某赤鐵精礦壓濾機濾餅帶式輸送機優(yōu)化改造探討
2020-08-03 06:12:44李澤理孔文杰
礦山機械 2020年7期
張 旺,李澤理,孔文杰
1洛陽礦山機械工程設計研究院有限責任公司 河南洛陽 471039
2中信重工工程技術有限責任公司 河南洛陽 471039
3礦山重型裝備國家重點實驗室 河南洛陽 471039
壓濾機在處理粒度較細、黏性較大的物料時,較其他脫水設備具有較好的效果[1-2]。某球團廠赤鐵精礦原料由于來料粒度較粗,經(jīng)磨礦分級達到-0.074 mm 占 80% 的粒度后,進入由濃縮機和壓濾機組成的脫水系統(tǒng)[3],最終產(chǎn)品為壓濾機濾餅,當濾餅達到含水率 ≤ 10% 的要求后,經(jīng)帶式輸送機輸送至下一作業(yè)工序。由于壓濾機為循環(huán)作業(yè),濾餅輸送機需要在限定時間內(nèi)將一個循環(huán)的處理量輸送完畢。通常壓濾機卸料時間較短,且多臺壓濾機并行運行時對帶式輸送機的運行參數(shù) (如輸送能力、帶速以及相關部件的結構等)要求較高。筆者針對壓濾機濾餅帶式輸送機在實際運行中出現(xiàn)的撒料及電動機頻繁跳停現(xiàn)象進行了分析,對現(xiàn)場整改措施及該類型帶式輸送機的選型設計進行了探討。
1 帶式輸送機設計參數(shù)
某赤鐵精礦二段脫水作業(yè)設計采用 6 臺 (5 用 1備)單臺過濾面積為 600 m2的全自動高效壓濾機,處理總礦石量為 200 t/h,每臺壓濾機產(chǎn)生的濾餅通過布置在其下方的帶式輸送機匯合至一條轉運帶式輸送機上,并輸送至料倉。壓濾機為循環(huán)作業(yè),其循環(huán)時間決定了濾餅帶式輸送機的輸送能力。每臺壓濾機的工作循環(huán)時間約為 30 min,其中卸料時間約為 2 min,一個循環(huán)產(chǎn)生的濾餅質量約為 24 t,壓濾機卸料部設有緩沖接料斗,其下部開口尺寸為寬 0.7 m、長 8 m,要求濾餅帶式輸送機需在 25~30 min 內(nèi)將一個壓濾循環(huán)產(chǎn)生的濾餅全部輸送完畢,且其受料段能夠承受每個循環(huán)約 24 t 的料壓。基于上述要求,選用的帶式輸送機相關技術參數(shù)如表 1 所列。

表1 帶式輸送機相關技術參數(shù)Tab.1 Related technical parameters of belt conveyor
2 帶式輸送機撒料問題
2.1 問題分析

圖1 帶式輸送機撒料現(xiàn)象Fig.1 Material spillage on belt conveyor
現(xiàn)場壓濾機產(chǎn)生的濾餅經(jīng)帶式輸送機輸送過程中出現(xiàn)了撒料現(xiàn)象,如圖 1 所示。帶式輸送機的工藝布置如圖 2 所示。從圖 2 可知,帶式輸送機導料槽內(nèi)的料層厚度由壓濾機濾餅接料斗下部開口與帶式輸送機帶面之間的距離決定 (約 330 mm),導料槽內(nèi)物料橫截面積經(jīng)過計算約為 0.321 5 m2,如圖 3 所示。濾餅出導料槽后帶式輸送機上的料層厚度由帶式輸送機的寬度、槽角、傾斜角度以及物料的動安息角決定,物料最大橫截面積經(jīng)計算約為 0.145 7 m2,如 4 所示。帶式輸送機導料槽內(nèi)物料橫截面積遠大于帶式輸送機上正常堆積物料的最大橫截面積,二者的料層厚度差異較大,且導料槽與頭部漏斗之間未連接,當物料輸送出導料槽后料層厚度無法繼續(xù)維持導致撒料。
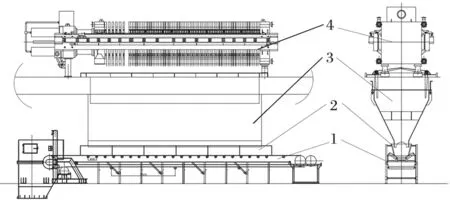
圖2 帶式輸送機的布置Fig.2 Layout of belt conveyor

