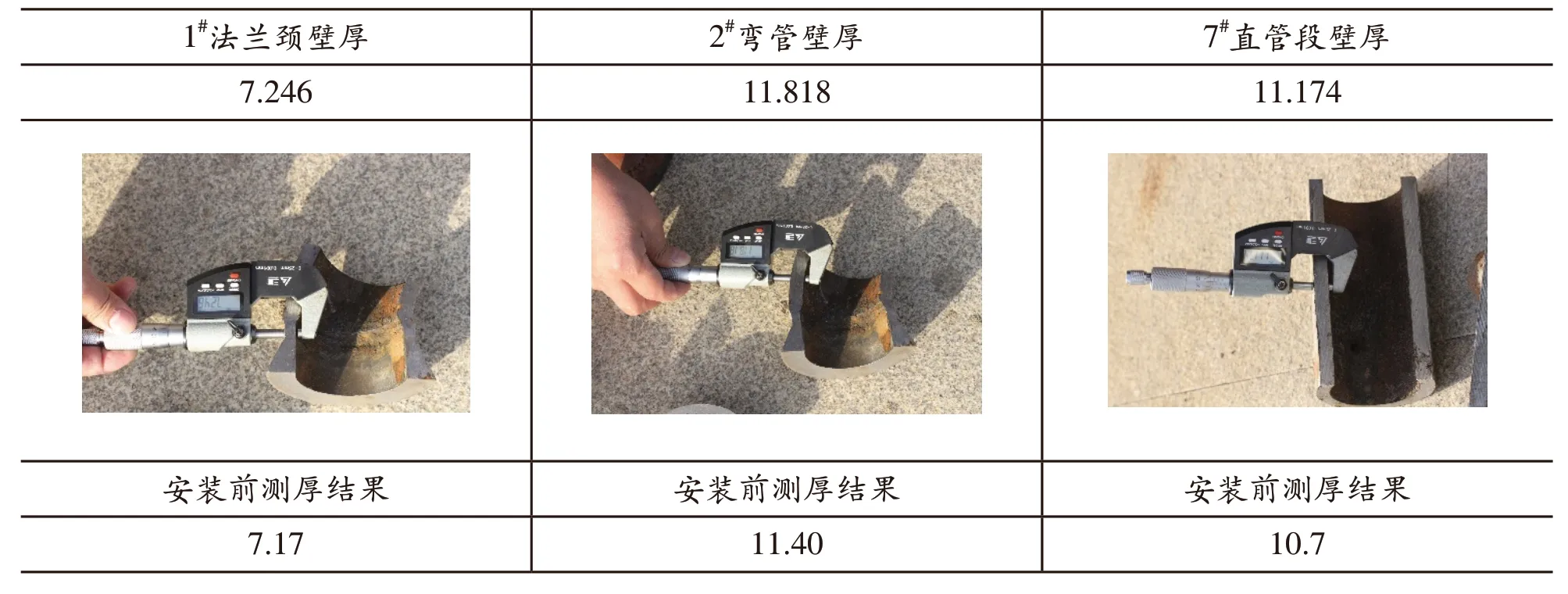
表5 壁厚測量結果
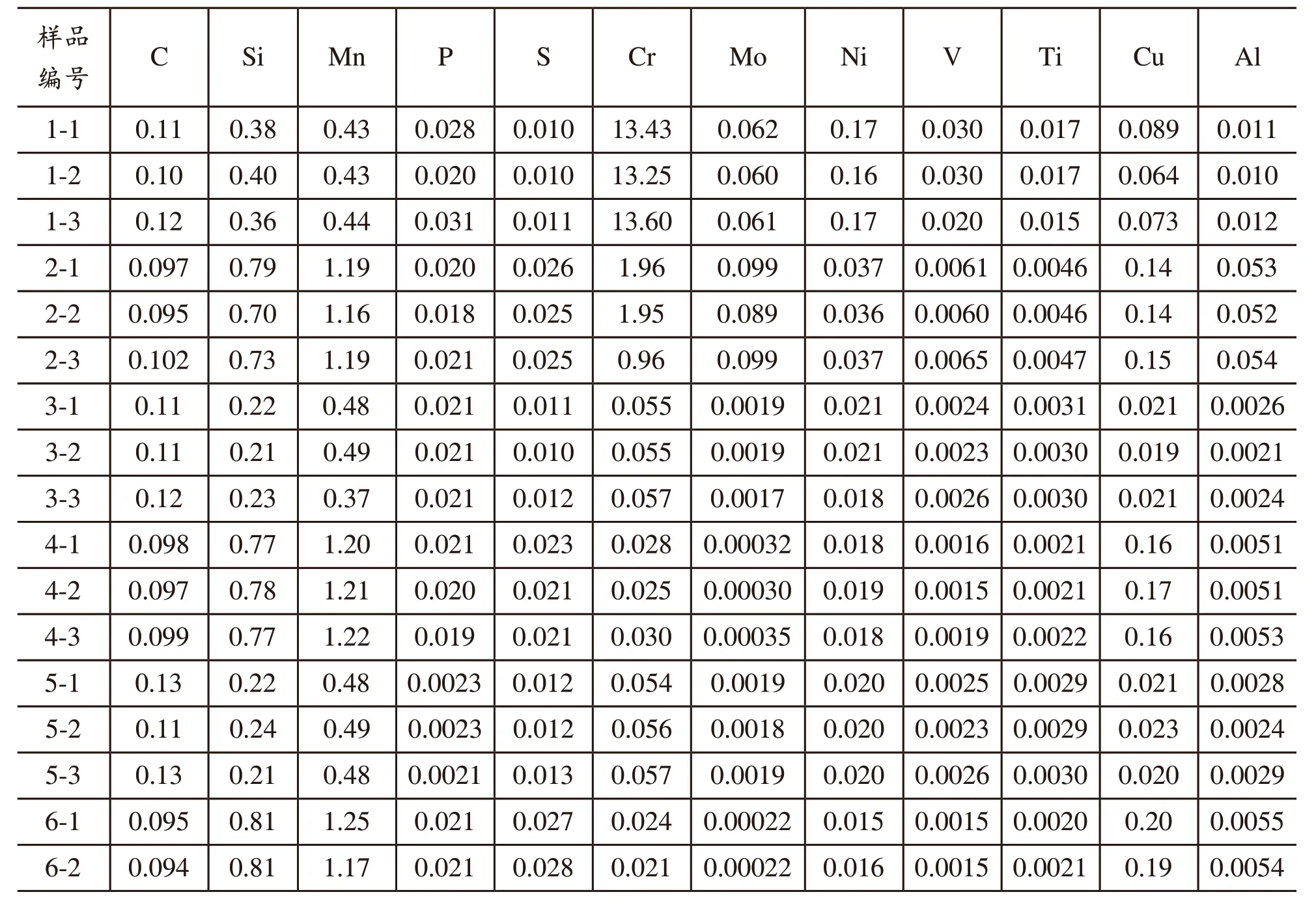
表6 化學成分分析結果
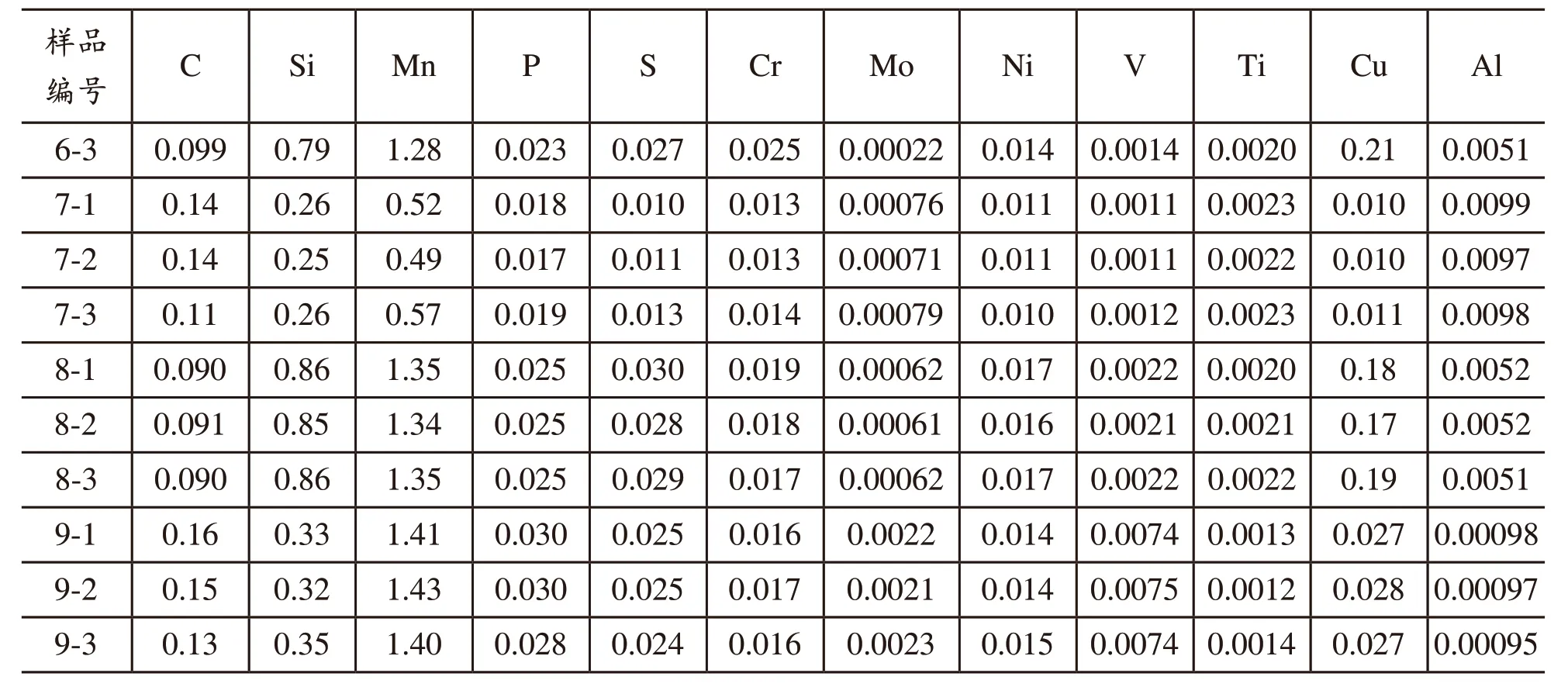
表6(續)
1.2.2 金相試驗
依照GB/T 13298-2015 金屬顯微組織檢驗方法,檢測失效管件的金相組織,1-9號試樣金相照片如圖6~圖24所示。
管體檢測結果如表7所示,1#法蘭組織為奧氏體+鐵素體組織,為不銹鋼的典型組織;其余管體組織為鐵素體+珠光體;焊縫處組織較復雜,2#焊縫為針狀鐵素體+貝氏體組織,熔合區為魏氏組織,細晶區為多邊形鐵素體+珠光體組織。焊接裂紋發生在2#焊縫熔合區,此處組織異常,魏氏組織硬度高、韌性差,性能較差。4#焊縫為針狀鐵素體+貝氏體,熔合區為粒狀貝氏體,細晶區為多邊鐵素體+珠光體。6#和8#焊縫組織一直,屬于碳鋼之間的對焊,焊縫組織為鐵素體+珠光體組織,熔合區組織為粒狀貝氏體,細晶區組織為多邊鐵素體+珠光體組織。
