破損燃料棒二次氫化行為觀察與分析
2020-08-10 06:32:24郭一帆褚鳳敏郭麗娜梁政強
原子能科學技術 2020年8期
錢 進,郭一帆,王 鑫,褚鳳敏,郭麗娜,卞 偉,梁政強
(中國原子能科學研究院 反應堆工程技術研究部,北京 102413)
燃料元件破損問題是影響核電運行安全的重要問題。對于壓水堆燃料棒破損現象,按照破損發展時序,由于某種原因(如制造缺陷、異物磨蝕、格架磨蝕、一次氫化等),燃料棒出現初次破口后,冷卻劑從初次破口進入燃料棒內部,遇到高溫芯塊汽化成水蒸氣,水蒸氣由于鋯-水反應、UO2芯塊氧化、輻射分解等原因生成H2。當局部芯-包間隙內的水蒸氣消耗速度過快,造成H2/H2O比值持續升高,達到某一臨界值時,會在鋯合金內壁某一缺陷部位(如氧化膜破裂部位)快速吸氫從而導致二次氫化破損發生。二次氫化破損是導致燃料棒發生嚴重破損的重要原因[1-4]。
國內核電站在運行過程中也發生過燃料元件破損問題。本研究小組針對實際工況下的破損燃料棒,在中國原子能科學研究院燃料與材料檢驗設施(303熱室)上開展了相關輻照后檢驗,并采用熱室金相手段對二次氫化行為進行了觀察分析。本文擬對燃料棒二次氫化部位的包殼和芯塊微觀組織的變化進行研究,并分析二次氫化對燃料棒行為的影響。
1 燃料棒輻照后檢驗
采用國內商業壓水堆核電站破損乏燃料棒(破損棒)和未破損乏燃料棒(未破損棒)作為研究對象,通過對比分析破損棒和未破損棒輻照后檢驗結果,研究燃料棒二次氫化行為特征。
輻照后檢驗的燃料棒燃耗處于10~45 GW·d/t(U)范圍內,長度為3 867.1 mm,直徑為9.5 mm,從下端至上端,共8個格架,7個跨度段(Span)。燃料棒包殼材料為M5鋯合金,芯塊為UO2,富集度為1.80%~4.45%。
