ADS TFT-LCD貼合產品按壓漏光研究及改善
2020-08-05 11:43:40桂繼維李利杰洪性坤董天松聶學政王維維
液晶與顯示 2020年8期
桂繼維,胡 亮,李利杰,洪性坤,董天松, 劉 洋,章 亭,聶學政,王維維
(福州京東方光電科技有限公司,福建 福州 350000)
1 引 言
近年來,薄膜晶體管液晶顯示器(TFT-LCD)以環保、輕薄、高性能等優點,廣泛應用于手機、電腦、電視等電子顯示產品中[1-6]。TFT-LCD有多種顯示模式,如扭曲向列型(TN)、垂直排列型(VA)、平面轉換型(IPS)、高級超維場轉換型(ADS)等。VA、IPS和ADS模式因其具有廣視角、高透過率和高對比度等優點,多應用在電視和顯示器等產品上。隨著液晶顯示技術的發展,人們對液晶顯示器顯示品質要求不斷提高。漏光是影響畫面顯示品質的一種常見不良,按壓漏光是發生在貼合產品上的一種漏光不良。產生漏光的原因有很多,與玻璃材料、液晶模式、機械結構等方面都有關系[7]。一般認為,漏光發生的原因主要有兩種:一種是陣列(TFT)基板和彩膜(CF)基板對盒偏移造成,當TFT基板和CF基板對盒偏移量過大時,CF基板上黑矩陣(BM)無法有效遮擋背光,造成漏光,通過優化對盒精度可進行改善[8]。另一種是ADS模式受到外部應力作用導致基板形變造成,由于玻璃的光彈性產生相位差,同時ADS和IPS模式的液晶各項異性會放大玻璃受壓產生的相位差,產生漏光[9-10]。按壓漏光產生原因偏向第二種。
本文針對8.5G工廠1 225 mm(55 in)貼合產品出現按壓漏光,通過研究各外力因素驗證其對按壓漏光的影響,發現了導致按壓漏光發生的原因,即真空對盒機機械手 (Vacuum Assembly System Robot Hand,VAS R/B)和紫外固化機機械手(UV Cure Robot Hand,UC R/B)在搬送過程中對玻璃基板產生應力導致基板固定位置形變。通過導入翻轉臺(Turn Over,T/O)不翻轉工藝,降低了按壓漏光的發生等級,有效提高了產品品質。
2 實驗數據
2.1 現象描述

圖1 按壓漏光在面板上的位置Fig.1 Position of press light-leakage in panel
實驗測試用的玻璃基板由TFT-LCD生產工藝制備,樣品分別來源于不同工藝條件生產的1 225 mm(55 in)產品基板。在客戶端組裝成整機后顯示屏(面板)的短邊固定區域按壓后漏光,在實驗室燈箱上按壓面板短邊可復現漏光現象,漏光區域集中發生在面板短邊位置,如圖1所示。不良現象主要集中在A/C 面板,如圖2所示。

圖2 按壓漏光在玻璃上的位置Fig.2 Glass mapping of press light-leakage
2.2 液晶盒厚測定
取按壓漏光不良屏,分別測量正常區域及不良區域切割前后的液晶盒厚(Cell Gap)和扭曲角(Twist Angle),根據圖3所示,無論切割前或是切割后不良區域與正常區域盒厚值差異較小,不良區域扭曲角在切割前較正常區域大,如圖4所示。在不良區域將CF側玻璃切斷后,玻璃基板應力逐漸釋放,不良區和正常區的扭曲角逐漸縮小,說明按壓漏光區域,液晶的扭曲角受到應力影響。

圖3 切割前后盒厚測量值示意圖Fig.3 Measurement of cell gap before and after cutting

圖4 切割前后扭曲角測量值示意圖Fig.4 Measurement of twist angle before and after cutting
2.3 封框膠干寬測定
封框膠的主要作用是粘結TFT和CF基板形成液晶盒,由于封框膠中加入部分添加物,封框膠對保證液晶面板盒厚均一性有一定的作用[9]。選取不良屏,對不良區域的封框膠寬度進行測量,測量條件為:在面板短邊兩側各選取12個測量點位,長邊兩側選取6個測量點位,共36個點。測量結果如圖5所示。測量結果顯示,不良屏四周的封框膠寬度數據穩定,均一性較好,不良區與正常區封框膠寬度無明顯差異。由此可見,封框膠寬度與按壓漏光無明顯關聯。

