不落輪鏇床及其在有軌電車輪對鏇修中的應用
2020-07-23 06:16:48王威胡活力
科技風 2020年19期
關鍵詞:測量
王威 胡活力

摘 要: 介紹不落輪鏇床的系統組成,并結合武漢光谷現代有軌電車的應用現狀,對作業流程、鏇修標準進行論述,在應用和技術層面提出改進意見。
關鍵詞: 100%低地板有軌電車;不落輪鏇床;輪對鏇修
有軌電車在運行工程中,輪對踏面及輪緣與鋼軌接觸產生磨耗和變形。與地鐵擁有獨立路權不同,有軌電車需要與社會車輛共享路權,道路狀況較地鐵差,車輛運行過程中有較高概率遇到突發狀況而緊急停車,軌道上的異物也較多,在這樣的行駛條件下,更容易造成輪對的擦傷、磕傷甚至掉塊。這就需要對不符合正常標準要求的輪對進行鏇修。
武漢光谷現代有軌電車運營公司的光谷量子號是100%低地板有軌電車,引進的是赫根賽特的U2000-400M型數控不落輪鏇床,作為對有軌電車輪對不落輪進行加工鏇修。
1 不落輪鏇床的系統組成
U2000-400M型數控不落輪鏇床主要由軌道、機座、橫梁、輪對驅動裝置、輪對固定裝置、數控車削滑架、測量和定位裝置、電氣設備、控制系統、液壓系統、排屑裝置、排煙機等部分組成(如圖1所示)。
軌道包括固定軌道和滑軌,固定軌道為具有導向功能的槽型軌道,用于與土建軌道相連接,滑軌在車輛輪對對位后,將從車床中心縮回。
機座以機床平衡墊鐵固定在地基上并校準。驅動輪回轉裝置、主操作面板、帶滑架的橫梁、內外軸承固定裝置、擋板、開關柜、信號指示燈、平衡墊鐵等都固定在機座上。
橫梁螺裝在機架上,滑架、軸向輪、內外軸承固定裝置、支撐式都安裝在橫梁上。
輪對驅動裝置,用于輪對的固定和驅動通過在豎直方向浮動的摩擦驅動系統實現。為了使車輛輪對能夠對中,在后驅動輪的區域各裝有一個側壓輪。
輪對固定裝置,為了取得最高的機加工精度,鏇修時使裝入的輪對的位置相對于測量工具和車削刀具基準點保持恒定十分重要。該車床有多種固定方式,有軌電車輪對為內軸承輪對,故采用下壓式內軸承固定方式。每輪的附加符合不超過40kN。
數控車削滑架可根據加工要求,沿水平(X方向)和豎直(Z方向)運動。刀具及測量裝置安裝在滑架上。
測量和定位裝置,在每個橫向滑座內都有一個液壓驅動的可伸出的測量裝置,以測定軸向和徑向位置和輪箍斷面的磨損值,也可測量輪對內側距、軸向竄動和徑向跳動。
電氣設備和控制系統由2個開關柜、主操作面板、手持操作裝置、擴展型操作面板組成。
液壓系統包括用于供應液壓油的液壓單元和用于功能控制的控制閥。
排屑裝置可自動從機床中將碎屑運走,還可利用機床內置的斷屑器將長鐵屑切短。在機床生產效益和日常勞動消耗中扮演著重要的角色。
排煙機的任務是吸除輪對加工時產生的煙霧。煙霧顆粒通過機床中的吸槽和管路被吸到排煙機中。
2 不落輪鏇床的應用
2.1 任務流程
在車輛檢修人員按照檢修規程檢查,發現有軌電車車輛輪對表面有不符合標準的變形、擦傷、磕傷甚至掉塊時,由檢修人員填寫《輪對鏇修尺寸表》發車輛機械工程師,由車輛工程師確認,確認鏇修后,下發鏇輪生產通知單,最后由生產調度協調檢修人員安排鏇輪作業。
2.2 鏇修流程
2.2.1 夾緊
由于光谷現代有軌電車是基于龐巴迪Flex city 2技術平臺的5模塊100%低地板車輛,為滿足低地板需求,車底結構比較緊湊,輪對尺寸也較地鐵車輛小,輪對軸承在內側,故采用下壓式內軸承固定方式,鏇修時需要定制的工裝將輪對固定住。由于車底結構緊湊,所以目前市面上能采購到的輪徑尺均無法測量輪對數據,故也可以采用不落輪鏇床對車輪尺寸進行測量。若只進行測量,不加工,可以在夾緊設置中選擇部分夾緊,部分夾緊不需要安裝夾緊用的定制工裝。