輻照后檢驗時外觀檢查發現破損棒存在多處二次氫化破口。對破損棒二次氫化破口代表部位進行切割取樣和熱室金相分析。另外,為反映正常狀態下燃料棒的輻照性能,對未破損棒沿軸向間隔一定距離進行切割取樣和熱室金相分析。
破損棒和未破損棒取樣分析位置信息列于表1。破損棒二次氫化部位典型的外觀形貌照片示于圖1。
2 二次氫化破口形貌組織觀察與分析
2.1 氫化腫脹
破損棒氫化破口普遍存在氫化腫脹現象,且氫化腫脹程度與二次氫化部位的氫化程度有明顯關系,氫化物聚集較多的部位氫化腫脹現象明顯。圖2為典型的氫化腫脹破口。
2.2 “日爆”現象和氫化物擴散過程分析
氫化腫脹破口典型的氫化物形貌照片示于圖3、4。可見,破口附近氫化物聚集,形成“日爆”現象。氫化物分布形貌特征表現為:從內壁吸收的氫,沿徑向分階段聚集和擴散;同時內壁的氫化裂紋表現為從內壁向外壁沿徑向開裂(圖4a),外壁氫化裂紋表現為從外壁向內壁沿徑向開裂(圖4b);另外,氫化物擴散過程中,在包殼氫化部位和未氫化部位的交界面上,易形成周向開裂裂紋(圖5)。

圖1 典型二次氫化部位外觀形貌Fig.1 Photo of typical secondary hydriding site of fuel rod
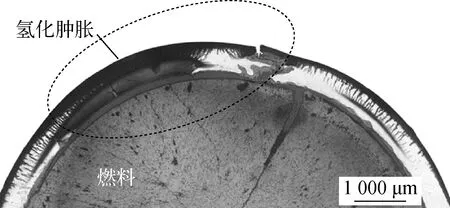
圖2 典型氫化腫脹破口(P-5棒)Fig.2 Typical hydride swelling break (P-5)
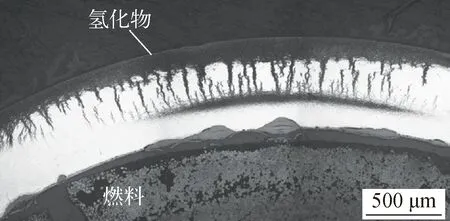
圖3 “日爆”現象和氫化物分層擴展聚集(P-5棒)Fig.3 “Sun-burst” phenomenon and diffusion and aggregation of hydride in stage (P-5)