圖5 封框膠寬測量結果Fig.5 Measurement of sealant width
2.4 翹曲度測定
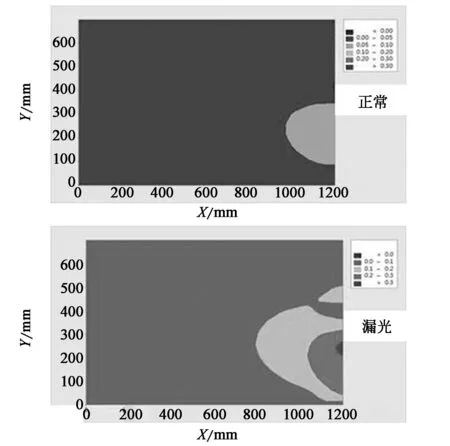
圖6 翹曲量測量結果Fig.6 Measurement of bending
分別取正常屏和不良屏測定漏光位置玻璃基板翹曲情況。如圖6所示,CF側朝上時,正常屏的翹曲量基本上在0~0.1 mm之間。而不良屏漏光嚴重區域翹曲量大于0.25 mm,非嚴重區域玻璃基板翹曲量均在0~0.1 mm之間。正常屏與不良屏漏光位置的同一區域基板翹曲量差異約0.1~0.15 mm,與此同時,不良屏的漏光區域相比正常區域基板翹曲量差異近0.1~0.15 mm。說明按壓漏光可能是由于基板異常翹曲造成。為了確認按壓漏光趨勢與基板翹曲是否匹配,取不同漏光屏,在面板短邊各取10個點,測量其翹曲量,并與漏光位置進行匹配,結果如圖7所示。根據匹配結果可知,翹曲量偏高區域與漏光區域基本重合,因此,基板翹曲量偏大,應是造成該款產品出現漏光的原因之一。

圖7 翹曲量匹配結果Fig.7 Glass mapping of bending
2.5 實驗結果分析
根據前面的現象和測量數據可知,漏光區域基板翹曲較大,不良區域扭曲角較大,切割后扭曲角逐漸減小,按壓漏光與基板形變有關。
根據玻璃光彈性理論[10]:玻璃在外力作用下會發生形變,出現雙折射現象,產生相位延遲。在ADS模式,基板未受到外力時,液晶分子水平排列,光通過沿著垂直液晶分子排布方向射入后,振動方向不發生偏轉,扭曲角趨近于0°。當液晶分子受到外力擠壓時,液晶分子扭曲角發生變化,光線經過TFT側偏光片(Polarizer,POL)、TFT側玻璃、液晶層、CF玻璃及偏光片,產生疊加的相位延遲,光線發生偏轉,上偏光片無法完全遮光,發生漏光,如圖8所示。與此同時,圖4、圖6和圖7測量結果驗證了上述理論,因此玻璃固定位置受到外力作用導致形變是這次按壓漏光發生的根本原因。

