大尺寸陶瓷產品熱壓鑄成型的熱脫脂研究
2020-08-02 10:45:41武振飛張弘毅陸麗芳
江蘇陶瓷 2020年3期
武振飛 張弘毅 陸麗芳
摘? 要? 本文結合熱壓鑄陶瓷喂料的DSC-TGA熱分析曲線,研究溫度、升溫速率、填料粒度等因素對大尺寸熱壓鑄陶瓷坯體的熱脫脂影響,在此基礎上設計了有利于大尺寸熱壓鑄坯體脫脂的溫度曲線,并且進行了驗證。
關鍵詞? 大尺寸陶瓷產品;熱脫脂;填料;升溫速率
0? 引? 言
熱壓鑄成型是陶瓷生產中一種低成本、高效率的成型方法,適合于形狀復雜的陶瓷制品的生產。脫脂是采用熱壓鑄成型的陶瓷生產工藝的關鍵步驟之一,常用的埋粉脫脂是一種熱脫脂方法,即把熱壓鑄成型的坯體置于埋燒粉中,通過加熱使坯體中的粘結劑蒸發或發生熱解生成氣體產物,并在毛細管力的作用下從坯體內部向外傳輸,最后散發到坯體周圍的氣氛中,達到粘結劑脫除的目的。脫脂過程伴隨著一系列物理、化學變化,如果控制不當,坯體很容易發生鼓泡、開裂等缺陷,對產品的性能產生影響。
我們在對大尺寸厚壁熱壓鑄陶瓷坯體進行熱脫脂時遇到了較大的問題,根據產品尺寸的增大變厚,將熱脫脂的時間大幅增加,結果坯體仍然出現流蠟、剝皮、開裂等脫脂缺陷,懷疑升溫制度設計不合理,尤其是在關鍵溫度區間升溫速率不合理。因此,通過溫度、升溫速率、填料粒度等因素對大尺寸厚壁產品的脫脂研究,設計出合理的脫脂升溫曲線。
1? 實驗部分
實驗選用的陶瓷粉體是由熔融石英和其它硅酸鹽礦物充分混合而成的,粘結劑的主要成分是蜂蠟,還含有分散劑、乙烯-醋酸乙烯共聚物(EVA)和低密度聚乙烯(LDPE)等改性添加劑。將粉體加入熔融的粘結劑并充分混合得到成型用的蠟基喂料。
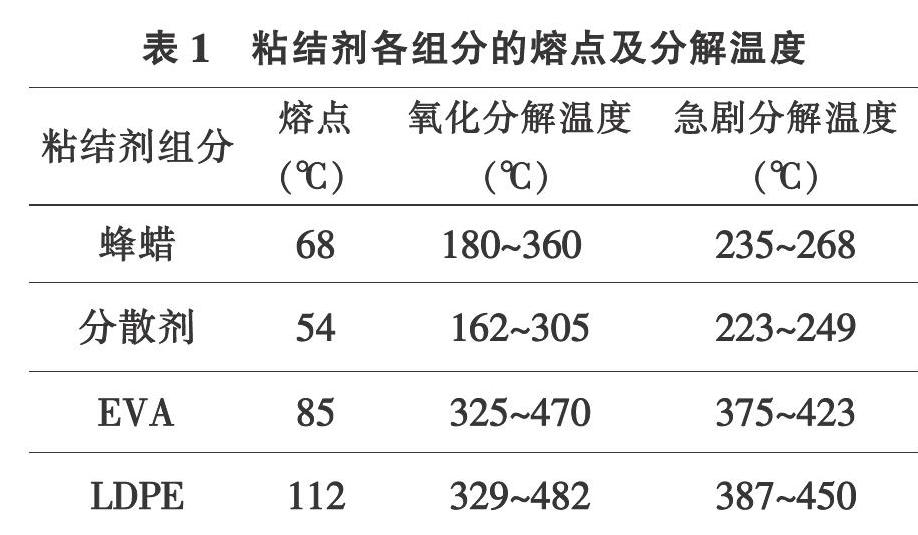
本實驗所用粘結劑各組分的熔點及熱分解溫度如表1所示。實驗所采用脫脂工藝,是將熱壓鑄成型機上成型的(其中粉體和粘結劑的質量比為83.5:16.5)大尺寸陶瓷坯體放置在脫脂爐中,按照設定的升溫曲線進行埋粉脫脂,埋粉所用的填料為煅燒高嶺土。
