鋼絲鍍層鐵基鋅鈷擴散機理研究
2020-07-22 02:23:50朱晨露姚利麗周志嵩魏于博柯增光
輪胎工業(yè) 2020年4期
關鍵詞:信號
朱晨露,姚利麗,周志嵩,魏于博,王 濤,柯增光
(1.江蘇興達鋼簾線股份有限公司,江蘇 泰州 225721;2.江蘇省結構與功能金屬復合材料重點實驗室,江蘇 泰州 225721)
礦山工程機械輪胎的保護層鋼絲簾線易出現(xiàn)嚴重腐蝕現(xiàn)象,普通黃銅鍍層鋼絲簾線無法滿足惡劣工作條件的要求,亟需開發(fā)新型耐腐蝕鍍層的鋼絲簾線。鋼絲簾線與橡膠的粘合性能是輪胎重要性能指標[1],且影響因素很多[2-4],機理比較復雜[5]。提高鋼絲簾線與橡膠的粘合性能研究包括改進膠料配方[6-8]和改善鋼絲鍍層兩方面。
在膠料配方中加入鈷鹽[9-10]可以得到高初始粘合力,但是鈷作為一種金屬催化劑,會導致膠料物理性能下降[11]。也有學者[12-15]開展了鍍層對膠料與鋼絲簾線粘合性能影響的系列研究。
本工作從鋼絲鍍層著手,將鈷加入到鍍層中,探索鋼絲表面電鍍鋅和鈷后各物質之間的擴散機理,旨在為鋅鈷鍍層鋼絲的開發(fā)提供借鑒。
1 實驗
1.1 材料
Φ1.94HT熱處理鋼絲。
1.2 試驗方法
在鋼絲表面采用不同的鋅、鈷電鍍順序,鋅和鈷的鍍層含量分別為5.0和0.2 g·kg-1,電鍍溫度均為室溫,鋼絲有效浸沒長度為0.55 m,鍍鈷和鍍鋅電流分別為1和2 A。
電鍍完成后,將表面有鋅鈷鍍層的鋼絲置于馬弗爐中進行熱擴散。共考察4組對比試驗,分別為:(1)鐵基鈷-鋅鍍層鋼絲在300,350,400,450和500 ℃下分別擴散30 min;(2)鐵基鈷-鋅鍍層鋼絲在400 ℃下分別擴散5,10,15,20和25 min;(3)鐵基鋅-鈷鍍層鋼絲在400 ℃下分別擴散5,10,15,20和25 min。