分析認為,氫化裂紋、氫化物分布及氫的擴散聚集過程與氫化物導致的包殼應力狀態演化具有顯著的相關性。圖6為缺陷管應力狀態模擬與試驗中觀察到的缺陷部位氫化物聚集狀態對比,可看到,氫化物聚集狀態與應力分布狀態較一致。
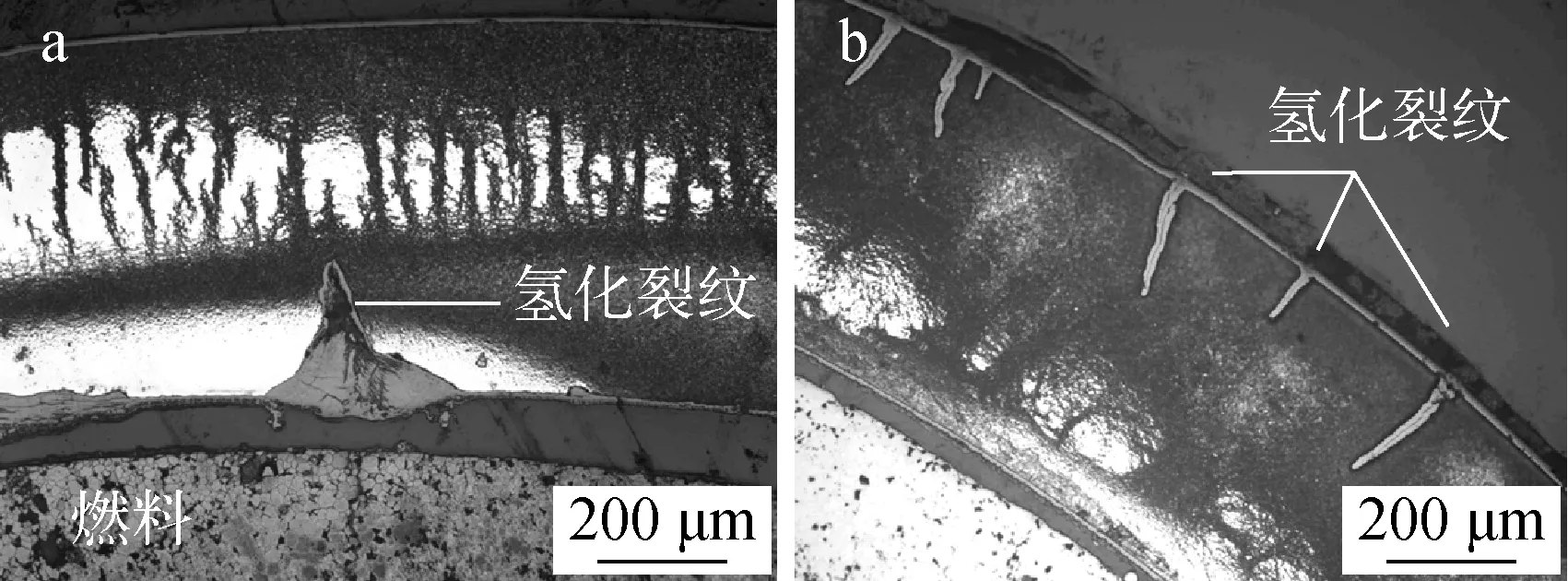
圖4 P-5棒內壁氫化裂紋(a)和P-2棒外壁氫化裂紋(b)Fig.4 Inner wall hydriding crack of P-5 (a) and outer wall hydriding crack of P-2 (b)

圖5 “日爆”現象和氫化裂紋(P-1棒)Fig.5 “Sun-burst” phenomenon and hydriding crack (P-1)
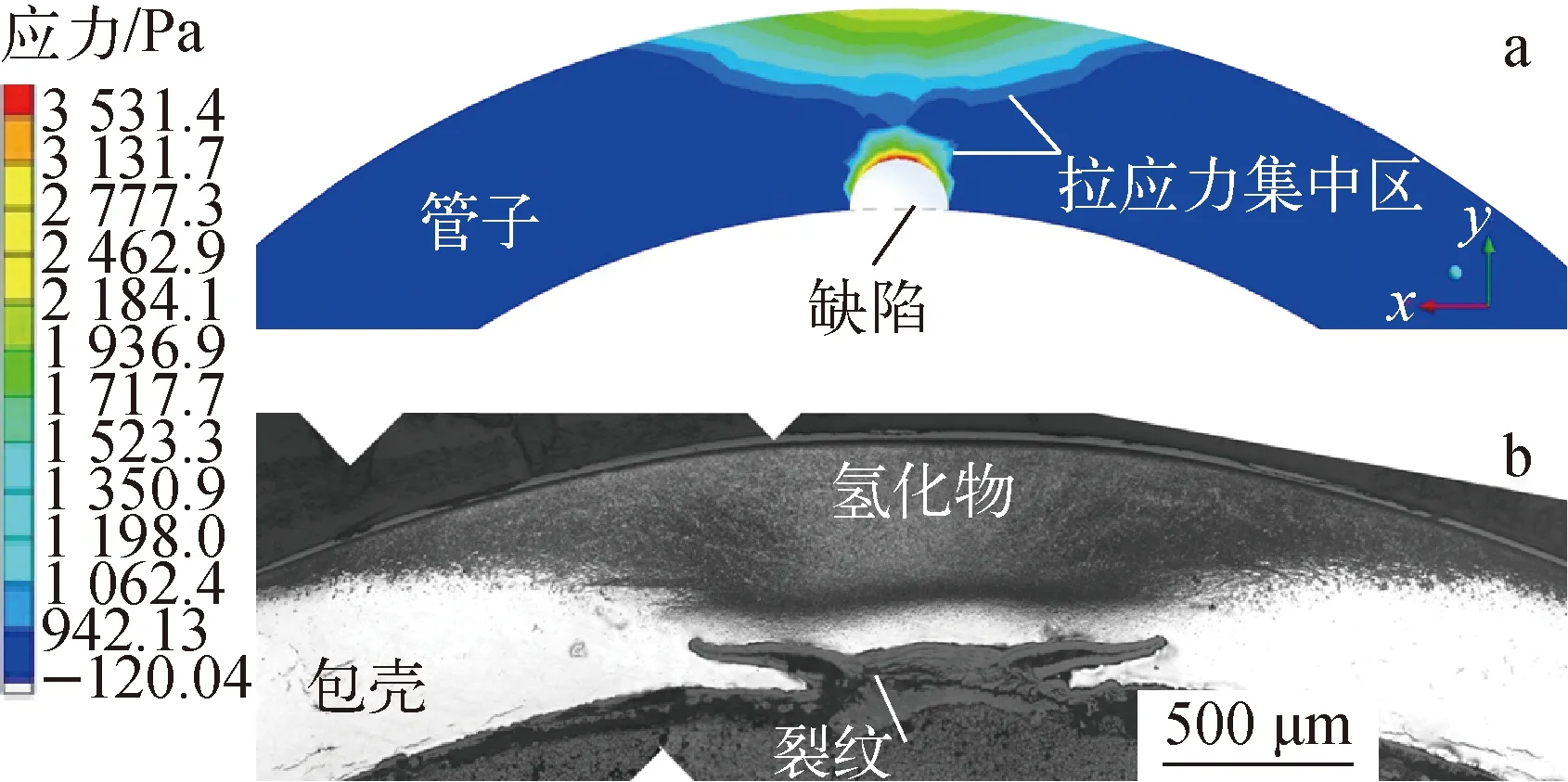
圖6 缺陷管應力狀態模擬(a)與P-4棒氫化物聚集形貌(b)Fig.6 Simulation sketch of stress distribution in defected tube (a) and morphology of hyride aggregation of P-4 (b)
當包殼內壁局部氫化時,由于氫化鋯體積較鋯基體大16%[5],導致沿徑向上包殼整體呈現拉應力狀態,且拉應力集中區位于內壁氫化物聚集區(等效為缺陷區)附近和包殼外壁附近(圖6a)。在應力梯度和溫度梯度作用下,一方面包殼內壁吸收的氫向內壁氫化物聚集形成的應力集中區擴散,另一方面內壁氫化物聚集區的氫向外壁應力集中區擴散,由此形成氫化物沿徑向分階段聚集和擴散現象。
另外,在較大拉應力作用下,內壁和外壁氫化物聚集區均可出現氫化裂紋。且隨著內壁氫化物聚集區中的氫持續向外壁氫化物聚集區遷移擴散,內壁氫化物聚集區中的氫化鋯重新轉化為鋯基體,并留下氫化開裂裂紋。
2.3 氫化破口對氫化物分布和取向的影響