1.2.3 硬度分析
對管體、焊縫進行硬度測量,試驗設備為Tukon2500維氏硬度計,執行標準為ASTM E92-17,沿管體邊緣測一些列的維氏硬度,打點位置如圖24~圖25所示,檢測結果如表9~表10所示。表9位焊縫硬度檢測結果,其中4#、6#、8#焊縫硬度過渡較平滑,焊縫處硬度最高,兩邊稍低,而2#焊縫硬度梯度起伏較大,其熱影響區硬度最大可達300Hv10,遠遠高于兩側基體的硬度。熱影響區硬度高,容易在此處產生裂紋。
表10為彎頭和直管段基體的維氏硬度值,硬度梯度變化平緩,與焊縫兩側基體的硬度無明顯差異。
1.2.4 SEM分析
1.2.4.1 裂紋已貫穿的SEM分析
通過宏觀分析,發現滲漏處在2#焊縫根部,焊縫根部產生了貫穿管體的裂紋,最終導致了管體發生了滲漏。將裂紋處打開,觀察微觀形貌,低倍形貌如圖26所示,其中A端為管內側,B端為管外側。從B端的SEM照片(如圖27~圖28所示)可以看出,B表面覆蓋了一層薄薄的物質,該物質有晶體結構,類似針狀,屬于典型的腐蝕產物。對B區進行元素分析,分析結果如表11所示,其中Fe、C、O、S元素含量較高,腐蝕產物可能為FeCO3和FexSy。B區是在管外壁處,此處為后產生的裂紋,從腐蝕產物的形貌可以看出表面未受任何污染。A區微觀形貌如圖27所示,從微觀照片可以看出,A區腐蝕產物較多,已看不出針狀形貌,腐蝕產物已結合成大塊的晶體,這也與A區是先產生的裂紋,先發生腐蝕吻合。

表7 管體試樣金相檢驗結果
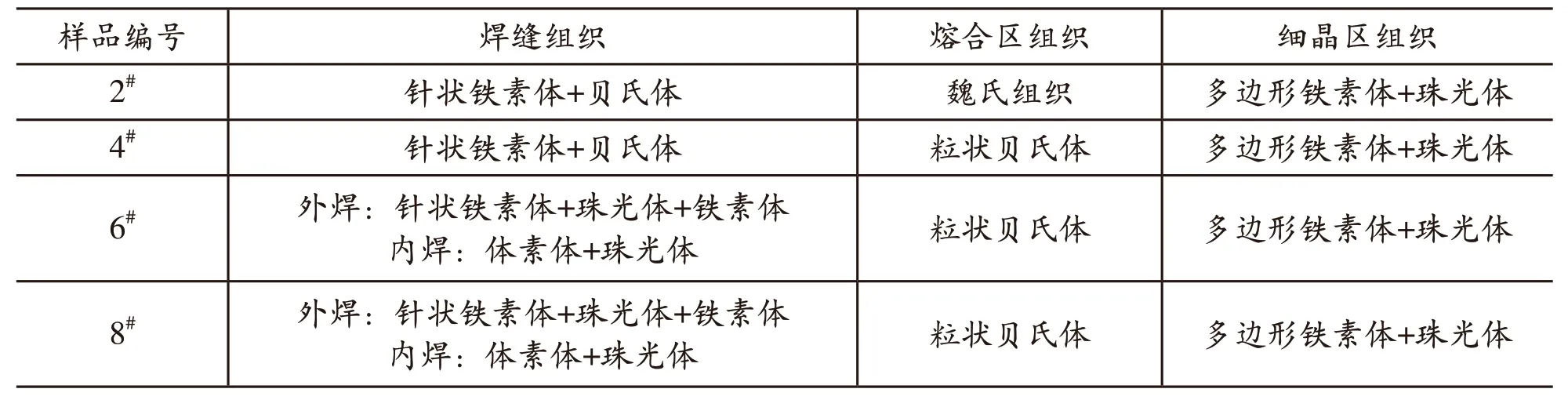
表8 焊接接頭試樣檢測結果
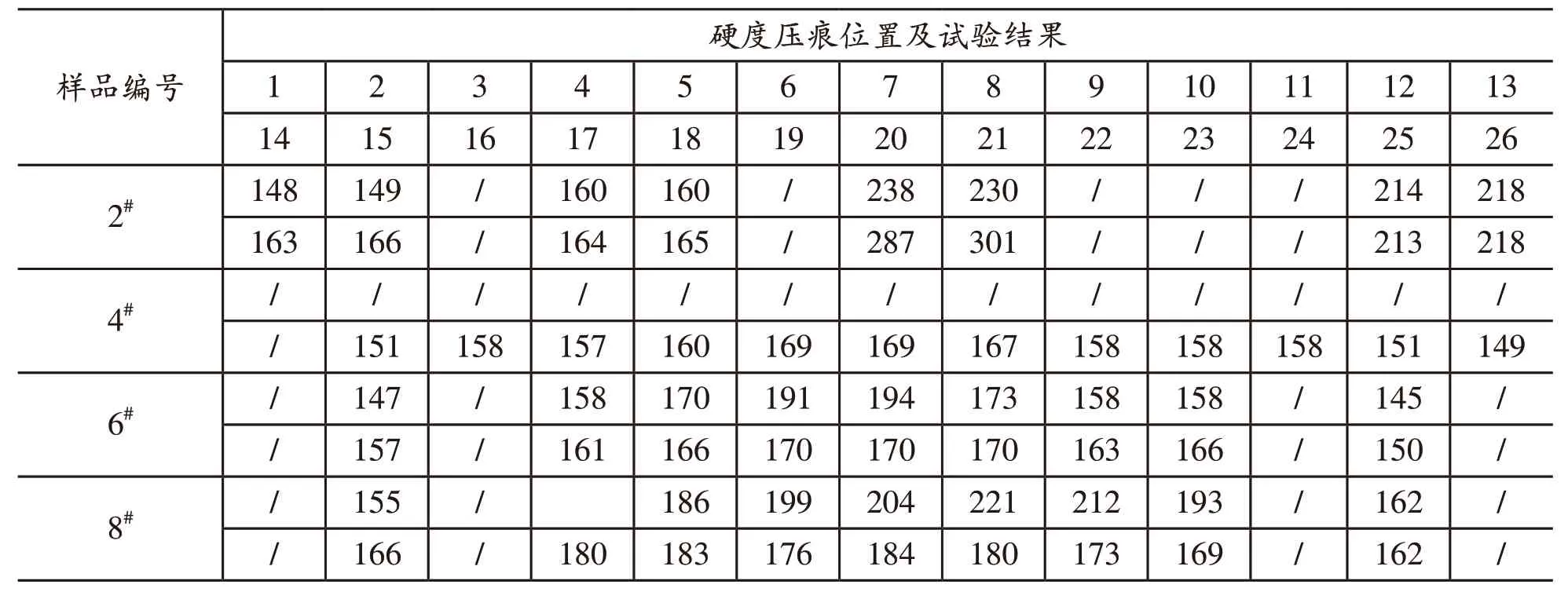
表9 焊縫硬度試驗結果(HV10)

表10 管體硬度試驗結果(HV10)
1.2.4.2 裂紋未貫穿的SEM分析
