水冷銅坩堝中紫銅與不銹鋼焊接工藝研究
2020-07-30 14:04:34蔡鵬楊乾剛
科技視界 2020年19期
蔡鵬 楊乾剛
摘 要
本文對(duì)紫銅與不銹鋼的焊接工藝進(jìn)行研究,通過對(duì)銅鋼焊接過程中常見問題分析,設(shè)計(jì)了單一因素對(duì)比試驗(yàn),通過試驗(yàn)研究確定了紫銅、不銹鋼焊接的基本工藝參數(shù)范圍。通過進(jìn)一步對(duì)不同焊接速度、送絲速度、焊槍角度下,各組織的宏觀形貌照片進(jìn)行分析研究,最終獲得了最優(yōu)焊接工藝參數(shù)為焊接電流170A,焊接電壓15.8V,送絲速度7.3m/min,焊接速度35cm/min,焊槍角度90°左右。
關(guān)鍵詞
紫銅;不銹鋼;焊接
中圖分類號(hào): TG444.74? ? ? 文獻(xiàn)標(biāo)識(shí)碼: A
DOI:10.19694/j.cnki.issn2095-2457.2020.19.030
0 前言
銅的物理特性如熔點(diǎn)、熱導(dǎo)率、線膨脹系數(shù)及力學(xué)性能與鋼的相關(guān)特性有較大差異,此種性質(zhì)對(duì)銅和鋼的焊接增加了一定的難度,導(dǎo)致了銅和鋼在焊接過程中很容易出現(xiàn)不同形態(tài)的裂紋和變形。對(duì)高溫狀態(tài)下銅和鐵的微觀結(jié)構(gòu)進(jìn)行分析發(fā)現(xiàn),在高溫狀態(tài)下,它們的原子半徑、晶格類型和常數(shù)及外層電子數(shù)都較為接近,這種特性表明了銅和鋼在一定高溫下是可以焊接的,因?yàn)橄嗨频奈⒂^結(jié)構(gòu)有利于原子間的擴(kuò)散[1]。對(duì)銅和鐵的相圖進(jìn)行分析,在液態(tài)時(shí),Cu與Fe是無限互溶,在固態(tài)時(shí)為有限互溶,且不形成脆性的金屬間化合物,以雙相組織存在[2],此種性質(zhì)進(jìn)一步表明銅和鋼焊接是可行的,可以形成性能優(yōu)異的銅鋼復(fù)合部件。