1.3 測試分析
對熱擴散結束后的鋼絲進行金相制樣,用Sigma 500場發(fā)射掃描電鏡(德國卡爾·蔡司股份公司產(chǎn)品)對鋼絲表面鍍層進行線掃描和能譜分析。
2 結果與討論
2.1 鐵基鈷-鋅鍍層鋼絲
2.1.1 溫度影響
鐵基鈷-鋅鍍層鋼絲不同溫度下擴散30 min后鍍層的線掃描結果見圖1,圖中紅線代表鋅的強度,藍線代表鐵的強度,綠線代表鈷的強度。
由圖1可見:未擴散時只在鍍層與基體界面處出現(xiàn)了鈷的強信號峰,此時鈷主要分布于鍍層與基體界面處,與鐵基鈷-鋅鍍層的電鍍順序相符;300℃下擴散后鈷的強信號峰偏離鍍層與基體的界面,但鈷仍在靠近基體處;350 ℃下擴散后鈷的強信號峰處于鍍層外側,鈷主要分布于鍍層外側;400 ℃下擴散結果與350 ℃下擴散結果相似,鈷主要分布于鍍層外側;450 ℃下擴散后鍍層中沒有鈷的強信號峰,鈷在鍍層中均勻分布;500 ℃下擴散結果與450 ℃下擴散結果相似,即鈷在鍍層中均勻分布。
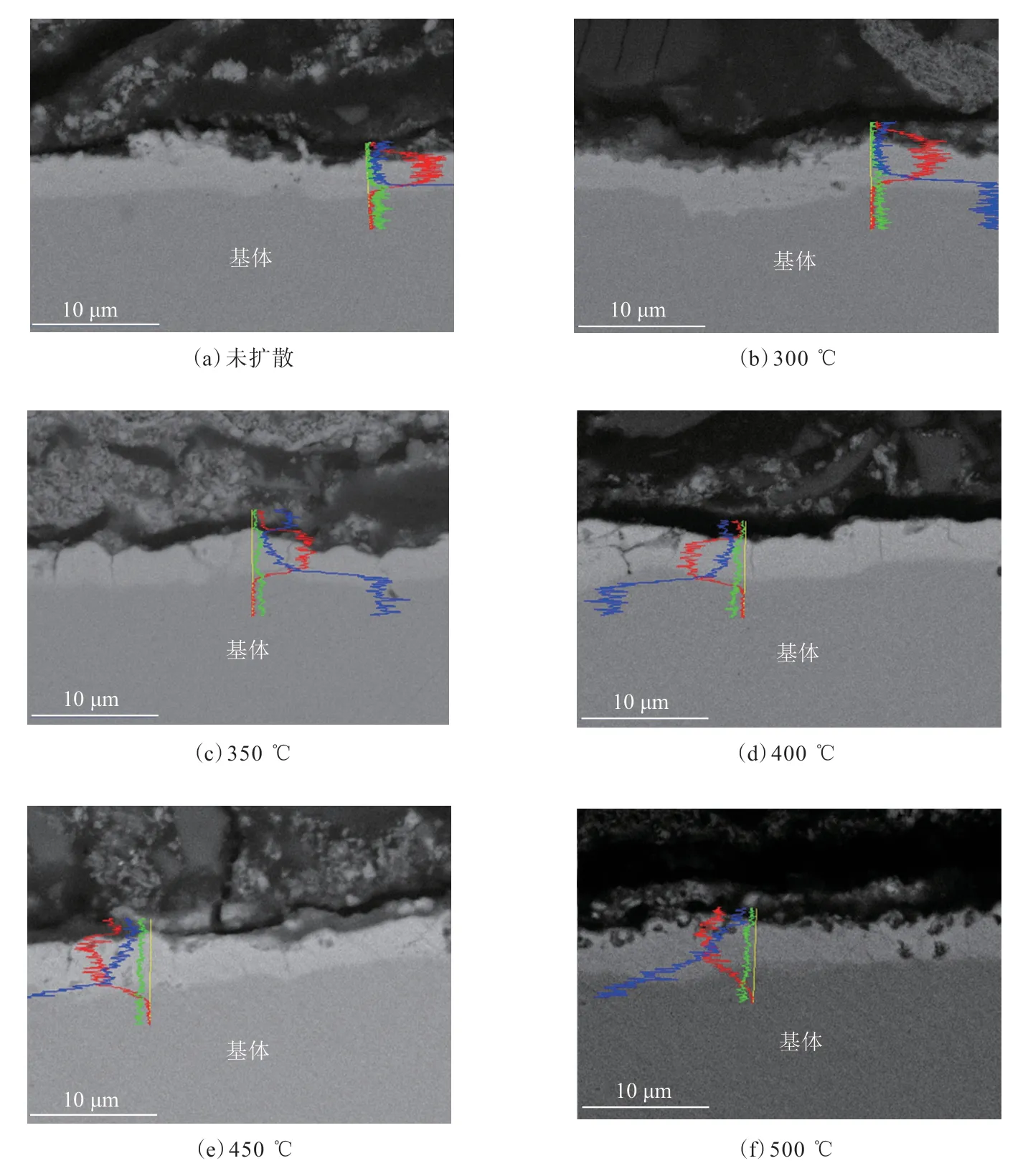
圖1 鐵基鈷-鋅鍍層鋼絲不同溫度下擴散30 min后鍍層的線掃描結果
由此推測不同溫度下鐵基鈷-鋅鍍層中的擴散過程如下。
(1)當擴散溫度為300,350和400 ℃時,由于擴散溫度低于鋅的熔點,擴散過程為固-固擴散。低熔點的鋅向鈷和鐵基體中擴散[16-17],鋅與鈷先形成鈷-鋅合金,由于鈷含量小,與鋅反應之后就處于鍍層外側,而多余的鋅則繼續(xù)向鐵基體擴散,與鐵形成鐵-鋅合金。