上面分析的是裂紋已貫穿的形貌,下面分析裂紋未貫穿時的情況。圖29為裂紋未貫穿的宏觀照片,其中A區是早期發生開裂的區域,其表面崎嶇不平,且已發生腐蝕。B區為將裂紋強行打開后裂紋擴展區,其表面相對平整,且光鮮潔凈。圖30為SEM照片,二者形貌差異對比更明顯。A區元素分析如表12所示,其中還是Fe、C、O、S元素含量較高,腐蝕產物應與上面分析的相同。B區微觀形貌如圖31所示,B區表面有大量韌窩,說明是韌性斷口,B區的元素分析如表13所示,其中Cr元素的含量較高,與2#焊縫處Cr元素相近,此處應為焊縫,說明裂紋是產生在焊縫處的。
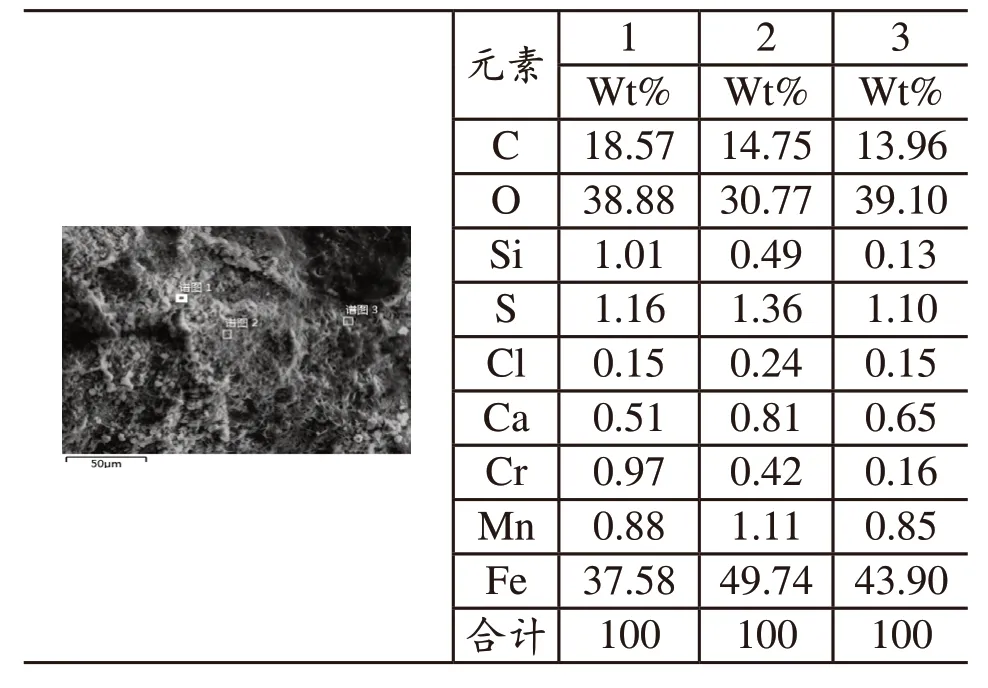
表11 B端腐蝕產物元素分析
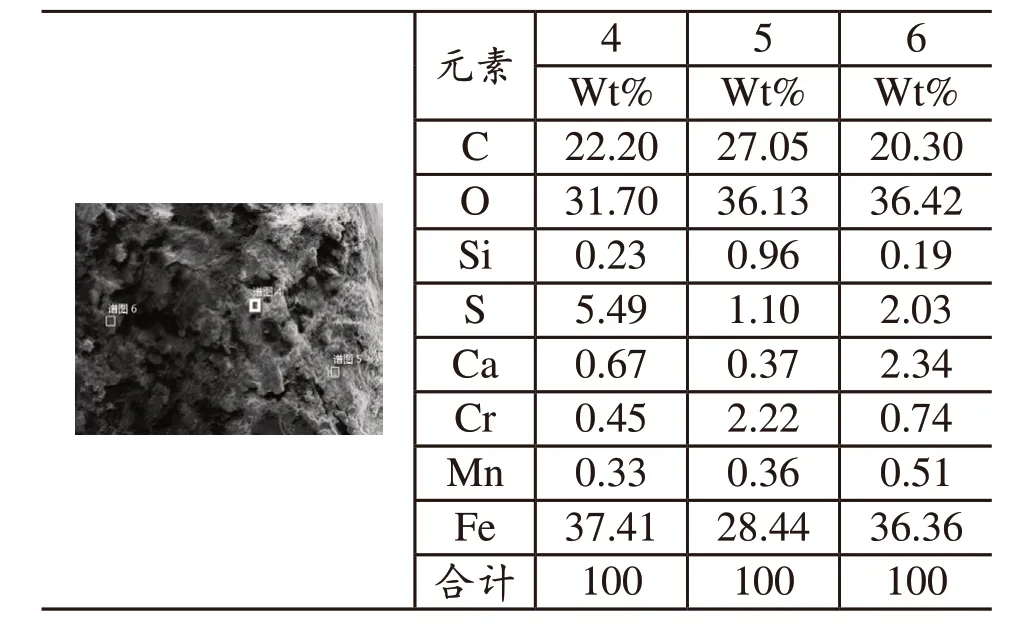
表12 A區腐蝕產物元素分析
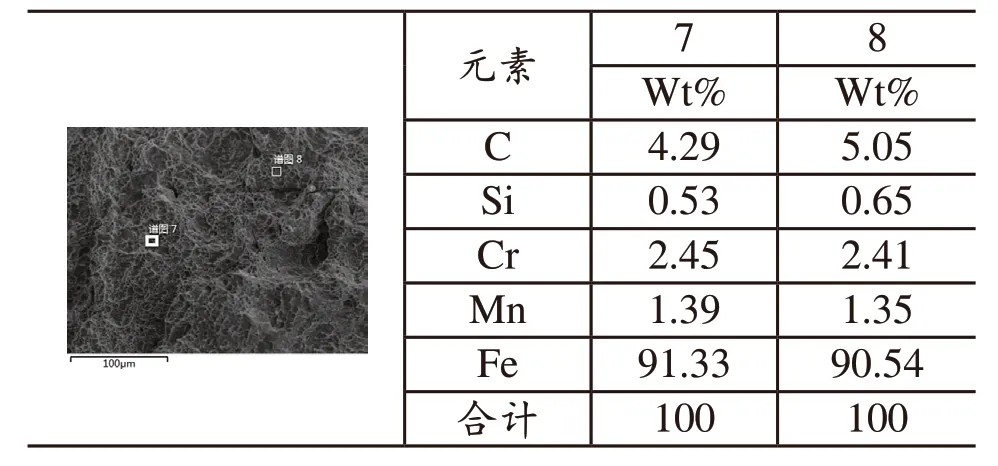
表13 B區基體元素分析
1.2.5 腐蝕產物分析