圖3 帶式輸送機導料槽內(nèi)物料最大橫截面積Fig.3 Maximum cross-sectional area of material in guide groove of belt conveyor
解決帶式輸送機撒料現(xiàn)象主要有 2 種方案:方案一,控制導料槽外帶式輸送機上的料層厚度;方案二,導料槽全封閉設計,即將導料槽延長至頭部漏斗內(nèi)部靠近頭部滾筒的卸料點處。對于方案一,需要驗算帶式輸送機上物料正常堆積時的最大橫截面積能否滿足產(chǎn)量要求;對于方案二,需在現(xiàn)有導料槽與驅動滾筒之間增加槽形承載托輥,并將原有導料槽延長約 1 m,該方案對帶式輸送機各部件的承載能力以及驅動系統(tǒng)的要求均高于最初的設計值,因此綜合考慮改造工程量及可操作性,最終采用方案一進行優(yōu)化改造。

圖4 帶式輸送機上物料最大橫截面積Fig.4 Maximum cross-sectional area of material delivered on belt conveyor
帶式輸送機最大輸送量[4]

式中:Qm為帶式輸送機最大生產(chǎn)能力,kg/s;S為輸送帶上物料最大橫截面積,m2;v為帶速,m/s;k為傾斜系數(shù),由于該帶式輸送機傾角為 0°,故取值為1;ρ為物料堆密度,kg/m3。
按式 (1)計算得到帶式輸送機最大輸送量約為115.22 t/h,其 30 min 內(nèi)的輸送量約為 57.61 t,遠高于壓濾機每個循環(huán)的濾餅輸送量要求 (約 24 t)。因此,可通過控制導料槽外帶式輸送機上的料層厚度來解決運行過程中的撒料問題。
2.2 解決措施
為了控制物料出導料槽后在帶式輸送機上的料層厚度,在前段導料槽出口處增加可上下調節(jié)的擋料板,具體結構如圖 5 所示。擋料板上設有 3 列間隔 20 mm 的螺栓孔,上下調節(jié)擋料板將其上的螺栓孔與 2條橫置角鋼上預留的螺栓孔對齊,用螺栓緊固。
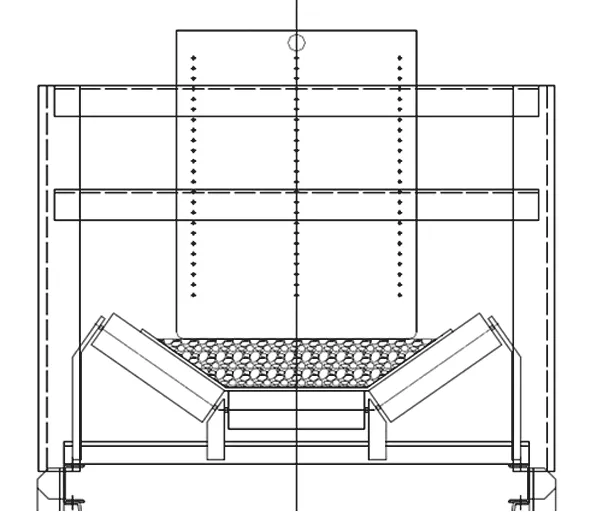
圖5 料層厚度調節(jié)擋料板結構示意Fig.5 Structural sketch of baffle for adjusting material layer thickness
帶式輸送機上物料的橫截面積最大時,物料頂部距離水平帶面的距離約為 250 mm,根據(jù)式 (1)反算,將一個循環(huán)產(chǎn)生的約 24 t 濾餅輸送完的時間約為 10 min,此時帶式輸送機的輸送能力高于設計值 (要求25~30 min),當多臺壓濾機同時卸料即帶式輸送機將物料同時輸送至轉運帶式輸送機時,轉運帶式輸送機所需的輸送能力將遠大于設計值,因此需要降低濾餅帶式輸送機的輸送量。通過將擋料板繼續(xù)下調至距離輸送帶水平面約為 130 mm,此時濾餅輸送完的時間約為 27 min,滿足濾餅帶式輸送機及轉運帶式輸送機的設計要求。
3 電動機跳停問題
3.1 問題分析
帶式輸送機撒料問題解決后,現(xiàn)場運行時帶式輸送機電動機頻繁跳停,按照表 1 設計參數(shù)計算[4],該帶式輸送機所需驅動功率約為 1.25 kW,遠低于其配套電動機的額定功率 5.5 kW。根據(jù)空載試車時電動機的運行電流達 7.2 A (約 62% 額定電流)可以斷定,該帶式輸送機的驅動系統(tǒng)未能滿足其額定的性能要求,造成跳停的原因是,帶式輸送機的荷載超過了其配套驅動系統(tǒng)的能力。因此,為了能夠連續(xù)生產(chǎn)且解決電動機的頻繁跳停問題,須降低帶式輸送機的荷載。
帶式輸送機的荷載主要來源于接料斗中濾餅在帶式輸送機上的垂直料壓、物料與導料槽側板以及物料與輸送帶之間的摩擦力,因導料槽外料層厚度調節(jié)擋板使出料口變小,阻止了物料的正常運行,使得物料與導料槽側板和輸送帶之間的摩擦力更大。因此,減小輸送帶的負荷是解決電動機頻繁跳停的關鍵,而減小輸送帶負荷主要通過以下 2 個方面:
(1)減小輸送帶上的垂直料壓 可通過縮小接料斗的下料口尺寸,使接料斗承受部分料壓,從而減小輸送帶上的承壓面積,并在接料斗卸料口處增加傾斜的承壓板,進一步減小濾餅在輸送帶上的料壓。
(2)減小物料與導料槽和輸送帶之間的摩擦力 物料與導料槽和輸送帶之間的摩擦力與料層厚度以及物料的物理性質有關,減小摩擦力主要通過降低料層厚度、減小物料與導料槽和輸送帶之間的接觸面積來實現(xiàn),因此考慮縮短接料斗的卸料口與輸送帶之間的距離,盡量減小物料在輸送帶上的橫截面積,進而減小物料與導料槽和帶面之間的接觸面積。
3.2 解決措施
減小輸送帶負荷的改造方案如圖 6 所示。通過增加鋼板 1、鋼板 2,同時結合現(xiàn)場實際尺寸,將接料斗卸料口與帶面之間的距離從 330 mm 降至約200 mm,接料斗的短邊開口尺寸由 700 mm 降至 373 mm,此時物料與導料槽未接觸,為了應對將來可能出現(xiàn)的接料口下部堵塞問題,拆除導料槽,以便于清理堵塞。在接料斗卸料口處平行于料斗短邊的方向增加鋼板 3,其與水平方向呈 65°夾角,間隔 800 mm均勻布置,落料處設計在緩沖托輥上 (緩沖托輥間距400 mm),該設計將物料在帶式輸送機運行方向的長度由 7 998 mm 減小至 6 342 mm。經(jīng)過實際運行驗證,該方案解決了電動機頻繁跳停的問題。

