銑削加工中刀具的讓刀現象分析
2020-07-23 06:16:48畢德利
科技風 2020年19期
畢德利
摘 要: 銑削加工過程中時常出現工件的實際尺寸上下不一致的讓刀現象,當兩個極限尺寸的差值大于工件尺寸公差時,工件不合格。通過對刀具進行受力分析,找出刀具產生讓刀現象的原因以及影響因素,并調整改善。
關鍵詞: 讓刀現象;受力分析;切削力分解;懸臂梁
金屬切削加工過程中,為切除多余的金屬,刀具和工件之間必須有相對運動,這種相對運動被稱為切削運動,分為主運動和進給運動。切削用量是表示主運動及進給運動參數的數量,是切削速度vc、進給量f和背吃刀量ap三者的總稱。
銑削是刀具的旋轉做主運動,工件或銑刀做進給運動的切削加工方法。刀具在做旋轉的主運動vc的過程中工件做進給運動f,實現刀具持續的切削工件材料。
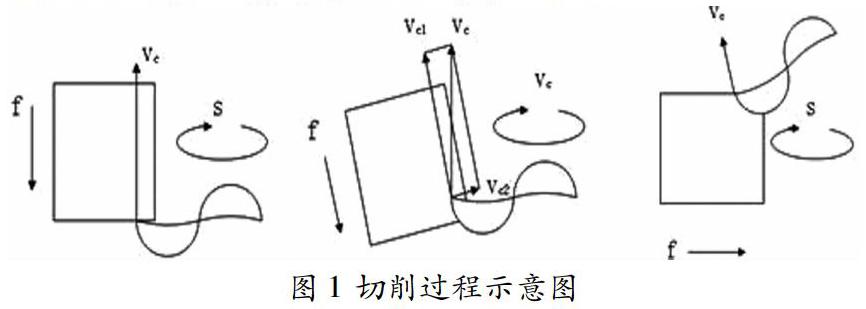
以常用的立銑刀為例,在銑削過程中如果假定刀具不動,則可以認為工件環繞刀具做圓周運動。在一個環繞周期內,兩個切削刃各做一次切削過程,整個過程分為不切削階段(該階段不產生切削力)和切削階段。如圖1所示:
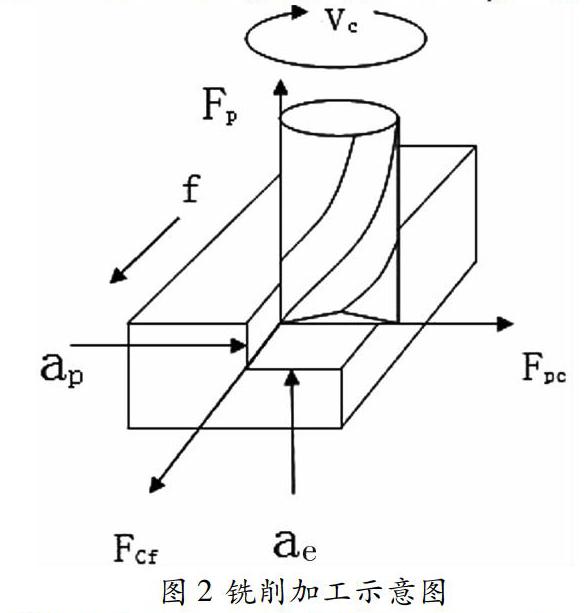
切削階段由于切削速度vc跟進給運動f方向不一致,可把vc分解為平行于f的vc1和垂直于f的vc2。在兩個方向上刀具切削刃都進行金屬切削,所以兩個方向上都產生切削力。切削力F可分解為平行于f的Fcf和垂直于f的Fpc。如圖2所示:
銑削切削用量包括:切削速度Vc、進給速度f、背吃刀量ap、側吃刀量ae。其中ap、ae和f對切削力影響較大,當ap、ae或f加大使切削層的公正截面面積增大,變形抗力和摩擦阻力增大,因而切削力Fp隨之加大。實驗證明,當其他條件一定時,ap或ae增大一倍時,Fp也增大一倍。f增加一倍時,Fp約增加70%~80%。Vc對Fp的影響呈波浪形。
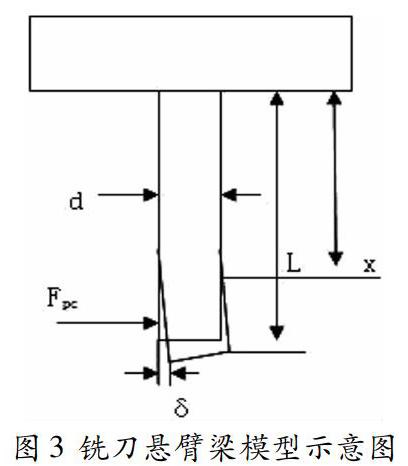
銑削加工時銑刀裝夾在刀柄上并一起被固定在機床主軸上,可以簡化為一端固定另一端自由的懸臂梁模型。便于計算,假設刀具受到的切削分力Fpc都集中在一點上。如圖3所示:
切削力作用點x的彎矩方程:M(x)=Fp(L-x)
撓曲線近似微分方程:y”= M(x) EI 可得:EIy”=Fp(L-x)
積分可得:EIy=FpLx- Fp 2 x2+C EIy= FPL 2 x2- Fp 6 x3+Cx+D
因懸臂梁固定端撓度為零得:C=0 D=0
得撓度方程:y= FpX2 6EI (3L-x)
當x=L時梁的自由端頂點處的撓度應為最大值。
撓度最大值:ymax= FpL3 3EI
圓柱截面對中性軸的慣性矩:
I=? A ρ2dA= d 2 0ρ2(2πρd)=[2π ρ4 4 ] d 2 0= πd4 32
由于圓形對任意直徑軸都是對稱的,可得:
Ix=Iy= 1 2 I= πd4 64
得任一軸方向上的撓度最大值:
δxmax= FPCL3 3EIx = 64FpcL3 3πEd4 ≈ 6.79FpcL3 Ed4
其中E為材料的彈性模量,其數值隨材料的不同而異。L為刀具懸臂長度,d為刀具直徑,Fpc為垂直于f方向的切削力分力。
綜上得出如下結論:
刀具直徑d和刀具懸臂長L對讓刀量δ影響明顯;切削力Fp對讓刀量δ的影響為線性關系;減小讓刀量的方法(按效果強弱排序):(1)改用大直徑刀具;(2)減小刀具懸臂長度;(3)減小背吃刀量、減小側吃刀量;(4)減小進給量;(5)根據切削速度對切削力的影響曲線改變切削速度。
參考文獻:
[1]中國機械工業教育協會組編.工程力學.北京:機械工業出版社,2008.
[2]田春霞主編.數控加工工藝.北京:機械工業出版社,2009.
[3]張曉東,王小玲主編.數控編程與加工技術.北京:機械工業出版社,2008.