2.2.2 加工前測量
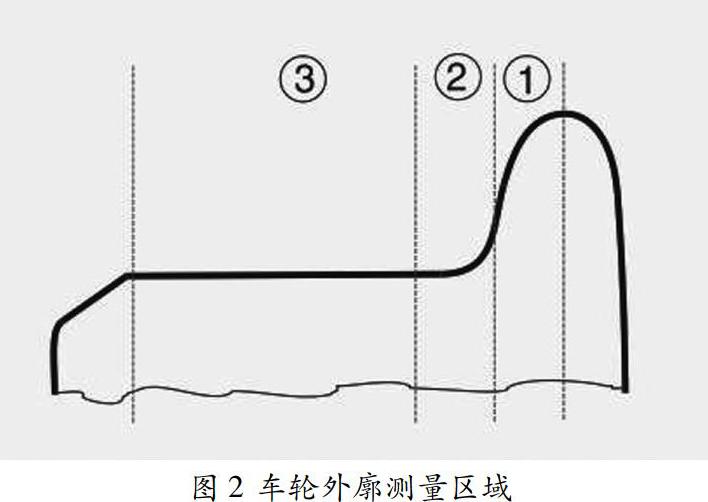
夾緊結束之后,進行加工前測量,加工前測量時需要輸入輪箍寬度,一般地鐵車輛輪對輪箍寬度為138mm,現代有軌電車輪箍寬度為125mm。車輪外廓被分為如圖2所示的三個測量區域,測量點的數量決定測量精度,從1區到3區測量點的數量不得超過100個。通過改變各區域的劃分或者界面中的可調數值,可使某些輪廓區用較高的密度點進行測量(高精度)。
測量參數包括:軸向竄動、直徑、徑向跳動、QR尺寸、輪緣厚度及高度。
2.2.3 計算
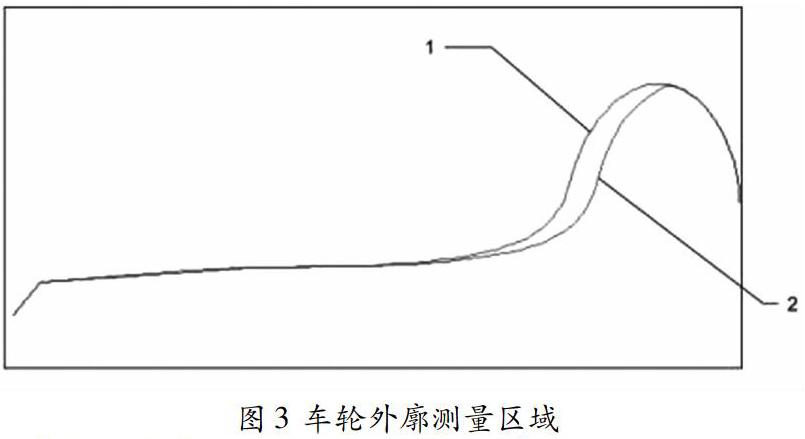
每個額定輪廓都以一定的數學描述保存在控制系統中。如果在輪廓修復時要節約物料,為了提高輪對行駛里程,就不會將輪緣修復到原來的滿輪緣厚度,而是稍小的厚度(這就稱為“輪緣減小”)。以這種方式修復的輪廓稱為原始額定輪廓的“變型”。下圖顯示額定輪廓(1)和變型輪廓(2)間的差別。
進行“計算”時,系統將創建一個可供使用的變型列表。該菜單界面是菜單界面“計算”的一個子菜單。該菜單可以讓操作員了解一個輪對加工的變型數量。操作員可以根據特殊的幾何尺寸和技術指標來選擇合適他要求的變型。
2.2.4 加工
選定變形后依照變形進行加工,加工時輸入根據要切削的量輸入額定直徑,啟動后通過控制主軸轉速旋鈕和進給速度旋鈕控制加工時的進給量和主軸轉速。類似于車削加工,主軸轉速越高,進給量越小,輪對表面加工質量也就越好。
加工過程分為切削和精切削,系統進行切削劃分時,會留0.5mm半徑量作為最后精切削。有軌電車輪對加工后同一根車軸上兩輪對直徑差不超過0.3mm,同意轉向架兩根車軸上最小與最大輪對直徑差不超過3mm,整車六根車軸上最小與最大輪對直徑差不超過8mm。
2.2.5 加工后測量
測量參數與加工前測量相同。此時若發現輪對表面損傷依然存在,可回到加工界面,重新輸入額定直徑,修整后進一步鏇修輪對。
2.2.6 松開
確認輪對鏇修完成后,回到夾緊/松開界面,選擇松開,啟動程序,鏇床滑架回到起始位置,側壓輪回收,滑軌伸出,然后需要打開安全門拆下軸承固定裝置,驅動輪落回后,松開過程結束,此時開始打印鏇修加工報告,整個加工結束。
3 現有問題和建議
3.1 現有問題
為了夏天可以使用空調給鏇修人員提供一個較涼爽的工作環境,同時為鏇床防塵,多數鏇床基坑上部都安裝了防塵罩,但由于防塵罩并非赫根賽特廠家設計安裝,所以防塵罩的部分鋼結構安裝后導致鏇床機體保護罩、蓋板等沒有拆裝空間,后期維修維保需要強行破拆防塵罩,給鏇床后期維修維保帶來不便。
3.2 建議
不落輪鏇床廠家可以結合安裝基坑的現場條件,為鏇床設計專門的防塵罩,滿足基坑內空調可以正常運作,同時不會影響到后期部落輪鏇床的維修保養。
4 結語
不落輪鏇床的使用中,會出現各種問題故障,維修的方法也需要我們在實踐中去掌握。我們在這里探討了一些鏇床的基本使用方法,旨在讓業內人士了解不落輪鏇床在有軌電車中的應用。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