取特征部位腐蝕產物,并對腐蝕產物進行清洗,先用石油醚去除腐蝕產物中的油,多次萃取,直至石油醚透明和腐蝕產物有明顯分層為止。再用酒精清洗腐蝕產物,直至酒精透明為止。然后用濾紙分離腐蝕產物,最后晾干裝入試樣帶,在做XRD和EDS之前,需對腐蝕產物進行研磨。
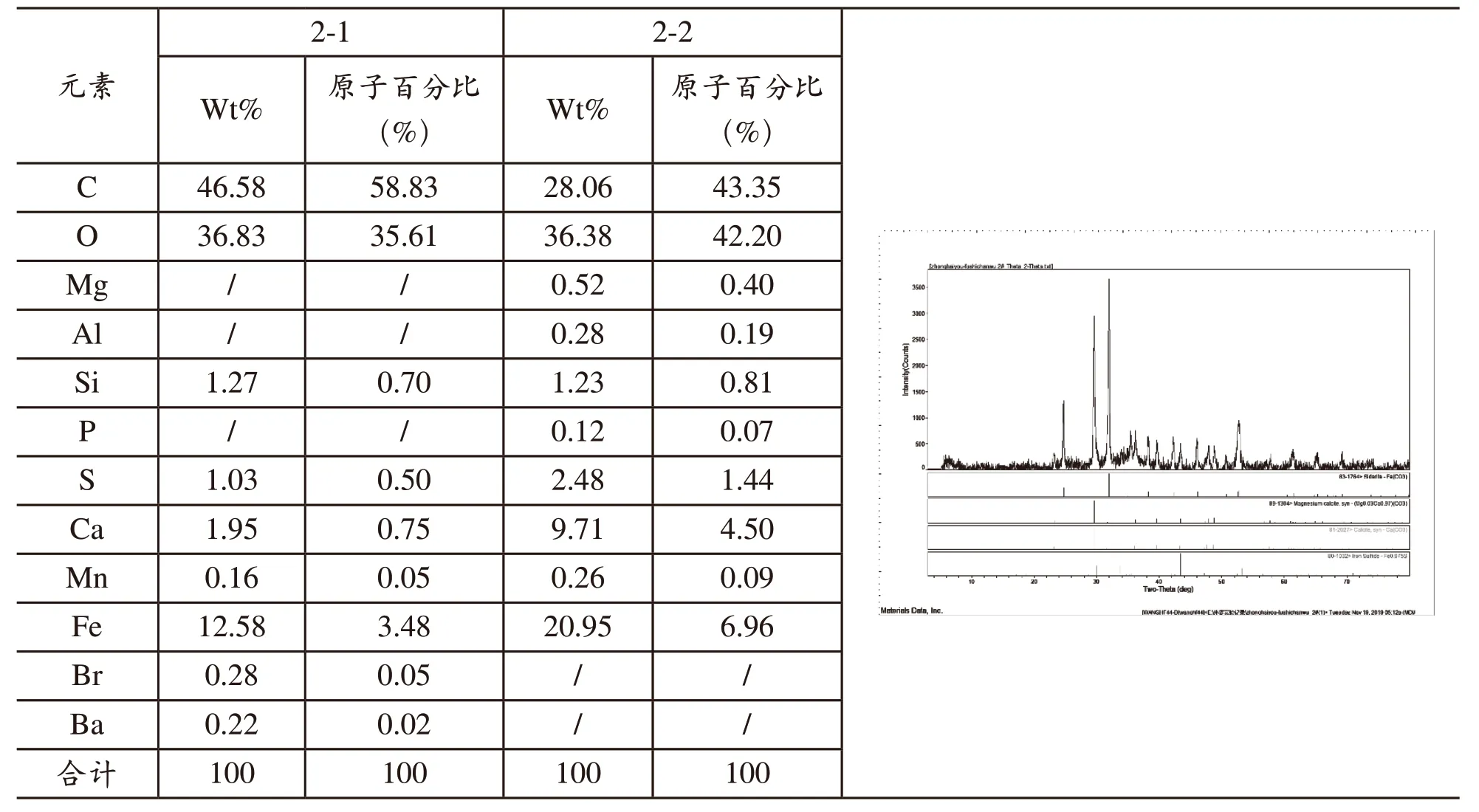
表14 2#樣品EDS分析結果
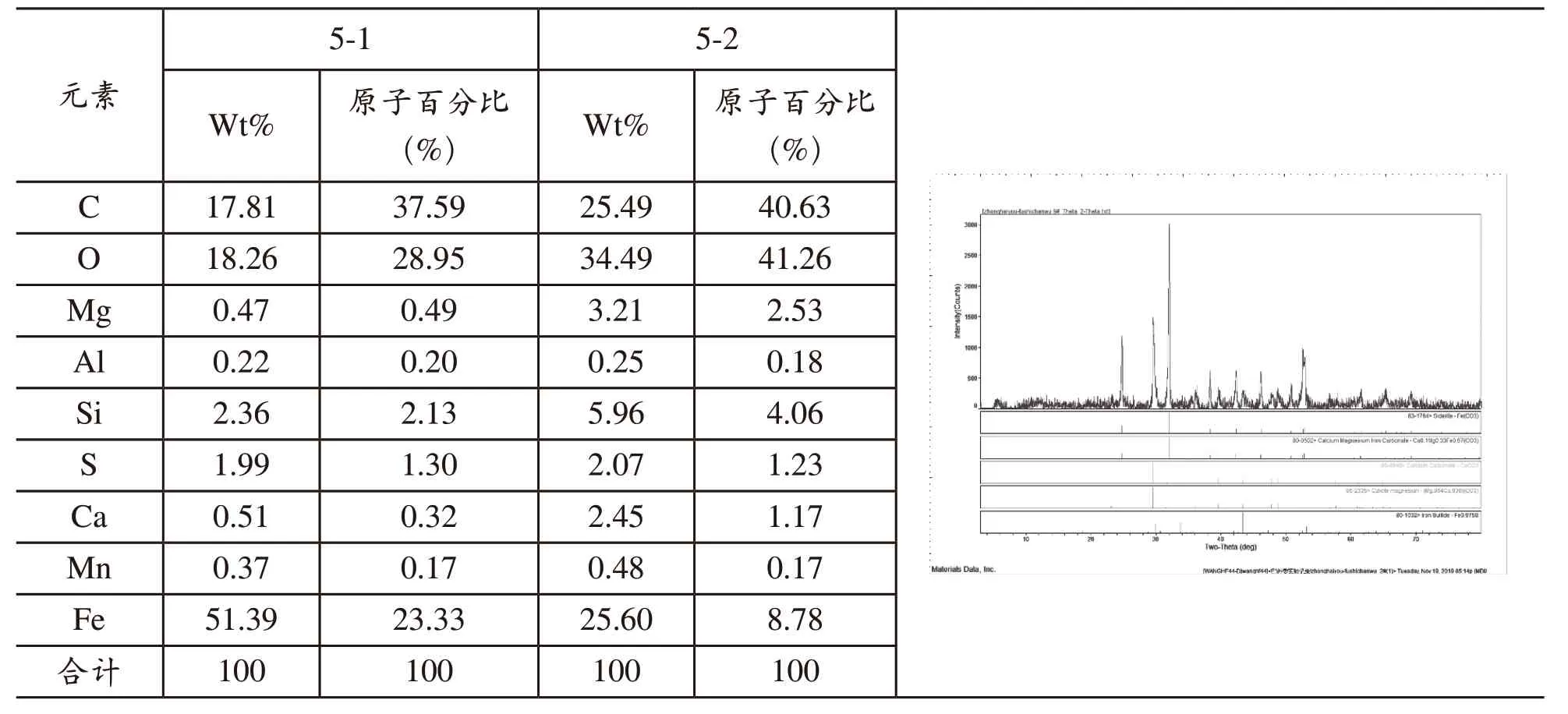
表15 5#樣品EDS分析結果
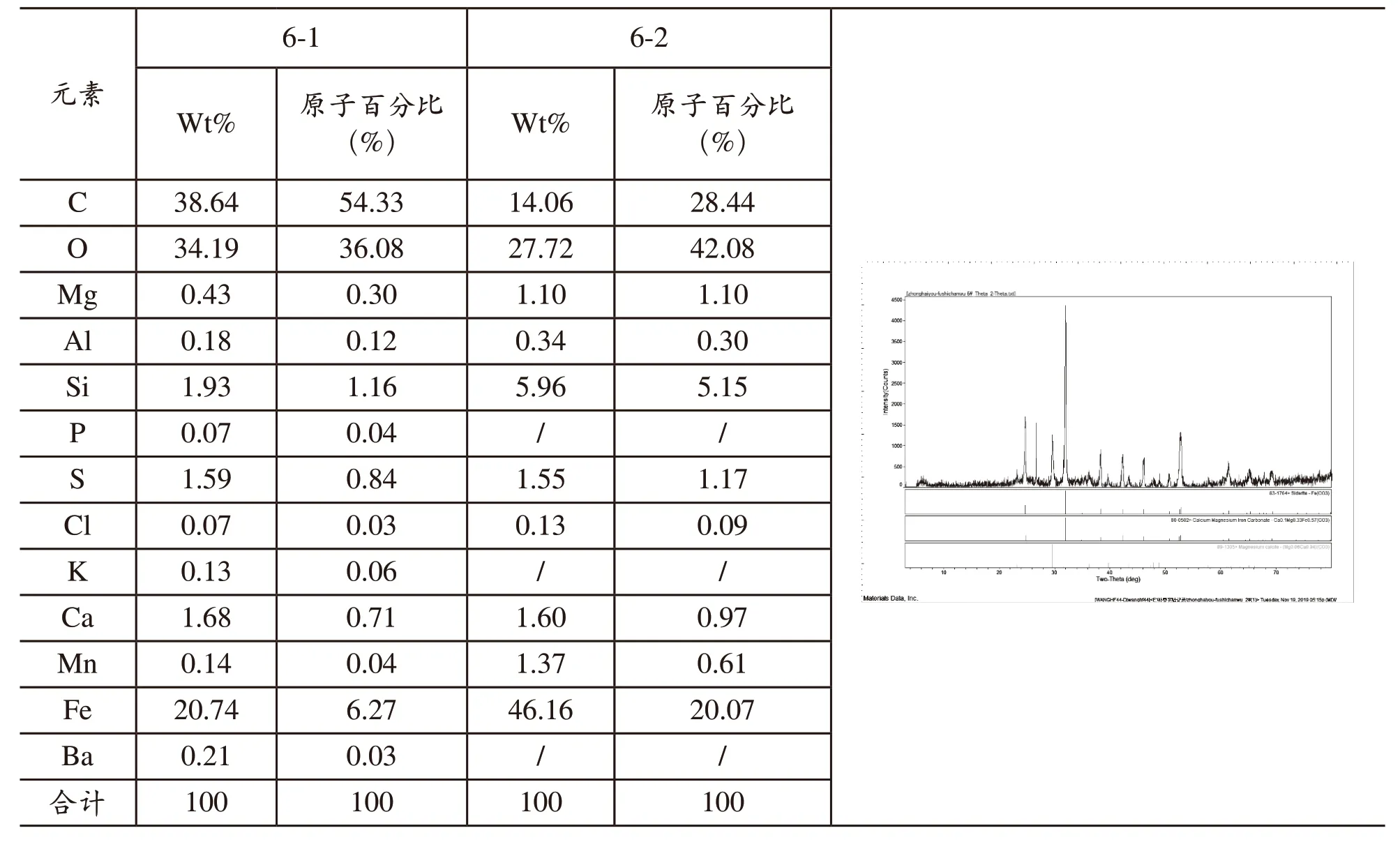
表16 6#樣品EDS分析結果
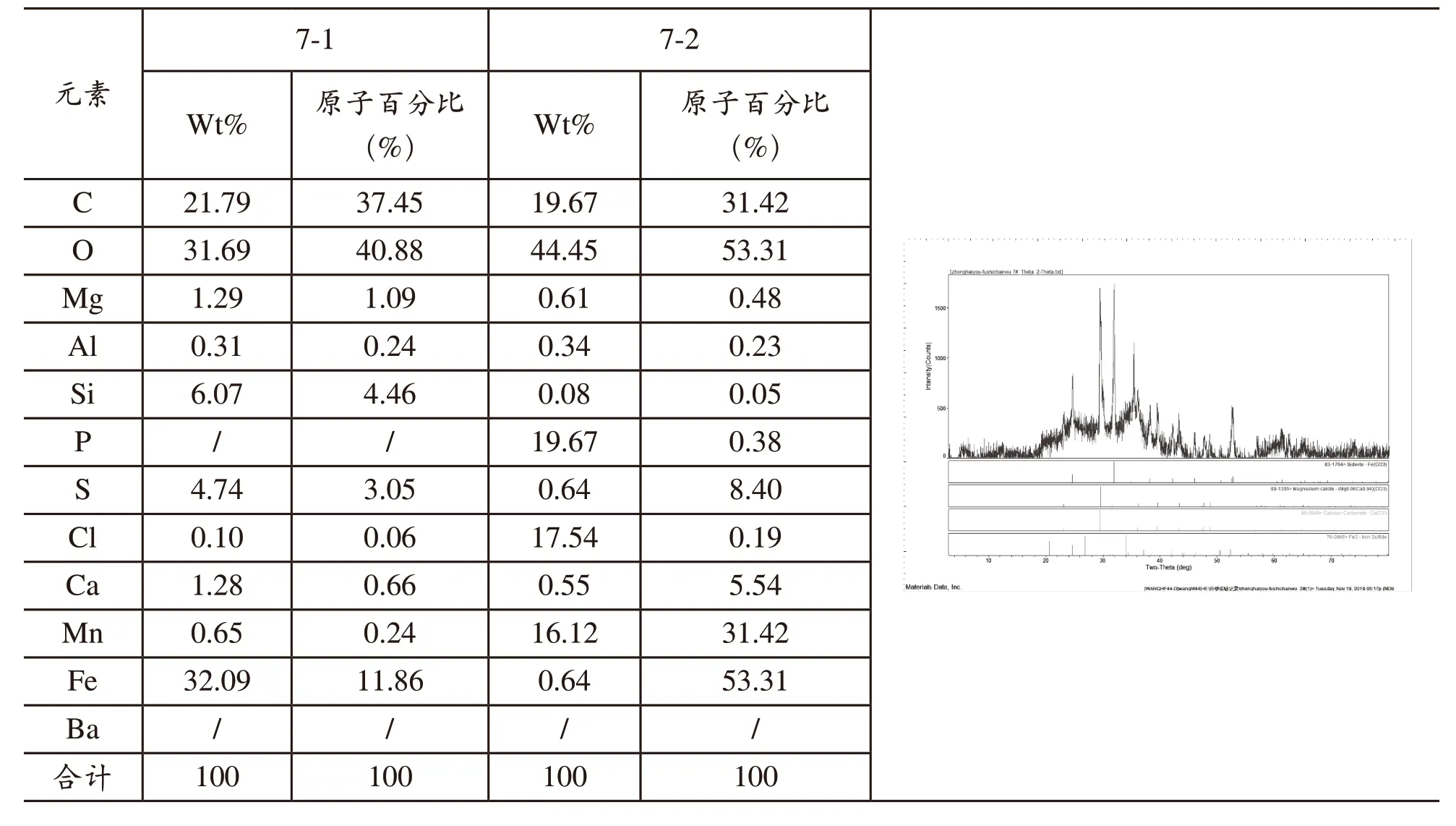
表17 7#樣品EDS分析結果
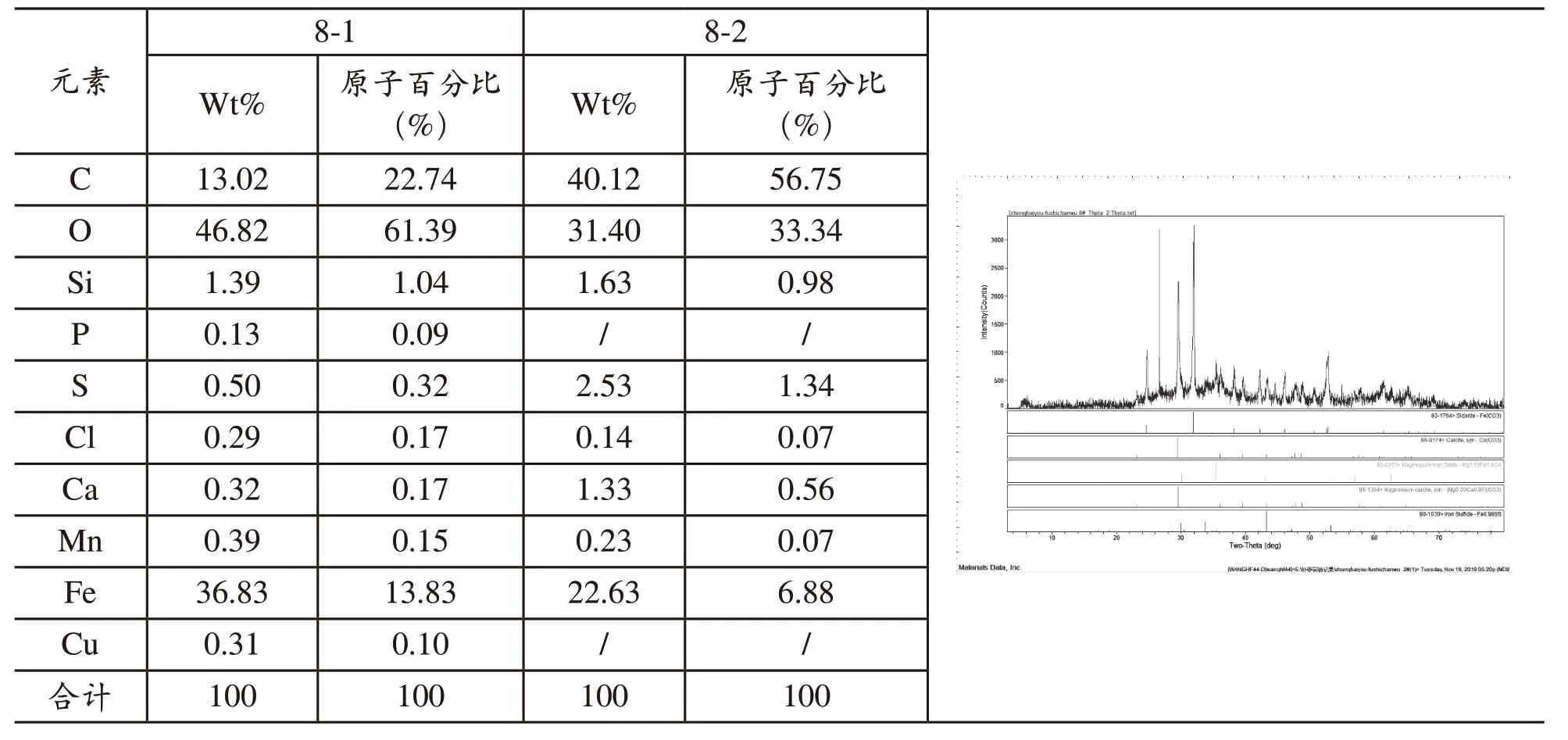
表18 8#樣品EDS分析結果
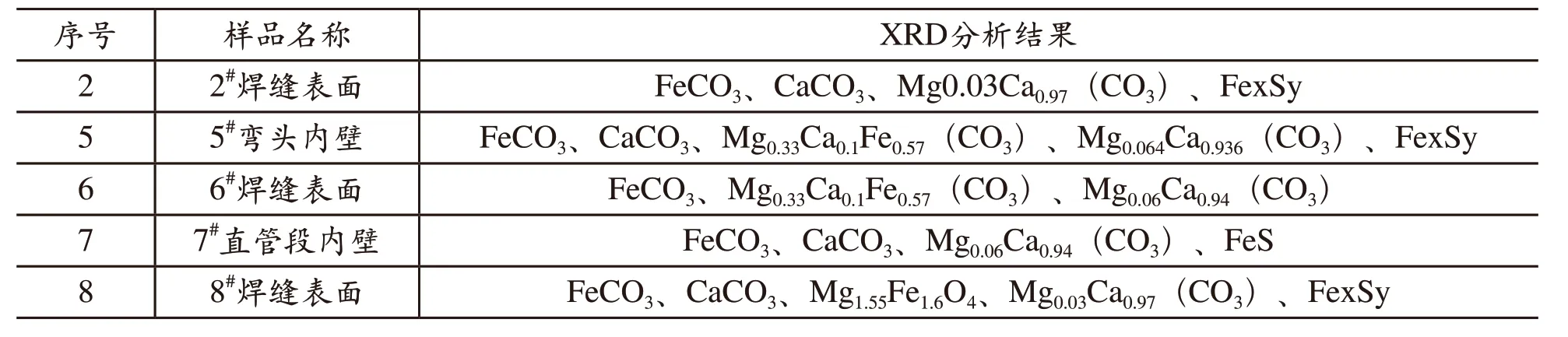
