基于數值模擬軟件的柱窩鑄造工藝設計
2020-08-11 07:12:46栗懷鋒
煤 2020年8期
關鍵詞:工藝
栗懷鋒
(山西潞安機械有限責任公司,山西 長治 046204)
液壓支架是綜采工作面的重要設備,其作用是支護頂板、推移工作面輸送機和采煤機。而柱窩是液壓支架上的重要零部件之一,立柱的上端是頂梁柱窩,通過焊接鑲嵌在頂梁結構件內;立柱的下端是底座柱窩,通過焊接鑲嵌在底座結構件內。當礦壓比較明顯時,柱窩承受巨大的壓力和載荷,需要較高的鑄造質量,不能有縮孔、縮松等缺陷[1]。
1 頂梁柱窩的輪廓尺寸及鑄造工藝參數設定
圖1是用UG軟件繪制的前/后頂梁柱窩三維實體模型。前頂梁柱窩長445 mm、寬400 mm、高378 mm,重222 kg,見圖1(a);后頂梁柱窩長425 mm、寬400 mm、高343 mm,重200 kg,見圖1(b)。材質為ZG27SiMn,熱處理調質硬度為 240~280 HB。

圖1 頂梁柱窩
實際生產中由于前、后頂梁柱窩配對使用,制作模具時為一箱兩件。柱窩窩底及耳部為柱窩的關鍵部位,為保證其鑄件質量放置于下型。前、后頂梁柱窩高度相差35 mm,由于上型設置冒口,結合柱窩結構特點,所以分型面確定為圖2所示位置。
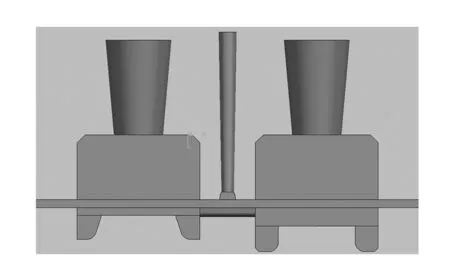
圖2 鑄造工藝三維模型
潞安機械公司采用轉包澆注,由于轉包沒有擋渣能力,所以要求澆注系統要有較好的擋渣能力,常選用封閉式或半封閉式的澆注系統。其截面比為∑F內∶∑F橫∶∑F直=1∶0.9∶1.2[2]。
根據鑄件結構特點,采用直澆道1個,前、后頂梁柱窩共用1個橫澆道,雙側2個內澆道進行澆注,各組員尺寸如圖3所示。
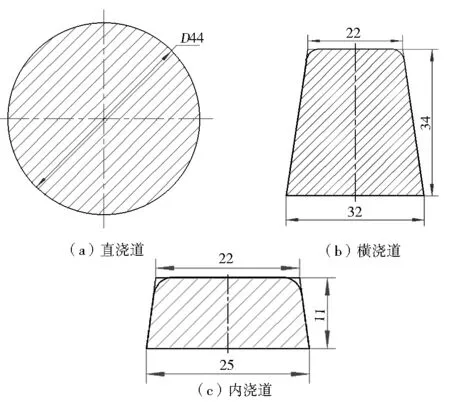
圖3 各組員截面尺寸(mm)