對于未破損棒,氫化物主要為周向分布(圖7)。對于破損棒,氫化破口周圍的包殼氫化物分布狀態與氫化破口的氫化程度有一定關系。對于局部氫化程度較輕的位置,其周圍氫化物分布和取向與未破損棒較一致(圖8a);對于嚴重氫化位置(P-3棒氫化破口為大破口),由于周圍應力狀態的改變,其周圍氫化物取向可由周向變為徑向(圖8b)。
W-1棒,Span6位置圖7 未破損棒典型氫化物分布Fig.7 Typical hydride distribution of intact rod
a——周向分布,P-1棒;b——徑向分布,P-3棒圖8 氫化破口附近氫化物分布Fig.8 Hydride distribution near hydriding break site of failure rod
2.4 氫化破口包殼氧化特征
對于未破損棒,包殼外壁存在致密的水側腐蝕氧化膜(圖9a),最大厚度氧化膜位于Span6位置,符合正常壓水堆水側腐蝕氧化膜分布趨勢[6]。高燃耗棒樣品包殼內壁存在致密的氧化膜,厚度在7.2~9.0 μm范圍內,小于水側腐蝕氧化膜厚度(圖9b)。
對于破損棒,水側腐蝕氧化膜厚度與包殼氫化狀態差異不大,也為致密結構(圖10)。二次氫化破口位置,其內壁普遍存在不均勻、有層狀開裂的氧化膜,厚度遠大于水側腐蝕氧化膜,最大厚度可達150 μm(圖11a)。二次氫化裂紋內部被氧化,氧化膜為疏松結構(圖11b)。
圖9 未破損棒(W-1棒)水側(a)和內壁(b)氧化膜形貌典型照片Fig.9 Typical metllagraphy of waterside (a) and inner wall (b) oxide film of intact rod
a——遠離氫化破口部位;b——靠近氫化破口部位圖10 破損棒(P-1棒)水側腐蝕氧化膜形貌Fig.10 Metllagraphy of waterside oxide film of failure rod (P-1)