表19 腐蝕產物XRD分析結果匯總
腐蝕產物XRD分析結果匯總如表19所示,從腐蝕產物可以看出,主要成分為FeCO3,伴有一定量的FexSy及鈣鎂垢。
2 結論與建議
2.1 失效原因分析
根據壁厚測量結果,1#法蘭頸部壁厚為7.246mm,與其對焊的彎管壁厚11.818mm,二者之差為4.572mm。根據《GB50236-1998 現場設備、工業管道焊接工程施工及驗收規范》規定,不等厚對接焊件組隊時,薄件端面應位于厚件端面之內。當內壁錯邊量超過3mm時,應按照圖36進行加工。1#法蘭的焊接便適用此情形,厚件理應開75°坡口,而實際的坡口角度目測只有45°,如圖32所示。所以在焊接過程中,問題之一便是開坡口問題。
本次發生泄漏處為不銹鋼法蘭和碳鋼彎頭對焊的熱影響區,焊縫形貌如圖33所示,焊縫及左邊基體可以侵蝕,為碳鋼材質,右邊基體無法侵蝕為不銹鋼材質,對比明顯。理論上講不銹鋼與碳鋼的焊接應選用不銹鋼焊條,但是從化學成分、金相分析結果來看,此處選用的焊條為碳鋼焊條。問題之二是焊條選用問題。