圖8 ADS模式下液晶偏轉狀態Fig.8 Deflection of liquid crystal state in ADS mode
3 結果與討論
前文分析得知,玻璃固定位置受外力影響形變是造成本次漏光發生的原因,因此確認外力產生位置,減少玻璃基板形變是改善漏光的總體方向。本次漏光發生在切割前對盒基板的固定位置,首先排除切割工藝的影響。封框膠完全固化后,基板形變會固定,因此減少封框膠固化前玻璃的形變是本次改善的重點。輔助封框膠會影響基板受力[11],封框膠固化前與基板接觸的設備也可能對基板產生應力,包括VAS下支撐桿(Pin)、VAS R/B、UC R/B、 T/O[12-13]等,因此主要針對上述兩個方面驗證其對按壓漏光的影響。
3.1 輔助封框膠排布對按壓漏光的影響
參考其他1 225 mm(55 in)未發生不良產品的輔助封框膠設計,在1 225 mm(55 in)貼合產品上使用,如表1所示。兩種設計的輔助封框膠在面板的排布有所不同:量產設計周邊輔助封框膠貫穿整條邊,A系列和B系列之間、B系列和C系列之間多一條橫向輔助封框膠,新設計中所有輔助封框膠接口處均斷開。輔助封框膠能夠支撐對盒基板在搬送過程中的偏移以及有效防止TFT和CF基板剝離,量產設計中輔助封框膠在A、B系列和B、C系列之間增加一條輔助封框膠能更加有效地固化上下基板,防止基板偏移及剝離,故理論上量產設計輔助封框膠排布能更有效地減少外力影響,實際是量產設計產品反而發生按壓漏光,因此輔助封框膠排布應不是造成基板受力不均的原因。變更新設計后,漏光等級并未減輕或消失,進一步驗證了上述判斷。

表1 輔助封框膠排布對漏光的影響
3.2 封框膠固化前外部應力作用對按壓漏光的影響
在液晶滴注(One Drop Fill,ODF)制程工藝中,TFT和CF基板對盒后,通過VAS R/B取出成盒基板,經過T/O翻轉再通過UC R/B搬送進入紫外固化爐進行固化[14]。通過對比發現,不良發生位置與UC R/B有明顯接觸點,如圖9所示。因此首先討論UC R/B對基板應力的影響。

圖9 UC R/B與玻璃不良位置圖示Fig.9 Glass mapping of UC R/B with defect
3.2.1 UC R/B對漏光不良的影響

圖10 旋轉180°前后漏光位置Fig.10 Light-leakage position before and after rotating 180°
將成盒基板旋轉180°,確認旋轉后不良位置是否會發生變化,結果如圖10所示。玻璃基板旋轉180°后,漏光位置具有一定的對稱性,基本與旋轉前漏光位置一致。旋轉后,UC R/B與基板干涉點并無明顯變化,考慮到UC R/B和基板接觸的對稱性,說明UC R/B支撐點可能與本次漏光有關聯。嘗試對UC R/B做降速處理,在實驗室觀察漏光效果,如表2所示。對UC R/B降速處理后,不良程度并未減輕,因此UC R/B搬送速度不是造成本次按壓漏光的原因。

表2 UC R/B對漏光不良的影響Tab.2 Influence of light-leakage by UC R/B
3.2.2 VAS下Pin及VAS R/B對漏光不良的影響
TFT和CF基板VAS設備成盒后,需由VAS下Pin升至與VAS R/B交互位置,由VAS R/B取出成盒基板。在下Pin上升過程中,基板會受到下Pin向上的應力,為了確認基板排出時VAS下Pin及VAS R/B對基板受力的影響,針對VAS下Pin上升速度及VAS R/B取放速度進行調整測試,測試結果如表3所示。
根據表3可知,無論是VAS下Pin上升速度降低還是VAS R/B取放速度降低,或者是二者同時降速,5個測試條件均對按壓漏光無改善效果,說明VAS下Pin上升速度及VAS R/B取放速度不是造成按壓漏光的原因。

表3 VAS 下Pin及VAS R/B速度對漏光不良的影響Tab.3 Influence of VAS under Pin and VAS R/B on light-leakage
3.2.3 T/O對漏光不良的影響
成盒基板在翻轉過程中,由T/O下基臺支撐Pin承接對盒基板,同時支撐Pin對基板進行真空吸附,T/O上基臺的承接Pin下降,上下基臺的承接Pin對成盒基板施加壓力,T/O進行翻轉,支撐Pin翻轉后在基板上部,承接Pin在基板下部,支撐Pin放氣,基板因重力下落至承接Pin,再由UC R/B取出,因此T/O的翻轉模式以及支撐Pin和承接Pin之間的高度差值(Gap)也是影響基板受力的原因。為了確認T/O翻轉與否以及支撐Pin和承接Pin之間的Gap對漏光不良的影響,進行以下測試,如表4所示。
根據表4可知,在進行T/O不翻轉測試時,基板固定位置漏光等級為Level 1↑級,而Gap值調整后,基板固定位置發生的不良嚴重性均大于Level 2級,故通過T/O不翻轉生產能有效減輕漏光的發生,而T/O Gap值降低對減輕漏光不良的發生并無效果。結果表明,該不良的發生與T/O和支撐Pin及承接Pin之間的Gap值無關,與T/O是否翻轉有一定的關系。