該頂梁柱窩為“王”字筋結構,“十”字及“T”字筋交叉處為熱節部位。從結構特點考慮“十”字筋處放置冒口可保證“T”字筋處鋼水補縮,故在兩柱窩“十”字筋上各安放1個明頂冒口。冒口尺寸:根部直徑D=160 mm,頂部直徑D1=250 mm,高度310 mm。鑄件出品率約為73%。
2 計算機模擬及結果分析
按圖2所示把柱窩的三維模型圖導入數值模擬軟件中,進行169萬數目的網格劃分,同時設置數值模擬的相關參數, 在鑄造方式中選擇常規重力鑄造,主要化學成分含量見表1,澆注溫度1 550 ℃,環境的初始溫度 25 ℃,澆注時間30 s[3],然后進行凝固模擬分析。

表1 ZG27SiMn主要成分含量 (質量分數:%)
計算完畢后,選取4張凝固圖片來分析全部的凝固過程,如圖4所示。圖中灰色部分代表液態,白色部分代表固態,黑色部分代表縮孔。t=1 000 s 時,從四周向中心部位凝固,見圖4(a);t=2 000 s 時,由于柱窩單一筋板部位較“T”字筋及“十”字筋部位薄,所以先凝固,剩余的液態部分組成一個連通區域,見圖4(b);t=3 000 s 時,“T”字筋、“十”字筋熱節部位較厚所以此時仍為液態,見圖4(c);t=4 000 s 時,凝固結束,在“T”字筋及“十”字筋熱節部位形成縮孔,見圖4(d)。
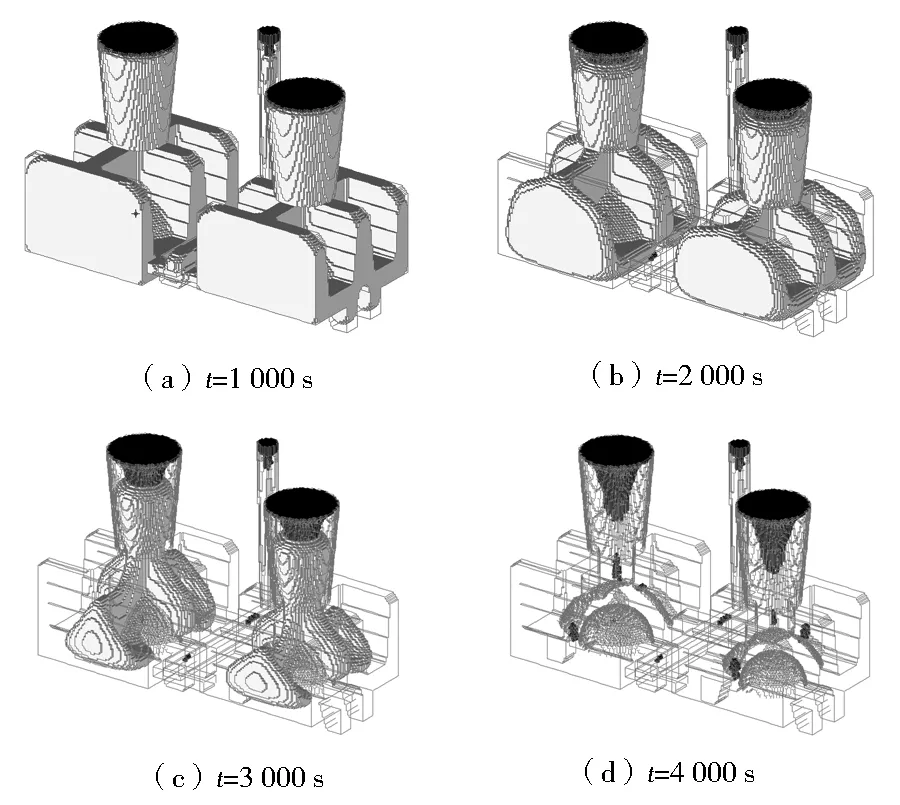
圖4 凝固過程中的數值模擬結果
由圖4(d)得出,鑄件凝固后期出現大量的枝晶并搭接成完整的骨架時,如果枝晶骨架被拉開的速度很慢得不到金屬液的補充,鑄件就會出現裂紋。并且在后續氣割冒口、調質處理、焊接后等多重應力疊加后在窩底位置也加重了裂紋缺陷產生,見圖5,“T”字筋及“十”字筋部位容易存在質量缺陷[4-5],尤其是窩底處的“十”字筋關鍵部位。所以,需要重新調整凝固方式保證此部位質量。

圖5 頂梁柱窩剖切后的縮孔及裂紋缺陷
3 工藝優化
“十”字筋熱節部位在凝固后期由于冒口根部已經凝固,從而形成了孤立液相區,冒口內鋼水不能有效補縮。如果通過增大冒口尺寸提高冒口補縮能力,則降低了鑄件出品率,生產成本隨之增加。
