噴嘴壓力和布帶位置對濾棒壓降穩定性的影響
2020-07-24 09:12:10袁功道謝建偉
紡織科技進展 2020年7期
袁功道,謝建偉
(珠海醋酸纖維有限公司,廣東 珠海519050)
細支濾嘴棒在成型過程中的特性與常規濾嘴棒及中支濾嘴棒有很大的差別。細支濾嘴棒的“高總旦低單旦”與壓降穩定性似乎存在悖論,因此在細支濾棒的研究過程中,需要平衡考慮,找到成型工藝最佳點進行加工。常紀恒[1]研究了螺紋輥壓力、輥速比、穩定輥壓力等工藝參數對絲束開松穩定性的影響。魏步建[2]利用正交試驗法,對螺紋輥壓力、穩定輥壓力、輥速比等成型關鍵工藝參數進行了試驗優化,以提高濾棒成型質量的穩定性。
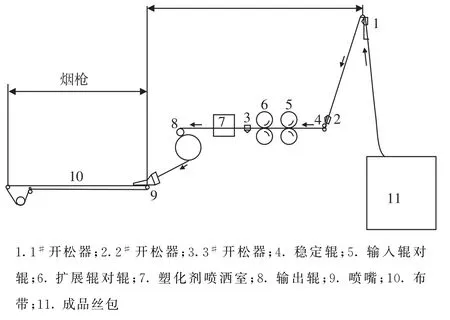
圖1 成型機結構簡圖
開松機由開松區、增塑劑噴灑區、回縮區構成。開松區利用螺紋輥、穩定輥的共同作用達到解卷曲的作用,增塑劑噴灑區向開松的絲束上霧化噴灑增塑劑,達到增加濾棒硬度的目的。回縮區是絲束自然收縮的部分,經解卷曲的絲束在回彈力的作用下會自然發生一定程度的回縮。開松后的絲束經噴嘴收緊進入煙槍,在煙槍中上膠成型。針對開松過程,已有大量優化試驗研究,對提高濾棒質量穩定性起到了一定的作用。但是針對絲束在進入噴嘴、煙槍收緊上膠過程的穩定性卻少有研究成果報道。本文針對此項課題進行專門研究,分析了布帶位置、噴嘴壓力對濾棒穩定性的影響。
1 試驗部分
1.1 材料與儀器
6.0 Y/17 000醋纖絲束(珠海醋酸纖維有限公司),KDF-2濾棒成型機(許昌煙草機械有限公司),26 g×18.5 mm×4 000 m規格成型紙(民豐紙業),綜合測試儀(CERULEAN)。
1.2 試驗方法
噴嘴壓力主要影響開松后絲束進煙槍前的收緊狀況,布帶位置主要影響絲束在煙槍內成型情況。將噴嘴壓力、布帶位置作為研究對象,進行單因子試驗分析。試驗因素及水平設計見表1。每次試驗按設計方案進行參數調整,行車運行速度為150 m/min,設備運行穩定后,確保成型濾棒壓降穩定在標準范圍內(每30支均值:450±5 mm H2O)、圓周穩定在標準范圍內(每30支均值:17±0.05 mm),待設備穩定運行5 min后,每隔2 min取樣一次,每次30支,共取4組。將試驗樣品置于恒溫恒濕控制室(溫度22±2℃,相對濕度60%±3%)平衡2 h后進行測試。每次試驗樣品取30支,用CERULEAN綜合測試儀進行測量。
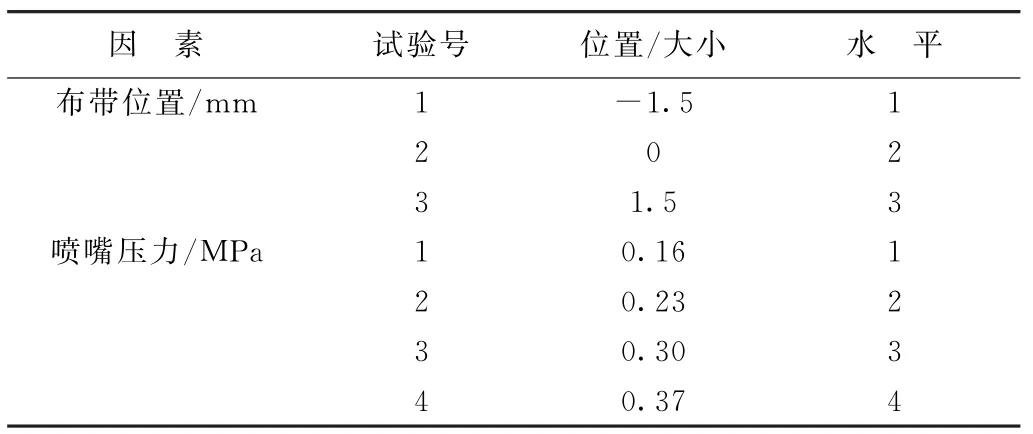
表1 試驗因素及水平設計表
2 結果與分析
2.1 布帶位置對濾棒壓降穩定性的影響
布帶位置設置三個水平,水平1:-1.5 mm;水平2:0 mm;水平3:+1.5 mm,試驗結果見表2。對試驗結果進行方差分析,見表3,P=0.884>0.05,因此布帶位置對濾棒穩定性影響不顯著。
但是,通過圖2(a)可以看出,布帶位置對應Y的主效應是隨著水平的升高而降低的,說明在大量試驗的前提下,以均值為參考值,布帶位置選擇水平3結果最佳。