2? 結果與討論
2.1坯體的脫脂機理
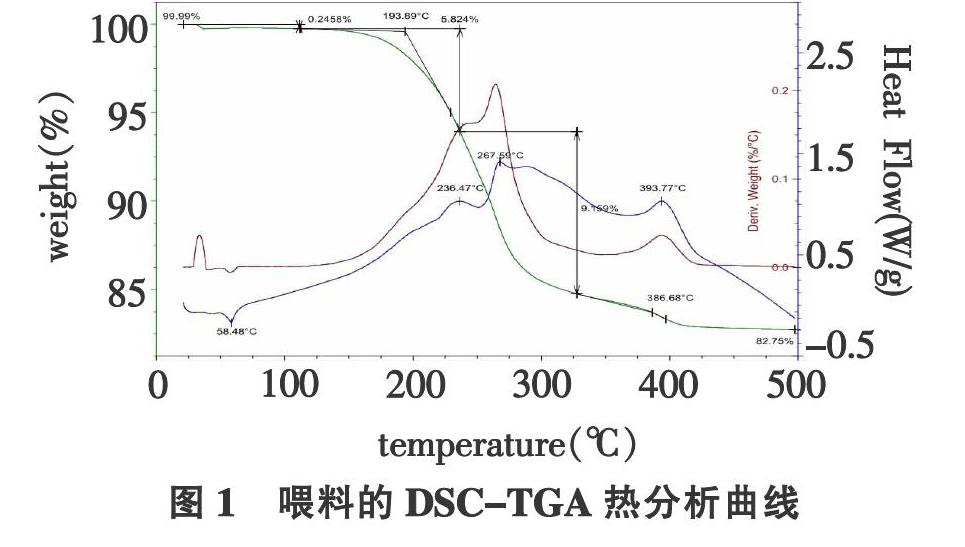
圖1為喂料的DSC-TGA熱分析曲線,由圖可知,在58 ℃左右出現吸熱峰,同時樣品開始出現失重。58 ℃到150 ℃之間,曲線變化較為平緩,沒有特別熱效應出現,其失重是低分子有機物以液態流動形式離開樣品進入到填料中,在200 ℃到275 ℃時,樣品出現劇烈的失重現象,同時在236 ℃和267 ℃兩個溫度點附近有兩個大的放熱峰,分別對應分散劑和蜂蠟的熱分解溫度,在300 ℃到400 ℃溫度范圍內,樣品的失重率逐漸降低,主要是高分子有機物的脫除,400 ℃以后曲線保持平緩,樣品質量不再變化,粘結劑完全脫除。
喂料的熱分析曲線說明粘結劑的失重與溫度不是線性關系,在不同的溫度區間要控制不同的升溫速率,因此需要制定合適的升溫曲線才有利于脫脂。
2.2溫度對坯體中粘結劑殘留率的影響
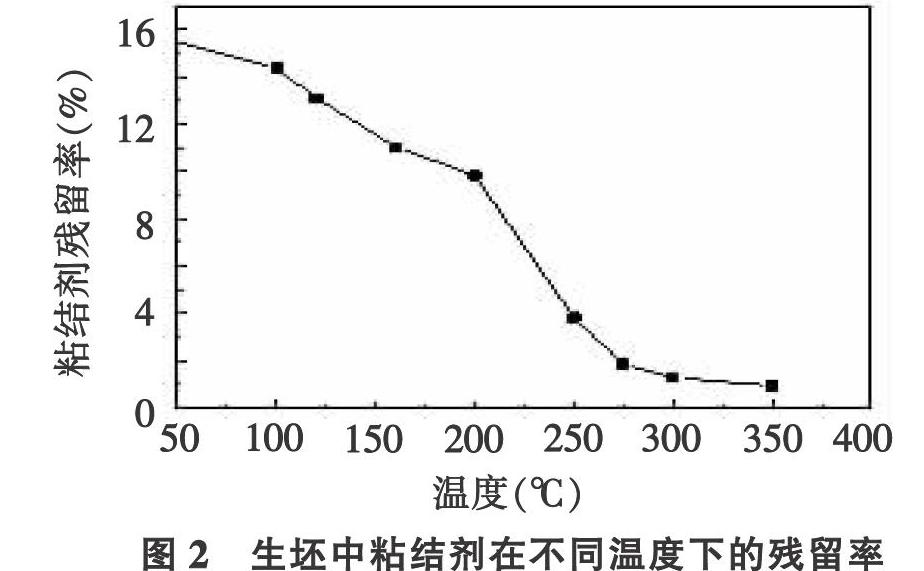
圖2為升溫速率為8 ℃/h坯體中粘結劑的殘留率隨溫度的變化曲線。由圖可知,坯體中粘結劑殘留率隨溫度的升高逐漸減少。160 ℃之前,坯體中的低分子有機物緩慢熔化成液態,在毛細管力的作用下,坯體表面的液態粘結劑被包裹坯體的填料吸附,并轉移擴散到填料中,并在坯體表面形成孔隙,繼而坯體表面孔隙形成的毛細管力使生坯內部的液相部分不斷向外流動,而該孔隙則不斷向坯體內部擴展;160 ℃到200 ℃,粘結劑的殘留量變化速率漸緩,這是由于從坯體進入填料中蠟的數量小于蠟從填料中汽化蒸發的數量,使得蠟在填料中富集,脫脂效率降低[6,7],此溫度下應保溫適當的時間,以保證蠟從坯體進入填料中的數量和蠟從填料中汽化蒸發的數量達到動態平衡;200 ℃到275 ℃,液態蠟基粘結劑的遷移和揮發速度隨溫度升高而提高,坯體的脫脂速率加快,質量損失率急劇增加,與DSC-TGA熱分析中的TGA曲線劇烈失重溫度區間相對應,坯體中的蠟在這一溫度區間發生斷鏈分解反應,是最容易產生開裂、鼓泡等缺陷的階段,升溫速率要更慢。