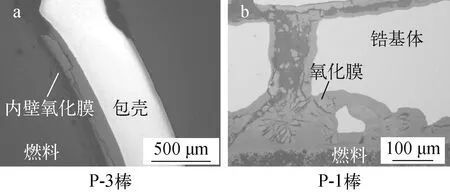
圖11 破損棒內壁氧化膜(a)及氫化裂紋中氧化膜(b)形貌Fig.11 Cladding inner wall oxide film of failure rod (a) and oxide film in hydriding crack (b)
除P-3棒外,其他4根破損棒取樣位置均處于第6跨度或靠近第6跨度位置,按照未破損棒水側腐蝕氧化膜厚度與軸向位置的關系,該位置屬于水側腐蝕氧化膜最大厚度范圍處。圖12為取樣位置相近的4根破損棒和未破損棒最大水側氧化膜厚度與燃耗的關系。可看出,水側氧化膜厚度隨燃耗有增大的趨勢。另外,同一燃耗下,燃料棒破損后,水側氧化膜厚度有增加的趨勢,但相比于M5合金文獻[7]報道的水側腐蝕氧化膜數據,仍處于正常范圍內。
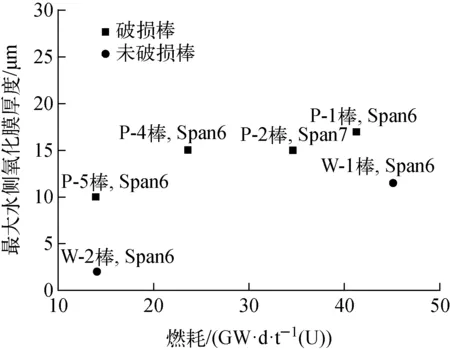
圖12 破損棒和未破損棒最大水側氧化膜厚度與燃耗的關系Fig.12 Thickness of waterside oxide film vs. burnup for failure rod and intact rod
3 二次氫化破口對燃料芯塊行為的影響
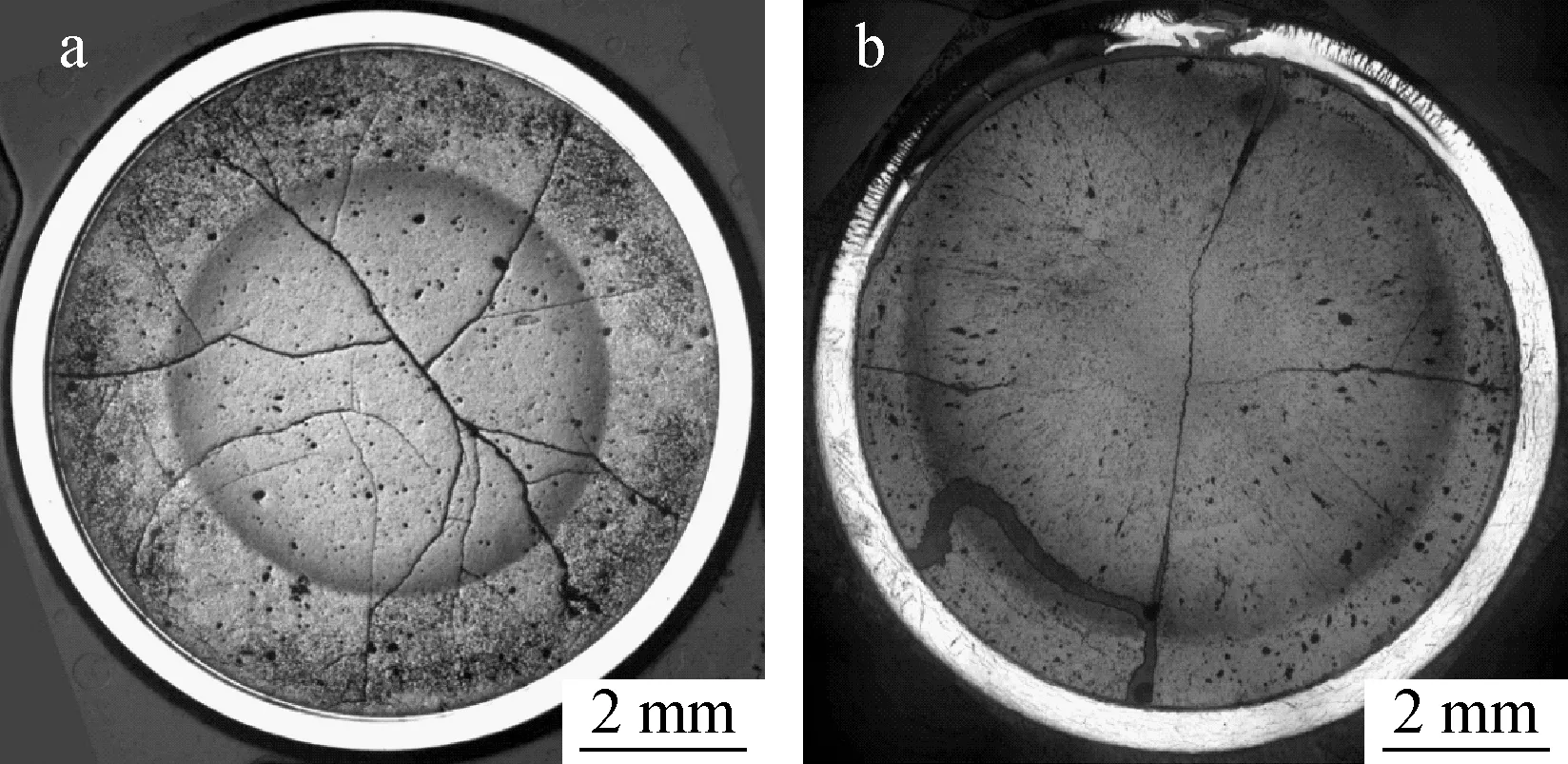
圖13 未破損棒(a)和破損棒(b)氫化部位芯塊蝕刻組織Fig.13 Fuel pellet etching structure for intact rod (a) and failure rod (b) at hydriding position