在銅鐵焊接過程中,常見的問題有焊縫的熱裂傾向、近縫區(qū)的滲透裂紋、熔合區(qū)變形、氣孔傾向、接頭性能下降傾向,以上各種問題,如果過度發(fā)展,都會(huì)導(dǎo)致銅鐵焊接質(zhì)量下降,甚至出現(xiàn)在焊接位置存在空洞的現(xiàn)象,為解決以上問題,開展了紫銅和不銹鋼焊接工藝的研究。
本文針對(duì)銅鋼焊接過程中的常見問題,開展了單因素焊接實(shí)驗(yàn),對(duì)焊縫成型效果影響較大的工藝參數(shù)進(jìn)行了研究,通過多搭接接頭焊接后的組織和性能分析,優(yōu)選出了銅鋼焊接的關(guān)鍵工藝參數(shù)。
1 銅鐵焊接常見問題原因分析
銅鐵焊接過程中常見的問題在前言部分做了說明,針對(duì)不同問題做相應(yīng)的原因分析。
對(duì)于焊縫的熱裂傾向,主要是焊接過程中產(chǎn)生的熱應(yīng)力集中導(dǎo)致的,原料或焊料中的有害雜質(zhì)元素與銅或鐵結(jié)合形成了低熔點(diǎn)共晶體或脆性化合物,此種組織狀態(tài)易對(duì)銅鐵形成的固溶體造成破壞,產(chǎn)生焊接應(yīng)力,導(dǎo)致焊接過程中產(chǎn)生熱裂紋。為此,在焊接過程中,對(duì)原材料的成分進(jìn)行嚴(yán)格控制,并在焊接前進(jìn)行預(yù)熱,減少焊接應(yīng)力的存在。
對(duì)于在焊縫附近產(chǎn)生的滲透裂紋,分析原因?yàn)樵诤附拥倪^程中,焊接電流不合適或者是焊接結(jié)束后,冷卻方式不合適,這就容易使得在結(jié)晶的過程中,在金屬組織上產(chǎn)生缺陷,這種缺陷主要表現(xiàn)為在鐵的結(jié)晶表面出現(xiàn)微小的裂口,在焊接時(shí),熔化的銅液滲入微小的裂口,深入裂口的銅液會(huì)沿著晶界繼續(xù)前進(jìn),導(dǎo)致鐵結(jié)晶表面的晶界能下降,再由于焊接拉應(yīng)力的作用,在焊接接口附近產(chǎn)生滲透裂紋[4]。