圖6 優(yōu)化改造方案示意Fig.6 Sketch of optimization reformation scheme
4 帶式輸送機選型及設計探討
由于壓濾機是周期性作業(yè),濾餅帶式輸送機的輸送能力應大于壓濾機一個周期的濾餅產(chǎn)量,壓濾機一個周期的時間越短,所需帶式輸送機的輸送能力越大;多條濾餅帶式輸送機匯合到一條轉運帶式輸送機上時,轉運帶式輸送機的輸送能力應能滿足多臺壓濾機同時卸料時的濾餅產(chǎn)量。濾餅帶式輸送機的帶速應嚴格限制,因為帶速較高時對后續(xù)轉運帶式輸送機的輸送量要求過高,從而導致選用的規(guī)格較大;帶速較低時,濾餅帶式輸送機的規(guī)格相對較大,同時會使得驅動系統(tǒng)中的減速器、電動機等規(guī)格相應增大。因此,帶式輸送機的帶速建議按照其輸送能力,在壓濾機一個周期內(nèi)將濾餅輸送完畢進行設計。
壓濾機的濾餅卸料時間較短,建議壓濾機下部設置緩沖接料斗,接料斗下部設置傾斜擋板,保證下料通暢的同時能夠減小卸料時濾餅對帶式輸送機受料段的沖擊,并降低帶式輸送機的電動機負荷;驅動系統(tǒng)選擇時,應考慮到接料斗內(nèi)物料在帶式輸送機上的料壓,滿足帶載啟動及帶載運行;與接料斗連接的帶式輸送機導料槽建議設置為全封閉結構,即從受料點延伸至頭部滾筒卸料點,避免在物料輸送過程中撒料,同時能夠增大帶式輸送機上物料的橫截面積,帶速一定時相應降低了帶式輸送機的規(guī)格。
5 結論
(1)帶式輸送機導料槽內(nèi)物料的橫截面積遠大于導料槽外輸送帶上物料的最大橫截面積,料層厚度懸殊,且導料槽與頭部漏斗之間未連接是造成帶式輸送機撒料的主要原因。通過在前段導料槽外增加可上下調節(jié)的擋料板,來控制輸送帶上的料層厚度,解決了帶式輸送機撒料的問題。
(2)帶式輸送機頻繁跳停的主要原因是荷載超過了驅動系統(tǒng)的能力,通過改造接料斗卸料口相關尺寸,并增加傾斜的承壓板,降低物料在帶式輸送機上的垂直料壓負荷;減小料斗卸料口與帶面之間的距離,從而降低料層厚度以及物料與導料槽和輸送帶的接觸面積,達到了降低輸送帶負荷的目的,解決了電動機頻繁跳停的問題。
(3)壓濾機濾餅輸送帶式輸送機選型時,帶速的選擇較為關鍵,建議按照其輸送能力在壓濾機一個周期內(nèi)將濾餅輸送完畢進行設計;多臺壓濾機濾餅匯合至轉運帶式輸送機時,轉運帶式輸送機的輸送能力應能滿足多臺壓濾機同時卸料時的產(chǎn)能;濾餅帶式輸送機的帶速確定后,為了增加其輸送能力,建議導料槽全封閉設計,增加物料橫截面積的同時能夠避免撒料。