包殼發生二次氫化后,對燃料芯塊行為會產生顯著影響。圖13為典型未破損棒和破損棒氫化部位芯塊蝕刻組織整體形貌,圖中芯塊中間的黑圈形貌為芯塊晶粒內部高密度亞顯微氣泡析出組織,該類型氣泡組織一般在1 200 ℃形成,因此,黑圈組織也反映了芯塊內部1 200 ℃的等溫區位置[8]。從圖13a可看出,未破損棒芯塊內部溫度基本處于對稱分布;從圖13b可看出,包殼發生氫化后,氫化明顯改變了芯塊內部溫度分布狀態,使得等溫區向氫化部位偏移,氫化部位芯塊溫度有升高現象。
芯塊微觀組織觀察表明,對于未破損棒,在徑向不同部位,芯塊氣孔均未發生遷移,芯塊晶粒為等軸晶,均未發生長大現象(圖14)。
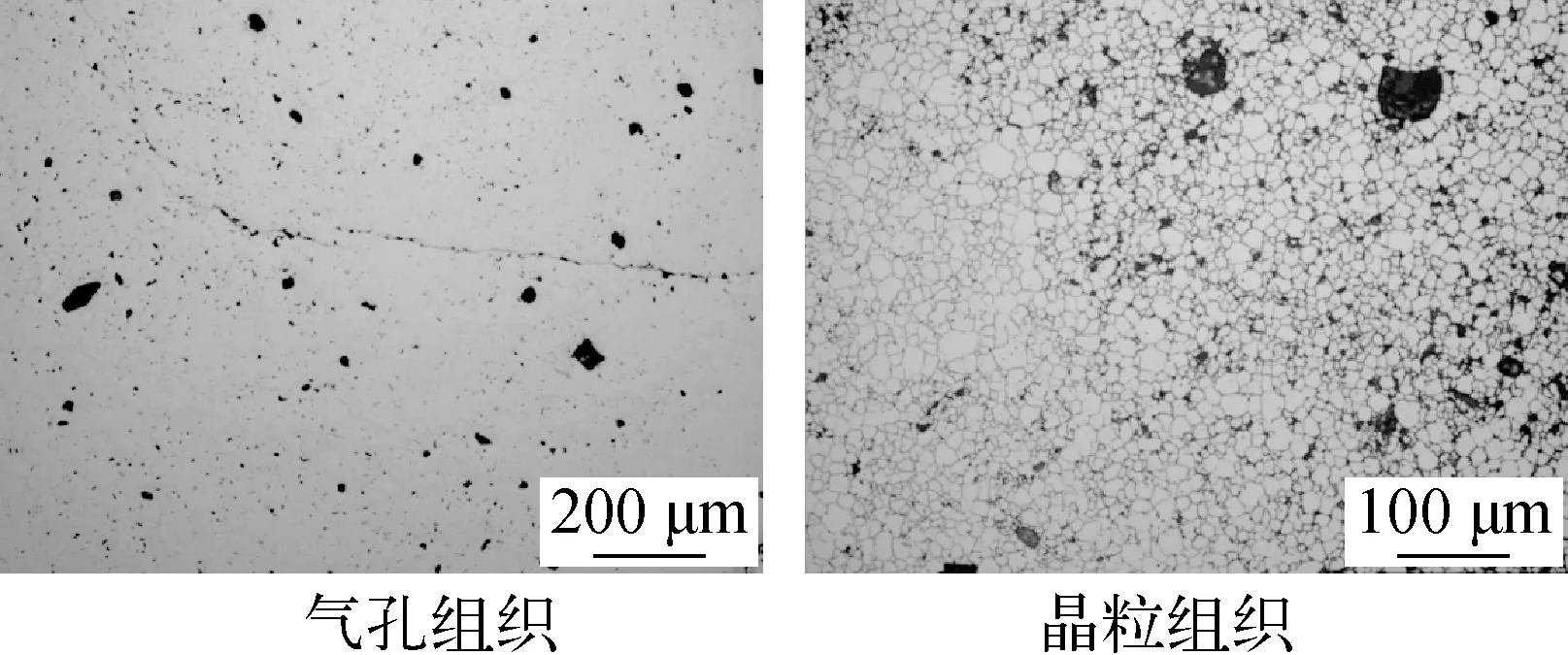
圖14 未破損棒芯塊微觀組織形貌Fig.14 Fuel pellet microstructure of intact rod
對于破損棒二次氫化部位,芯塊邊緣部位組織與未破損棒芯塊組織相似(圖15a、b);芯塊中間部位普遍存在氣孔遷移、芯塊晶粒長大現象(圖15c、d),并觀察到柱狀晶組織(圖16);芯塊中心部位氣孔明顯增加,且氣孔分布在晶界上,晶粒沒有明顯長大現象(圖15e、f)。

圖15 破損棒氫化部位芯塊微觀組織形貌Fig.15 Fuel pellet microstructure at hydriding position of failure rod
燃料芯塊氣孔遷移擴散、晶粒長大通過蒸發-凝聚機制形成,一般發生在溫度約1 800 ℃以上。對于壓水堆燃料棒,一般情況下,線功率約160~240 W/cm、中心溫度約1 300~1 400 ℃以下,基本觀察不到芯塊微觀組織顯著變化,未破損棒芯塊觀察結果符合該情況。
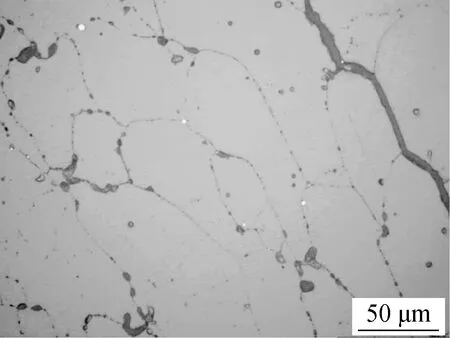
圖16 柱狀晶組織Fig.16 Columnar crystal grain