對(duì)于熔合區(qū)出現(xiàn)形變的問題,分析原因主要是由于銅金屬與鐵金屬的導(dǎo)熱率和收縮率存在較大的差異。鋼材的導(dǎo)熱率比銅的導(dǎo)熱率要小得多,約為銅的十分之一作用,在進(jìn)行銅鐵焊接的過程中,大量的熱量會(huì)從母材散失,使得焊接溫度不能達(dá)到焊接所需要的熔化溫度,導(dǎo)致焊材之間熔合困難。同時(shí)由于銅金屬的線膨脹系數(shù)和收縮率一般要比鐵大,約為一倍,若在進(jìn)行焊接作業(yè)時(shí),銅鐵的接頭處及周邊未進(jìn)行約束,在焊接時(shí)將容易造成熔合區(qū)變形[4]。針對(duì)以上問題,在焊接時(shí),對(duì)母材進(jìn)行預(yù)熱處理,并設(shè)計(jì)工裝,約束焊接接頭,防止變形。
2 試驗(yàn)材料及其預(yù)處理
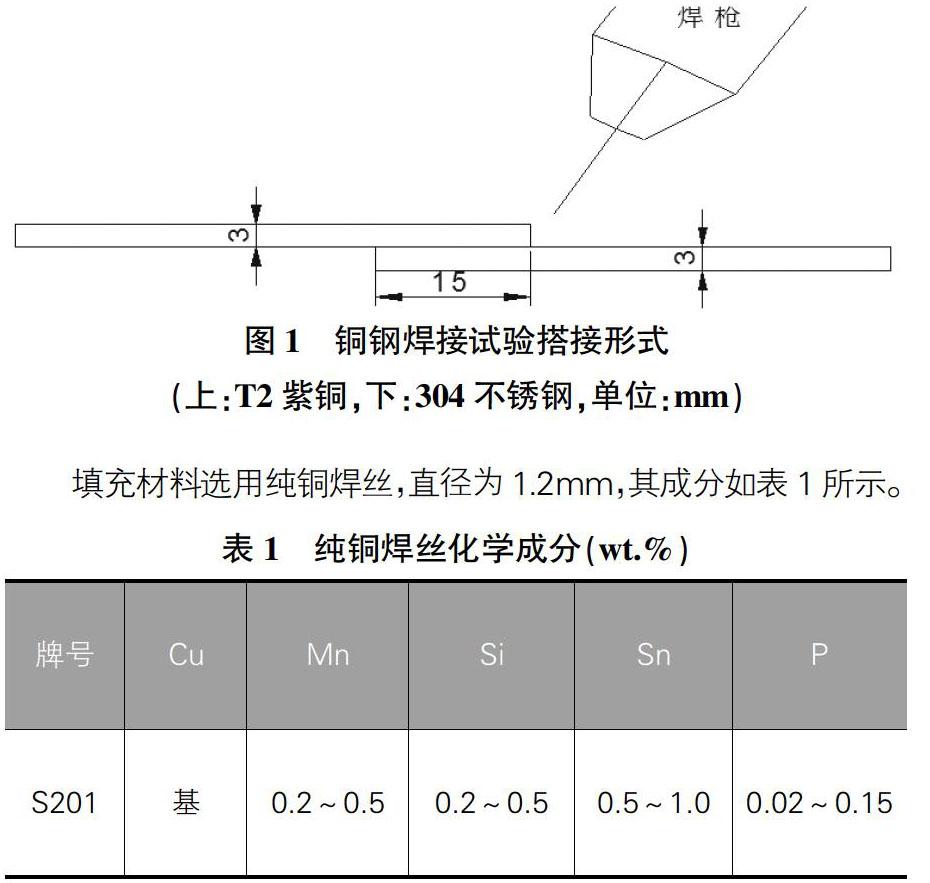
試驗(yàn)材料使用了T2紫銅和304不銹鋼,將不銹鋼和紫銅如下圖所示搭接,進(jìn)行焊接,紫銅試驗(yàn)板規(guī)格為50mm×30mm×3mm,不銹鋼試驗(yàn)板規(guī)格為50mm×30mm×3mm。
填充材料選用純銅焊絲,直徑為1.2mm,其成分如表1所示。
在焊接前,需要對(duì)試驗(yàn)用金屬板進(jìn)行表面清理,通過打磨機(jī)對(duì)銅板和鋼板的待焊接區(qū)域進(jìn)行打磨清理,去除其表面的氧化膜與吸附層,打磨后再用丙酮擦拭,做進(jìn)一步的清理后開始焊接作業(yè),以此保證焊縫質(zhì)量。
3 焊接工藝研究
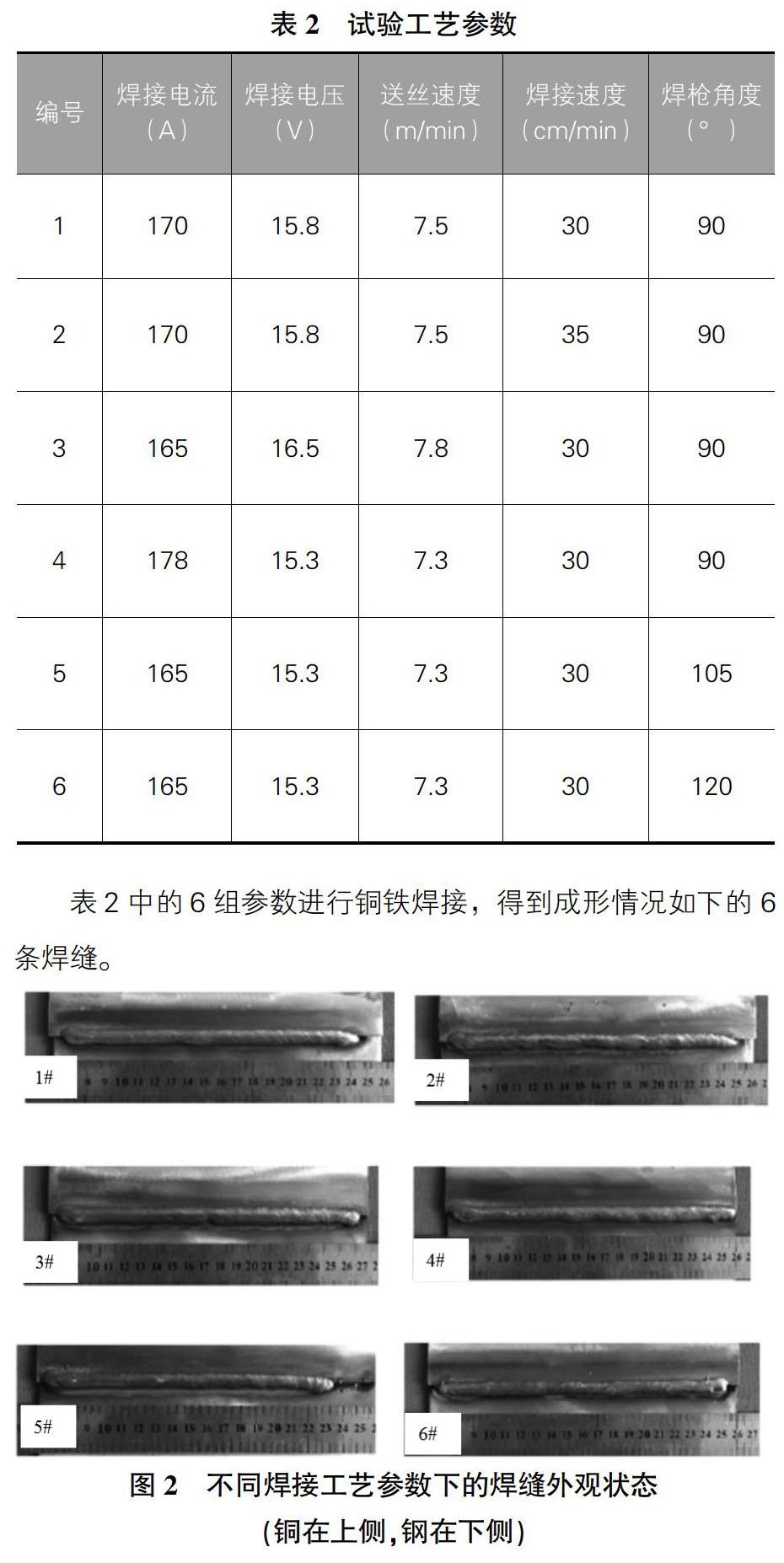
在利用焊機(jī)進(jìn)行焊接作業(yè)時(shí),關(guān)鍵工藝參數(shù)有焊接電流、焊接電壓、焊接速度送絲速度、和焊槍的角度,不同工藝參數(shù)對(duì)最終的焊縫質(zhì)量均存在影響,主要影響為焊接成形,焊接組織及接頭強(qiáng)度等方面。通過對(duì)焊縫成形的影響研究,確定出可以形成良好成形效果的工藝參數(shù)。下表為初步選擇的焊接工藝參數(shù),用以進(jìn)行銅鐵焊接試驗(yàn)。