表4 T/O對漏光不良的影響Tab.4 Influence of T/O on light-leakage
為確認T/O不翻轉是否對基板受力有改善作用,取顯示屏進行翹曲量測量,測量結果如圖11所示。對比圖12,T/O不翻轉模式生產成盒基板翹曲量最大值為0.2 mm,而量產模式最大翹曲量達0.3 mm,很明顯T/O不翻轉模式生產的成盒基板的變形更小。對比改善前后漏光現象,如圖13所示,翹曲量減小后,漏光程度明顯下降,整體達到客戶認可水平。因此T/O不翻轉能有效改善玻璃形變量,是改善漏光不良的有效方法之一。
3.3 改善機理研究
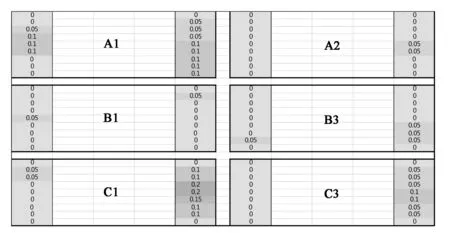
圖11 T/O不翻轉條件下的玻璃翹曲量Fig.11 Glass bending of non overturn type
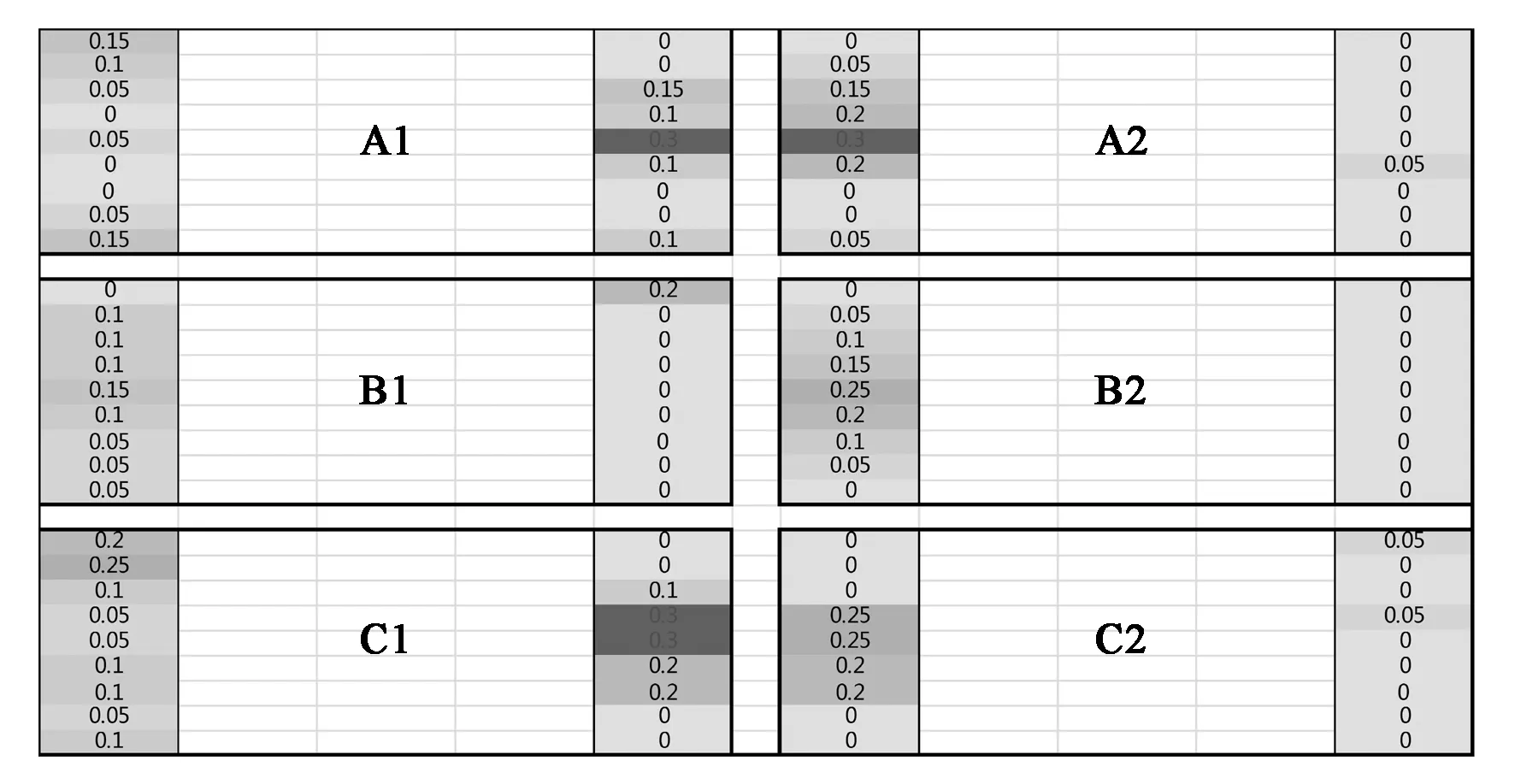
圖12 量產條件下的玻璃翹曲量Fig.12 Glass bending of MP type

