
差速器軸承內圈壓裝異響的研究
2020-07-24 08:10:22黃祖思麥承賢梁甲李懷習李哲宇董恒波
時代汽車 2020年10期
黃祖思 麥承賢 梁甲 李懷習 李哲宇 董恒波
摘 要:變速器中的軸承為精密零件,裝配過程極為關鍵。本文簡述一種差速器軸承內圈壓裝工藝的分析及研究,在保證差速器軸承裝配性能的同時,提升裝配質量及生產效益。
關鍵詞:差速器軸承;內圈;壓裝;異響
1 引言
軸承是現代汽車中一種很重要的零部件,在前驅汽車變速器的差速器上,常選用的軸承為圓錐滾子軸承,配合方式為過盈配合,裝配方式為伺服壓機壓裝。差速器軸承的壓裝質量是變速器的裝配質量極其關鍵的一個,不僅影響著軸承本身的壽命,也會影響到其周邊零件的使用壽命。現有的差速器裝配工藝,常采用伺服壓機設備,將差速器軸承內圈壓裝至差速器殼體。現有某款產品產線差速器軸承的壓裝工藝存在壓裝異響及壓裝曲線抖動等缺點。本文將對差速器結構、壓機工作原理及裝配工藝進行研究,以期優化現有的差速器軸承壓裝工藝。
2 系統結構及壓裝原理
軸承在變速器中主要起支撐作用,它的主要功能是支撐機械旋轉體,降低其運動過程中的摩擦系數,并保證其回轉精度,故差速器軸承內圈裝配過程極為重要,須保證差速器軸承內圈的壓裝質量。
2.1 系統結構
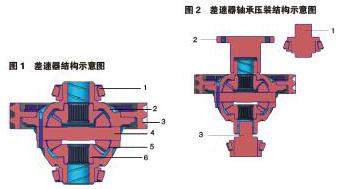
如圖1所示,差速器主要由差速器殼體、差速器軸承、行星輪軸、半軸齒輪、行星齒輪、冠輪等零件組成。
以差速器殼體為主體,差速器軸承安裝在差速器殼體的軸徑處,起承受差速器的軸向及徑向載荷作用,冠輪安裝在差速器殼體外部,半軸齒輪和行星齒輪都是安裝在差速器內部,起動力傳遞的作用,行星輪軸也是安裝在差速器殼體內部,起限位行星齒輪及傳遞扭矩的作用。
2.2 壓機結構
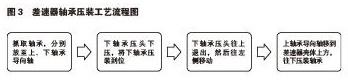
如圖2所示,差速器軸承軸承的壓機結構,主要由差速器、差速器軸承、下軸承導向軸、下軸承壓頭、上軸承導向軸組成;差速器軸承內圈由設備卡爪抓取分別放至下軸承導向軸、上軸承導向軸,上下導向軸主要起導向作用,上下差速器軸承的壓裝分別由上軸承導向軸和下軸承壓頭完成。
3 裝配工藝分析
3.1 差速器軸承內圈壓裝過程
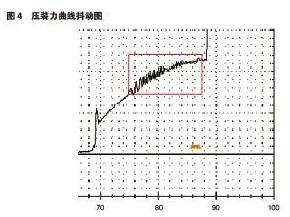
差速器軸承壓裝工藝流程如圖3所示,按工藝過程,在進行差速器軸承壓裝的時候,發現軸承壓裝的過程中伴隨有異響發出,如圖4所示,檢查壓裝曲線發現有壓力抖動的情況。
4 零件匹配分析
差速器軸承內圈的壓裝,主要涉及兩個零件,即差速器殼體和差速器軸承,所以重點選取這兩個零件的配合來分析壓裝異響。
4.1 過盈量
某變速器產品內部涉及許多軸承零件,但是在裝配的時候,僅發現差速器軸承內圈存在壓裝異響,故將差速器軸承與變速器其余軸承做對比分析,對比結果見表1。
如表1所示,與其它軸承相比,差速器軸承的過盈量最大,故將配合過盈量列為可疑因素。
4.2 圓柱度
現場調查情況:差速器軸承內圈的壓裝異響與差速器殼體的批次相關,抽檢生產線旁的壓裝異響的差速器殼體和差速器軸承,檢測配合位置圓柱度,具體數據見表2,差速器軸承內圈圓柱度小于0.009mm,而差速器殼體的圓柱度最大可以達到0.025mm;且差速器軸承的壓裝曲線在末端明顯有壓力抖動的情況,顯示壓裝過程不順暢。因此,將圓柱度列為可疑因素。
4.3 潤滑及粗糙度
嘗試在差速器殼體的軸承徑位置涂抹潤滑油油后,再進行壓裝,異響有所改善,因此,將潤滑油及零件的粗糙度同樣列為可疑因素。
5 零件驗證
按照上述分析所得的可疑因素,檢測并篩選零件,采用控制變量法,做壓裝對比,用于驗證可疑因素對壓裝異響的影響。
5.1 過盈量驗證
控制零件的圓柱度、粗糙度以及采用不涂油的壓裝方式,驗證數據及結果如表3所示,從驗證結果來看,軸承的壓裝異響與軸承的配合過盈量呈正相關關系,過盈量越大,異響越大。
5.2 圓柱度驗證
控制零件的配合過盈量、粗糙度以及采用不涂油的壓裝方式,從驗證結果來看,軸承的壓裝異響與零件圓柱度相關,圓柱度越大,異響越大。
5.3 潤滑及粗糙度驗證
控制零件的配合過盈量和圓柱度,驗證數據及結果如表4所示,從驗證結果來看,軸承的壓裝異響與零件表面的粗糙度無明顯關系,但從現場確認的信息來看,在涂抹潤滑油后,軸承壓裝異響程度有所改善,此處不再做重復驗證。
6 優化策略
從上述分析及驗證的結果看,差速器軸承內圈的壓裝異響與配合的過盈量、圓柱度、潤滑及粗糙度相關,故從這3個方面制定優化策略,具體策略如下:
當前的配合過盈量偏大,可減小配合過盈量,將最大過盈量限制在0.042mm;
當前差速器殼體的軸承徑位置圓柱度偏大,應定義差速器軸承徑形位公差,即控制圓柱度要求7級;
當前的壓裝方式為不涂抹潤滑油,可以考慮涂抹潤滑油以減小配合面的粗糙度,改善壓裝異響。
7 結束語
通過前文的分析與驗證相結合,我們可以發現差速器軸承內圈的壓裝異響,主要與配合面的相關零件有關,采用控制變量的驗證方法,進一步確認了可疑因素對壓裝異響的影響。
針對確認的影響因素,制定了相關的措施,分析提出的改進措施解決了生產線的生產問題,保證了壓裝質量,提高了節拍和生產效益。
參考文獻:
[1]DCT差速器軸承外圈的壓裝分析[D].組合機床與自動化加工技術.
[2]汽車構造[J].機械工業出版社.