如果通過外冷鐵工藝調整鑄件凝固順序,讓“十”字筋熱節部位先于冒口凝固,無疑是一種更好的選擇。外冷鐵類型和尺寸:方形直接外冷鐵,長×寬=75 mm×75 mm,厚度25 mm。
在實際生產中,由于硅砂批次及澆注溫度等因素不穩定,在窩底部位常常伴隨著夾砂缺陷產生。通過在窩底處使用鉻礦砂,不僅可以提高窩底表面質量,也可以對上部“十”字筋處熱節起到激冷作用。調整后的鑄造工藝見圖6。
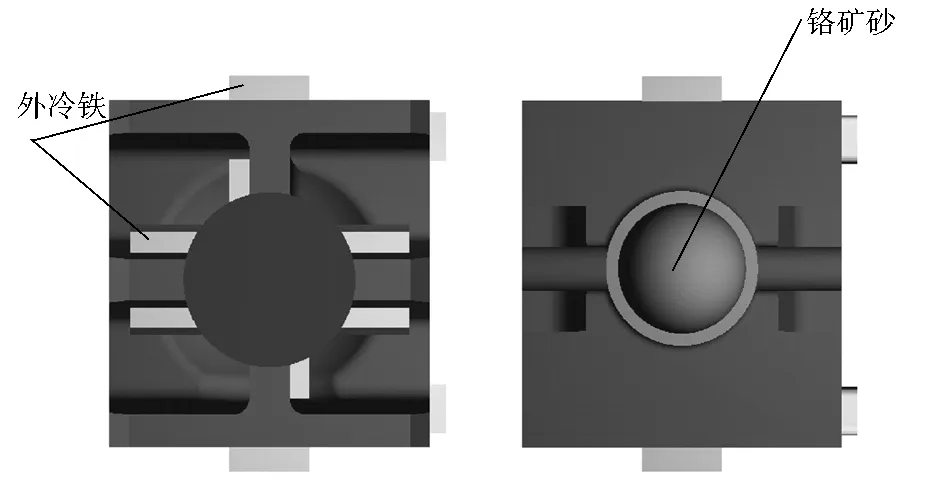
圖6 工藝優化后的頂梁前柱窩模型(頂梁后柱窩同)
4 工藝優化后的模擬結果分析
按照圖6所示把柱窩的三維模型圖重新導入數值模擬軟件中,進行凝固模擬分析,結果見圖7。從圖7可以明顯看出“T”字及“十”字筋部位縮孔、縮松缺陷已經消除。
5 實際生產驗證
為了驗證數值模擬結果,現場進行了生產試制,后續對頂梁柱窩進行了超聲波檢測以及破壞性試驗[6],未發現質量缺陷,見圖8。經支架壓力試驗后,沒有出現任何質量問題。
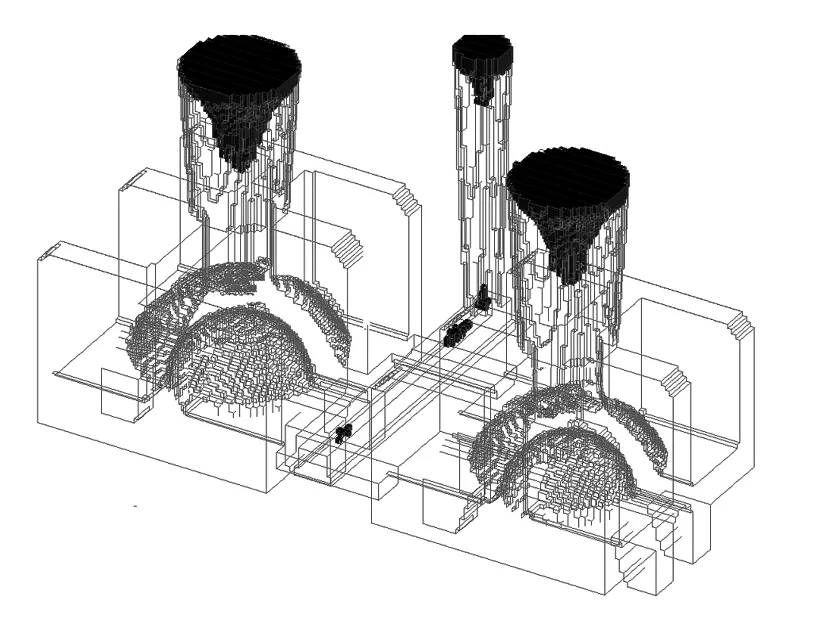
圖7 凝固結束后的效果
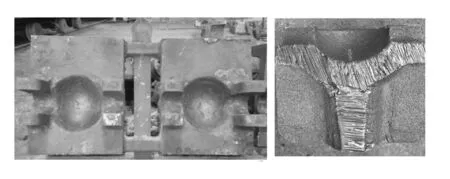
圖8 使用鉻礦砂后的柱窩窩底及剖切截面
6 結 語
1) 利用計算機數值模擬軟件對柱窩鑄造工藝進行數值模擬可快速、有效地判斷鑄件內部缺陷位置,并為下一步工藝方案優化提供理論參考。
2) 在不增加冒口尺寸的情況下,通過安放外冷鐵調整凝固順序,從而得到完整的內部組織,經過生產驗證,柱窩質量達到設計要求。
3) 針對柱窩在砂型鑄造中普遍存在的窩底結疤問題,使用鉻礦砂可有效避免,同時可以對上部“十”字筋處熱節起到激冷作用,使組織具有較高的致密性。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