表2 單因子試驗結果表

表3 方差分析結果表
如圖3所示,對布帶位置和濾棒穩定性的相關性進行一次和二次回歸分析,可以看出,一次回歸模型、二次回歸模型的相關系數都很小,說明在95%的置信區間內,線性和非線性模型均不能正確描述布帶位置和濾棒穩定性的關系,這也說明布帶位置和濾棒穩定性之間不存在重要的相互關系,即布帶位置不是影響濾棒穩定性的顯著因素。
2.2 噴嘴壓降對濾棒壓降穩定性的影響
噴嘴壓力設置4個水平1、2、3、4,分別對應壓力0.16、0.23、0.30、0.37 MPa。試驗結果及方差分析見表2、表3,可以看出,P=0<0.05,表明噴嘴壓力對濾棒壓降穩定性影響顯著。由圖2(b)可以看出,當噴嘴壓力在區間0.16~0.30 MPa之間時,濾棒壓降穩定性隨噴嘴壓力的增大而增大;當噴嘴壓力在區間0.30~0.37 MPa之間時,濾棒壓降穩定性隨噴嘴壓力的增大而減小。
對噴嘴壓力和濾棒穩定性的相關性進行一次、二次和三次回歸分析,如圖4所示,可以看出:一次回歸模型、二次回歸模型的相關系數較小,三次回歸模型的相關系數較大,說明在95%的置信區間內,噴嘴壓力和濾棒穩定性之間存在重要的非線性關系,三次回歸模型能正確描述噴嘴壓力和濾棒穩定性的關系,它們之間的回歸方程為:Y=8.625+13.64X-7.764X2+1.174X3。
3 結論
(1)布帶位置對濾棒穩定性影響不顯著。

圖2 布帶位置及噴嘴壓力主效應圖

圖3 布帶位置回歸模型
(2)當試驗數量足夠大,以均值作為參考量,布帶位置選擇水平3結果最佳。
(3)噴嘴壓力與濾棒壓降穩定性之間存在重要的非線性關系,回歸方程為:Y=8.625+13.64X-7.764X2+1.174X3。

圖4 噴前壓力回歸模型
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
美與時代·美術學刊(2022年3期)2022-04-27 01:18:15
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
火花(2019年12期)2019-12-26 01:00:28
人大建設(2019年12期)2019-05-21 02:55:32
光學精密工程(2016年6期)2016-11-07 09:07:19
學苑創造·A版(2015年11期)2016-01-14 09:03:27
核科學與工程(2015年4期)2015-09-26 11:59:03
中國火炬(2010年8期)2010-07-25 11:34:30