表2中的6組參數(shù)進(jìn)行銅鐵焊接,得到成形情況如下的6條焊縫。
1#、2#樣品的焊接速度不同,其他參數(shù)相同,3#樣品的焊接參數(shù)中電壓較高,電流較小,4#樣品的焊接參數(shù)中電壓較低,電流較大,5#、6#樣品除焊槍角度不同外,其他參數(shù)相同。從以上不同參數(shù)的焊接成形外觀來看,當(dāng)焊接的送絲速度保持7.5m/min,焊槍角度保持90°時(shí),焊接速度越大,焊縫余高隆起越低,焊縫的寬度越窄,但整體成形效果尚可。保持焊接參數(shù)中的焊接速度為30cm/min,焊槍角度為90°,同時(shí)改變送絲速度,隨著送絲速度的變化,余高也發(fā)生了變化,隨送絲速度的變快,余高也變得飽滿,當(dāng)送絲速度達(dá)到一定值后,余高出現(xiàn)過高顯現(xiàn),焊縫填充量出現(xiàn)過多現(xiàn)象,這會(huì)導(dǎo)致焊縫寬度不均勻,因此在焊接過程中,要保持送絲速度合適,這樣才能保證余高隆起美觀,焊縫寬度均勻,通過對(duì)樣品對(duì)比發(fā)現(xiàn)送絲速度在7.3~7.5m/min較為合適。對(duì)焊槍角度不同的樣品進(jìn)行對(duì)比分析,發(fā)現(xiàn)焊槍角度不合適容易導(dǎo)致焊接過程不穩(wěn)定,焊縫寬窄不均勻,若焊槍角度過大或者過小,在焊接過程中可能出現(xiàn)保護(hù)效果不佳,導(dǎo)致焊接出現(xiàn)咬邊、熔合不充分或者氣孔等缺陷,通過對(duì)比確定焊槍角度在90°~105°較為合適。
通過對(duì)以上結(jié)果分析,初步確定銅鐵焊接的主要工藝參數(shù),即焊接速度30~35cm/min,送絲速度7.3~7.5m/min,焊槍角度90°~105°。
4 焊接接頭組織結(jié)構(gòu)分析
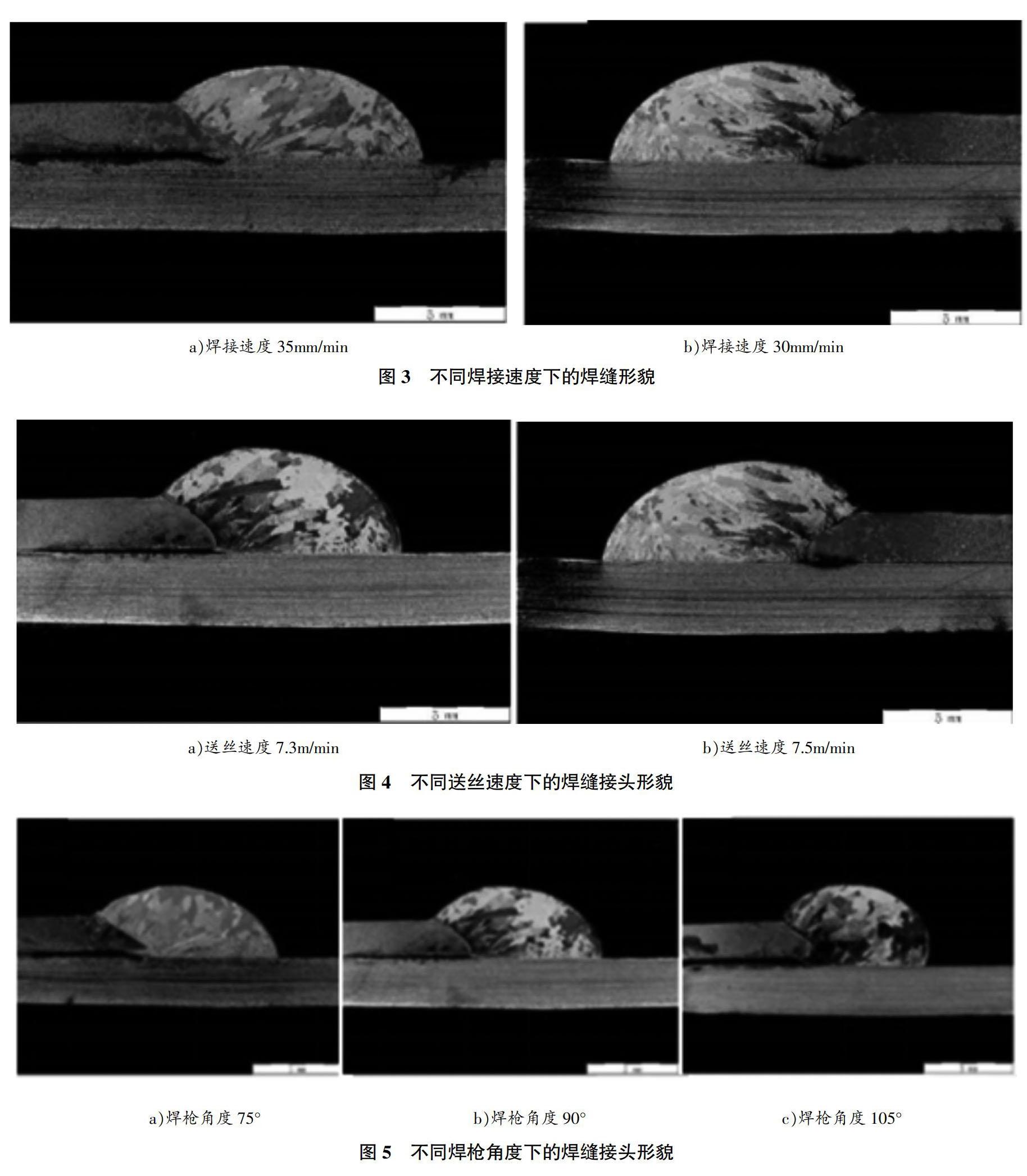