因此在擴散溫度為300 ℃時,擴散的動力相對欠缺,鈷的強信號峰偏離鍍層與基體的界面,但鈷仍然在靠近基體處,該狀態(tài)下鋅在向鈷和鐵基體中擴散,但還沒有擴散完全。而擴散溫度為350和400 ℃時,擴散的動力相對提高,鋅向鈷和鐵基體中擴散后,在鍍層外側形成鈷-鋅合金,內(nèi)側形成鐵-鋅合金,因此鈷的強信號峰在鍍層外側。
(2)當擴散溫度為450和500 ℃時,由于擴散溫度高于鋅的熔點,擴散過程為固-液擴散,鈷和鐵向鋅液中擴散。由于鈷的含量很小,而鐵的含量相對較大,鋅與鐵優(yōu)先反應形成鐵-鋅合金。N.Y.Tang等[18]研究了鋅-鐵-鈷三元體系450 ℃下的富鋅角相圖,表明FeZn13與CoZn13可以形成連續(xù)的相區(qū)。因此,隨著擴散時間的延長,鈷擴散到鐵-鋅合金中,形成Fe(Co)Zn13。因此,在450和500 ℃擴散30 min后,鈷沒有明顯的強信號峰。
2.1.2 擴散時間的影響
鐵基鈷-鋅鍍層鋼絲在400 ℃下擴散不同時間后鍍層的線掃描結果如圖2所示。

圖2 鐵基鈷-鋅鍍層鋼絲在400 °C下擴散不同時間后鍍層的線掃描結果
由圖2可見:未擴散時只在鍍層與基體界面處出現(xiàn)了鈷的強信號峰,此時鈷主要分布于鍍層與基體界面處,與鐵基鈷-鋅鍍層的電鍍順序相符;在400 ℃下擴散5~25 min后鈷的強信號峰均處于鍍層外側,說明鈷主要分布于鍍層外側。
分析認為,擴散溫度為400 ℃時,由于擴散溫度低于鋅的熔點,擴散過程為固-固擴散。低熔點的鋅向鈷和鐵基體中擴散,鋅與鈷先形成鈷-鋅合金,由于鈷含量小,與鋅反應完之后處于鍍層外側,多余的鋅則繼續(xù)向鐵基體擴散,與鐵形成鐵-鋅合金。因此400 ℃擴散一定時間后,線掃描結果顯示鈷的強信號峰一直處于鍍層外側,即鈷一旦與鋅在鍍層外側形成鈷-鋅合金,則鈷不再參與擴散。