在300 ℃時,坯體的質量損失率達到92.24%,粘結劑基本上被排除,坯體中會殘留一些骨架粘結劑,保證坯體有適當的強度。
隨溫度的升高,坯體中粘結劑的殘留率先緩慢減小,再急劇減少,最后再緩慢減少,直到粘結劑完全脫除。其中在200 ℃~275 ℃之間急劇變化,因此該階段脫脂升溫速率要緩慢。
2.3升溫速率對坯體脫脂率的影響
圖3為坯體在不同升溫速率下各個溫度點脫脂率變化曲線。從圖3中可知,升溫速率越快,坯體在各溫度點所對應的脫脂率越低。
三種升溫速率在120 ℃之前所對應的脫脂率相當,120 ℃之后,以6 ℃/h為升溫速率所對應的坯體脫脂率要明顯高于以8 ℃/h和10 ℃/h為升溫速率所對應的脫脂率,雖然升溫速率提高,粘結劑的脫除速率增大,但各溫度點粘結劑的脫除量減少。這是因為當升溫速率增大時,液相粘結劑在低溫的流動速率也會相應的增大,這就導致在較高的溫度時,粘結劑會發生比較劇烈的熱分解反應,所產生的氣體會對生坯中尚未形成或剛剛形成的孔隙造成破壞,從而減緩液相和氣相粘結劑在孔隙通道中傳輸速度,使得脫脂效率降低。
2.4填料粒度對坯體脫脂率的影響
圖4是不同填料粒度下的坯體脫脂率曲線。由圖4可知,120 ℃之前,三種粒度的填料脫脂能力相當,溫度高于120 ℃時,粒度較細的填料脫脂效果好。
填料粒度的大小直接影響填料比表面積的大小和毛細管作用力的強弱,所以對其吸附能力有很大的影響。當溫度低于120 ℃時,主要靠坯體內孔隙形成的毛細管力使生坯內部的液相部分不斷向外流動,所以填料的吸附能力對其影響不大;當溫度高于120 ℃時,坯體中的蠟料逐漸被填料吸附,填料顆粒所形成的毛細管對液相的抽吸起主要作用,故填料的粒度越細,比表面積越大,其吸附能力越強,脫脂的效果越好。