為進(jìn)一步分析焊縫的焊接質(zhì)量,對(duì)采用以上參數(shù)獲得的樣品開展宏觀形貌分析,圖3中圖片為焊接速度不同,送絲速度和焊槍角度保持不變的焊接樣品接頭宏觀形貌。
對(duì)在不同焊接速度下樣品的鋪展效果進(jìn)行對(duì)比,發(fā)現(xiàn)焊接速度在35cm/min時(shí),鋪展寬度較焊接速度30cm/min為增大趨勢(shì)。在送絲速度維持不變的情況下,,余高的尺寸將會(huì)出現(xiàn)隨焊接速度減小增大的趨勢(shì),余高尺寸過大在一定程度上影響了焊縫的美觀,更使得在焊縫中產(chǎn)生缺陷的可能性增加,從而進(jìn)一步導(dǎo)致接頭的應(yīng)力集中現(xiàn)象。同時(shí)隨著焊接速度的減小,焊接過程中的熱輸入將更多,熱輸入的增加對(duì)銅一側(cè)熱影響區(qū)的性能會(huì)造成不好的影響,使得銅側(cè)的更加薄弱。同時(shí)在焊接速度為35cm/min時(shí),接頭上接觸角的度數(shù)為銳角,這有利于減小接觸處的應(yīng)力集中的現(xiàn)象,因此優(yōu)選焊接速度為35cm/min。
為進(jìn)一步研究不同送絲速度對(duì)焊接的影響,保持焊接速度為35cm/min,焊槍角度為90°,觀察接頭的宏觀形貌,如圖4所示。
通過對(duì)不同送絲速度下接頭處的鋪展效果進(jìn)行對(duì)比,發(fā)現(xiàn)隨著送絲速度的增大,鋪展寬度幾乎維持不變,余高尺寸由于進(jìn)料變多,出現(xiàn)增大的趨勢(shì),余高增大對(duì)在接頭處產(chǎn)生缺陷的可能性增大,并容易造成接頭處的應(yīng)力集中。同時(shí)送絲速度增大,焊接所需要的電流也要相應(yīng)的增大,從而提高了焊接過程中的熱輸入,熱輸入對(duì)銅側(cè)的熱影響區(qū)的性能會(huì)造成一定的不良效果,因此在送絲速度滿足進(jìn)料要求的情況下,選擇較小的送絲速度,即7.3m / min。
為研究不同焊槍角度下焊接效果,保持焊接速度和送絲速度一致,對(duì)焊槍角度從75°~105°的焊接接頭宏觀形貌進(jìn)行觀察,如圖5所示。