對于破損棒,芯塊氣孔遷移和晶粒柱狀晶生長應由幾個因素共同作用造成。1) 由于水蒸氣進入燃料棒芯塊-包殼間隙,一方面水蒸氣熱導率較He氣低,另一方面由于包殼內壁氧化生成的氧化膜和包殼鋯合金基體氫化,導致芯塊傳熱環境惡化,使得芯塊內部溫度上升。此外,也有報道[9-10]認為,在水蒸氣氧化環境下,UO2芯塊化學計量比向超化學計量比轉變,也會導致UO2芯塊熱導性能下降,引起芯塊溫度上升。因此,二次氫化破口部位相比正常狀態,芯塊溫度會明顯上升。2) UO2芯塊外部邊緣開始發生水蒸氣氧化,氧原子向芯塊中心部位擴散,形成芯塊徑向上氧濃度梯度。有報道[11-13]認為,在氧化環境下,UO2化學計量比增加,會導致芯塊晶粒尺寸迅速增加。
本研究中,由于觀察到破損棒芯塊中間部位晶粒尺寸明顯增長,而芯塊中心部位(溫度最高區)晶粒尺寸未增長,分析認為:水蒸氣進入燃料棒內部后,會導致芯塊溫度升高,但不足以使得正化學計量比UO2芯塊晶粒發生快速生長(芯塊中心部位);但氧化環境下芯塊化學計量比的改變,使得該溫度滿足超化學計量比UO2芯塊晶粒發生快速生長(芯塊中間部位)。
總之,對于二次氫化部位,芯塊由于溫度上升和化學計量比狀態改變,導致易發生氣孔遷移和芯塊柱狀晶生長現象。
4 結論
1) 破損棒二次氫化破口有明顯的氫化腫脹現象,氫化物擴散聚集形貌表明氫化物分階段從內壁擴散到外壁,并形成“日爆”現象;氫化裂紋、氫化物分布、氫的擴散聚集過程,與氫化物導致的包殼應力狀態演化有顯著的相關性。
2) 破損棒水側腐蝕氧化膜厚度與包殼氫化狀態關系不明顯;相比未破損棒,破損棒水側腐蝕氧化膜厚度有增加現象,但仍處于正常范圍內。
3) 二次氫化部位包殼內壁普遍存在氧化膜,氧化膜分布不均勻,厚度普遍大于水側腐蝕氧化膜。
4) 二次氫化部位芯塊普遍存在氣孔遷移、晶粒長大和柱狀晶生長現象,該現象與燃料棒破損后芯塊溫度上升、UO2化學計量比改變有密切關系。