異種鋼的焊接需控制焊縫中母材金屬的比例,即熔合比。其目的是減少焊縫裂紋。熔合比過大焊縫過分稀釋,可使焊縫中奧氏體成份不足,導致出現馬氏體組織,使接頭脆性產生裂紋。母材金屬的熔合比要控制在30%以內,就能獲得理想的奧氏體+鐵素體雙相組織。可以避免焊縫裂紋。
從硬度檢測結果來看,2#焊縫熱影響區硬度院高于基體硬度,硬度高脆性就好,容易產生裂紋,圖34為肉眼可見的裂紋,位于焊縫底部。
圖35為2#焊縫處貫穿裂紋宏觀形貌,滲漏也是由于貫穿裂紋引起。從宏觀形貌可以看出,裂紋擴展時分叉較多,分叉多也就造成了打開后的表面崎嶇不平。圖36未尚未貫穿裂紋的宏觀形貌,從圖中可以看出,裂紋分叉特征明顯。裂紋表面發生了腐蝕,腐蝕產物檢測結果為FeCO3,從裂紋分叉及腐蝕情況可以得出,裂紋擴展是由于應力腐蝕開裂引起,管道內壓力可達十幾兆帕,同時管內介質為生產水,使其處于腐蝕環境中,加上前期焊接造成的開裂,最終形成了應力腐蝕開裂,造成了管件的滲漏失效。
2.2 小結
(1)經材質鑒定,1#法蘭材質為不銹鋼,其余管件、法蘭材質為碳鋼;
(2)垢樣XRD檢測結果為FeCO3,伴有一定量的FexSy及鈣垢;
(3)1#法蘭和3#彎管對焊時,壁厚差超過3mm,厚件未按要求開坡口;
(4)不銹鋼和碳鋼對焊時焊條選用錯誤,選用的焊條為碳鋼焊條,導致熱影響區出現了魏氏組織,產生了裂紋;
(5)管件滲漏原因為焊接不合格,異種鋼、異種壁厚焊接產生了裂紋,在腐蝕介質作用下,發生了應力腐蝕開裂。
2.2 建議
(1)異種鋼、異種壁厚焊接需嚴格按照相關標準規范,在焊條的選用上應首先考慮不銹鋼焊條,控制好焊接工藝,否則容易產生焊接裂紋;
(2)不銹鋼和碳鋼連接,容易產生電偶腐蝕問題,應盡量避免;
(3)硫化物顯示:焊縫部位可能發生微生物腐蝕(MIC);
(4)盡量減少異種鋼對焊,可以考慮將1#法蘭更換為碳鋼法蘭。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02