對(duì)在不同焊槍角度下的焊縫鋪展寬度進(jìn)行對(duì)比發(fā)現(xiàn),焊槍角度改變對(duì)鋪展寬度的影響不大,在為鈍角時(shí)鋪展寬度較小,這導(dǎo)致了焊絲熔化后越堆越高,使得余高變大。對(duì)不同焊槍角度下焊接接頭的宏觀形貌圖片進(jìn)一步觀察發(fā)現(xiàn),在焊槍角度為90°時(shí),焊接接頭之間的接觸角較75°和105°都較大,而接觸角越大相對(duì)來講焊接質(zhì)量越好,所以焊槍角度選擇接觸角最大的90°左右。
通過宏觀形貌的對(duì)比分析,最終確定焊接工藝參數(shù)為焊接電流取170A,焊接電壓取15.8V,送絲速度控制在7.3m/min,焊接速度控制在35cm/min,焊槍角度保持在90°左右。
5 結(jié)論
(1)通過對(duì)焊接電流、焊接電壓、送絲速度、焊接速度和焊槍的角度進(jìn)行試驗(yàn)研究,確定了紫銅與不銹鋼搭接的基本工藝參數(shù)范圍。
(2)通過研究不同焊接速度、送絲速度、焊槍角度下,各組織的宏觀形貌照片,獲得了最優(yōu)焊接工藝參數(shù)為焊接電流取170A,焊接電壓取15.8V,送絲速度控制在7.3m/min,焊接速度控制在35cm/min,焊槍角度保持在90°左右。
參考文獻(xiàn)
[1]艾建玲,楊永福,盧立申.銅-鋼復(fù)合板管板接頭的焊接技術(shù)[J].2000,29(3)13~14.
[2]吳博文.銅—鋼異種金屬雙絲焊工藝研究[D].南京理工大學(xué),2009.
[3]呂世雄,楊士勤,王海濤,薛承博.堆焊銅合金/CrMnSi接頭的界面結(jié)構(gòu)特征[J].焊接學(xué)報(bào),2007,28(2):63~68.
[4]張希川,安振之,馬學(xué)智.銅-鋼焊接時(shí)防止裂紋產(chǎn)生的措施[J].沈陽工業(yè)大學(xué)學(xué)報(bào),2000,22(2):125~126.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:00
