YB618 包裝機條盒輸送穩定性的分析與改進
2020-08-11 03:24:04李惠峰
科學技術創新 2020年22期
關鍵詞:變形
謝 偉 李惠峰
(紅塔集團大理卷煙廠,云南 大理671000)
YB618 硬條及條外透明紙包裝機(以下簡稱YB618 包裝機)在機組中的主要任務是完成煙條條盒紙及條外透明紙的包裝。在生產過程中,YB618 包裝機經常會出現無條盒紙停機、條盒紙堵塞停機、條盒紙折角不良和打碼噴膠位置不對等不良情況。經過對YB618 包裝機的條盒供應系統進行觀察,發現條盒紙吸取鼓吸取條盒紙時,存在吸不住和吸取歪斜的情況,由此造成上述不良情況的發生。
針對條盒紙吸取不下及吸取歪斜而引起的停機次數及條盒浪費進行統計:平均每天因條盒紙吸取不下造成停機8 次,每次處理時間1 分鐘,每次停機剔除煙條數為2 條;平均每天因條盒紙吸取歪斜造成條盒紙堵塞、條盒紙折角不良等情況10次,每次處理時間2 分鐘,同時產生廢品煙條4 條。綜合統計,平均每天需28 分鐘處理條盒吸取故障,處理廢品煙條56 條,影響了設備的有效作業率,也大大增加了成本的消耗。
1 YB618 包裝機條盒吸取原理

圖1 YB618 包裝機條盒紙的拾取機構示意圖
YB618 包裝機條盒紙的吸取方式為翻轉式吸取,如圖1 所示。整個條盒拾取機構由曲柄盤1 驅動,滑架3 通過連桿2 與曲柄盤1 連接,并且被兩根平行的導桿7 導向。扇形齒輪6 沿著一個支架運行生產了吸取鼓5 的旋轉動作。吸取鼓上的吸嘴吸住條盒疊最底部一張條盒紙的左端,然后沿送紙方向運動,同時翻轉180°,將條盒紙的左端交遞給送紙輥,之后吸嘴按原路徑返回到條盒疊最底部一張條盒紙的左端,完成一張條盒紙的吸取動作。
2 存在問題
2.1 吸嘴變形分析
YB618 包裝機條盒吸取鼓上的吸嘴采用的是長橢圓形的橡膠吸嘴,如圖2 所示。長橢圓形接近矩形,吸嘴吸取條盒時,在負壓下變形,吸嘴唇口棱角處的變形不平整,容易漏氣,致使吸嘴吸力不足,從而條盒吸取不穩,如圖2a;同時,吸嘴安裝在吸取鼓的吸嘴座上,只有負壓孔與吸嘴座相連,兩端無支撐,在吸取條盒時會產生一定的變形,兩端會翹起來,容易漏氣,吸力不足導致條盒吸取不穩,如圖2b。
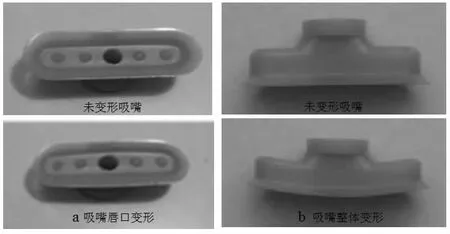
圖2 正常吸嘴和變形吸嘴
2.2 吸嘴吸力計算分析
真空吸盤水平吸取吸力計算公式:

式中:W 為吸力(N);P 為真空度(-KPa);C 為吸盤面積(cm2)。
橢圓面積計算公式:)

式中:c 為吸嘴工作面積(cm2);A、B 為橢圓的長軸和短軸半徑(cm)。
橢圓吸嘴長軸3cm,短軸1cm,YB618 包裝機的真空度P 為-50KPa,帶入數據計算換算后得到一個橢圓吸嘴的吸力為1.2kg,兩個吸嘴吸力為2.4kg。
摩擦力計算公式:

式中:μ 為條盒紙的動摩擦系數;m條盒為條盒紙料斗中紙疊的質量。
條盒紙料斗儲紙量為100-600 張條盒紙,單張條盒紙重量約22g,一疊條盒紙疊重量為2.2kg~13.2kg,查閱資料[3]得μ≈0.187;根據公式(3)計算吸取紙疊最底一張需克服的摩擦力為0.41kg~2.46kg。
當料斗的最大料位600 張條盒紙時需克服的最大摩擦力為2.46kg,而兩個吸嘴最大的吸力為2.4kg,W 在生產中,我們發現FOCKE408 包裝機的條盒吸取較為穩定,因此我們預想采用FOCKE408 包裝機的條盒紙吸嘴來替代YB618 包裝機的吸嘴。根據YB618 包裝機條盒紙吸嘴存在的問題,我們對FOCKE408 包裝機的吸嘴進行變形及吸力的驗證: 圖3 所示為FOCKE408 包裝機的吸嘴,吸嘴呈圓形,套在吸風頭上使用。吸嘴無棱角,唇口平整,負壓下變形較小,不易漏氣;且吸風頭上開有負壓槽,使吸力更加集中,條盒吸取穩定;吸風頭是金屬件,支撐著整個吸嘴,保持吸嘴不變形,防止漏氣,保證條盒吸取穩定。 圖3 FOCKE408 包裝機條盒紙吸嘴 FOCKE408 圓形吸嘴的直徑為2cm,帶入公式(1)得到一個吸嘴的吸力為1.6kg,兩個吸嘴吸力為3.2kg,大于吸取紙疊最底一張需克服的最大摩擦力。 根據驗證,可以采用FOCKE408 包裝機的條盒紙吸嘴來替代YB618 包裝機的吸嘴。 原YB618 長橢圓吸嘴和FOCKE408 圓形吸嘴結構上差異較大,為了不影響原設備的性能,不能在原YB618 的吸取鼓上直接更換安裝替代,需進行設計改進。 比較YB618 條盒吸取鼓和FOCKE408 條盒吸取鼓,如圖4所示,發現兩者吸嘴的位置不同,即吸嘴座尺寸有所差異,必須重新設計吸嘴座,使吸嘴的位置適應YB618 的吸取鼓吸取條盒時的工作位置。 圖4 YB618 吸取鼓和FOCKE408 吸取鼓 圖5 吸嘴座設計圖紙 根據分析測繪,我們設計出了符合要求的吸嘴座,如圖5 所示。 按照設計圖紙并進行加工,加工好吸嘴座后進行組裝,組裝成新的YB618 條盒吸取鼓,如圖6 所示。 圖6 新吸嘴座組件和新YB618 吸取鼓 在設備上調試好新的條盒吸取鼓之后,我們對條盒紙吸取不下、吸取歪斜而引起的停機次數及條盒浪費進行統計:平均每天因條盒紙吸取不下造成停機0 次,因條盒紙吸取歪斜造成條盒紙堵塞、條盒紙折角不良等情況1 次,因此,改進后平均每天只需2 分鐘處理條盒吸取故障,每天處理廢品煙條數量降至4 條。新的YB618 條盒吸取鼓上機后設備運行正常,且條盒吸取效果得到較大的改善。 在YB618 包裝機條盒吸取鼓的基礎上,設計改進了吸嘴座和更換了吸嘴,很好地解決了YB618 包裝機條盒輸送的穩定性問題,降低了停機率和提高了設備的運行效率,保證了產品的質量,減少了條盒的消耗,為工廠創造了效益。3 改進原理及措施
3.1 改進原理

3.2 改進措施



4 效果驗證
5 結論
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