圖13 改善前后的漏光現象Fig.13 Light-leakage before and after improvement
已明確T/O不翻轉模式是改善漏光不良的有效方式之一,但不良發生位置與T/O上的支撐點并無明顯干涉。在前文已討論過UC R/B上的支撐點與漏光位置匹配,可能與漏光不良有一定的關聯性。對不良位置與VAS R/B進行匹配,如圖14所示,漏光嚴重位置與VAS R/B間距較大的區域高度匹配。通過模擬基板在VAS R/B和UCR/B上的受力情況,如圖15、16所示,發現基板在VAS R/B和UC R/B上有受力疊加。VAS R/B取出基板后,由于機械手臂中間位置無支撐面,導致基板下垂,翻轉后UV R/B對該位置施加向上作用力,導致不良位置形變疊加,出現漏光。
針對VAS R/B間距過大問題,需增加VAS R/B對基板的支撐作用。但由于機械手臂與VAS設備內Pin的排布有干涉,已無位置在機械手臂上添加魚骨加強支撐。UC R/B間距因涉及T/O上的吸附墊片及UV設備內Pin位置干涉,也無法短期進行改善。最后通過導入T/O不翻轉模式,有效改善了固定位置形變過大的問題,減輕了漏光不良發生程度。
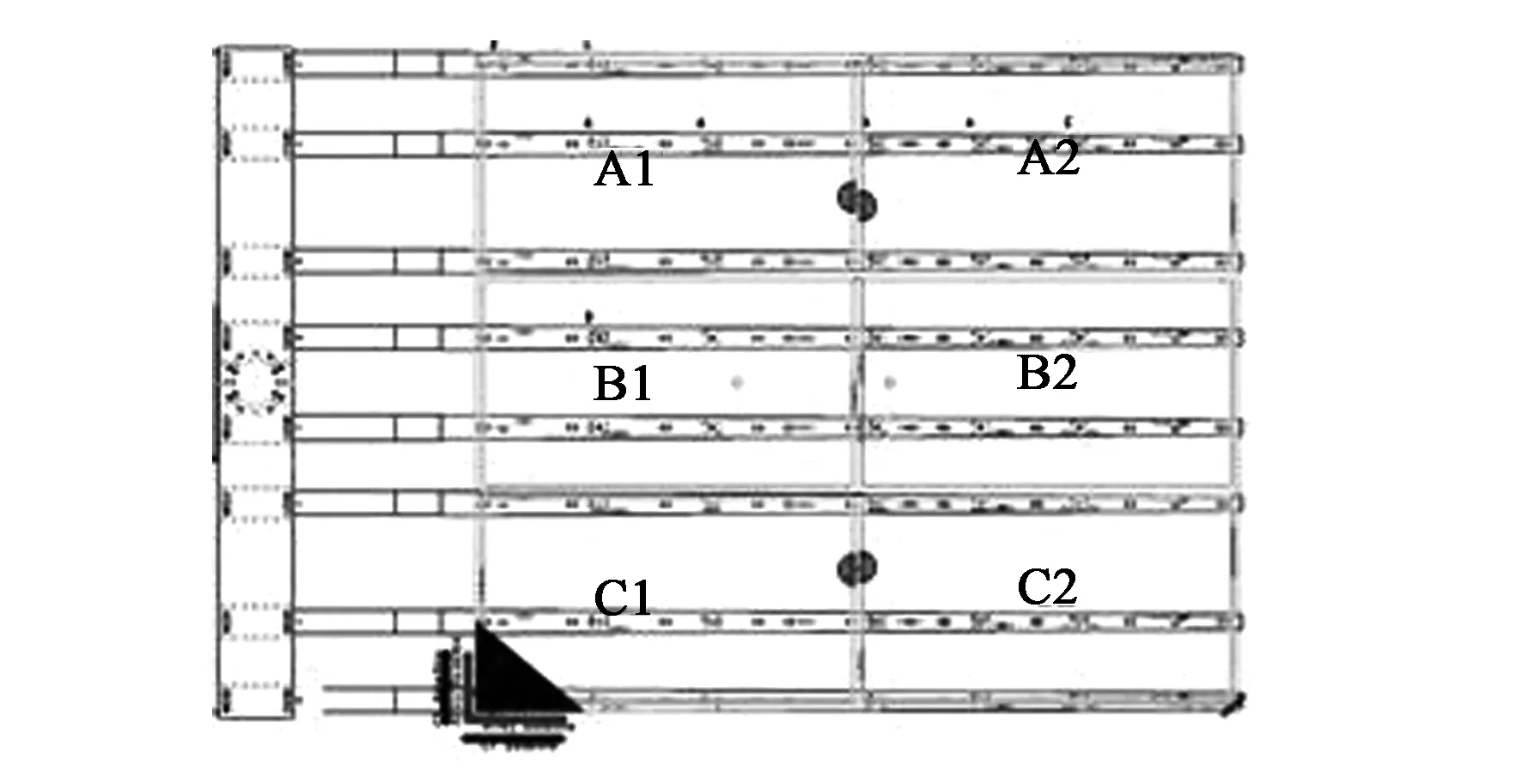
圖14 VAS機械手與基板不良位置匹配Fig.14 Glass mapping of VAS robot with defect

圖15 基板在VAS機械手手臂上Fig.15 Glass on VAS robot upper hand

圖16 基板在UV機械手手臂上Fig.16 Glass on UV robot hand
4 結 論
本文探討了8.5G工廠1 225 mm(55 in)貼合產品按壓漏光問題,通過對影響按壓漏光的各項因素進行分析,驗證了輔助封框膠、UC R/B取放速度、VAS下Pin上升速度及VAS R/B取放速度、T/O Gap及T/O運動方式對按壓漏光的影響。結果證明,T/O不翻轉模式對改善按壓漏光有較好的效果,漏光等級從L2下降至L1。結合對實際生產的影響和對比各項改善方案,成功導入T/O不翻轉的運營方式,有效降低了按壓漏光發生等級,為后續解決貼合產品類似問題積累了豐富經驗,具有較高的參考價值。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中國塑料(2016年3期)2016-06-15 20:30:00
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
電測與儀表(2015年5期)2015-04-09 11:30:52