2.2 鐵基鋅-鈷鍍層鋼絲
鐵基鋅-鈷鍍層鋼絲在400 ℃下擴散不同時間后鍍層的線掃描結果如圖3所示。
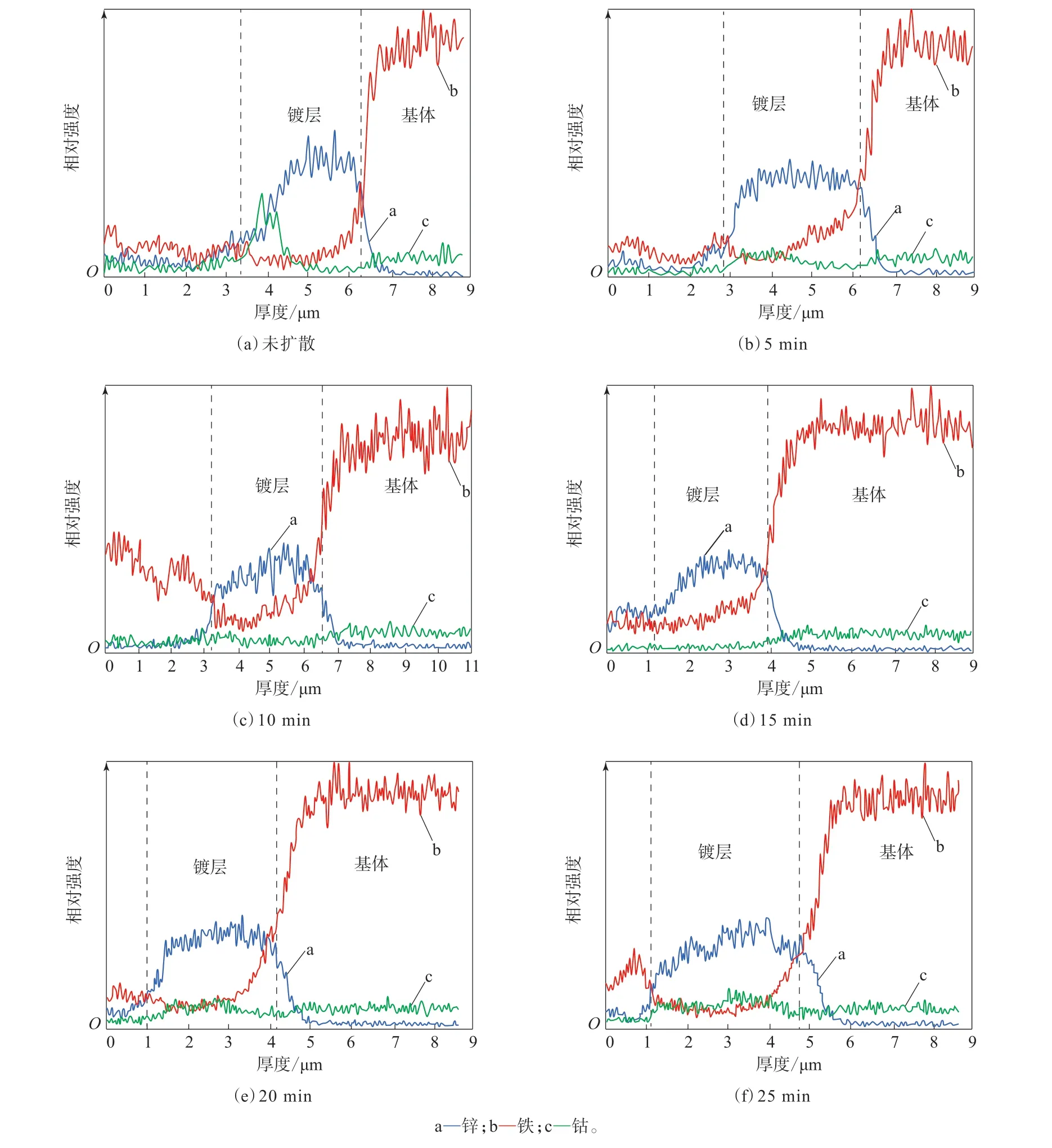
圖3 鐵基鋅-鈷鍍層鋼絲在400 °C下擴散不同時間后鍍層的線掃描結果
由圖3可見:未擴散時鋅的強信號峰在鍍層與基體界面處,鈷的強信號峰在基體外側,與鐵基鋅-鈷鍍層的電鍍順序相符;擴散5 min后,鈷仍然是在外側較多,鋅和鐵明顯擴散;擴散10 min后,從整個鍍層來看,鈷沒有明顯的強信號峰,幾乎在整個鍍層均勻分布;擴散15,20,25 min后的結果與擴散10 min時相似,鈷幾乎在整個鍍層均勻分布。
因此鐵基鋅-鈷鍍層鋼絲400 ℃下擴散過程推測如下:由于鐵的含量遠大于鈷,擴散初期,鋅與鐵優(yōu)先擴散形成鐵-鋅合金,因此擴散5和10 min時,鈷在外側分布較多;隨著擴散時間的延長,鈷逐漸向鐵-鋅合金中擴散,形成Fe(Co)Zn13,因此擴散時間為15,20和25 min時,鈷幾乎均勻分布在整個鍍層。
3 結論
(1)鐵基鈷-鋅鍍層鋼絲在擴散溫度低于鋅的熔點時,擴散過程為固-固擴散。低熔點的鋅向鈷和鐵基體中擴散,在鍍層外側形成鈷-鋅合金,內(nèi)側形成鐵-鋅合金,一旦鈷-鋅合金形成后,鈷不參與后續(xù)擴散。
(2)鐵基鈷-鋅鍍層鋼絲在擴散溫度高于鋅的熔點時,擴散過程為固-液擴散,鈷和鐵向鋅液中擴散。鋅與鐵優(yōu)先反應形成鐵-鋅合金,隨著擴散時間的延長,鈷擴散到鐵-鋅合金中,形成Fe(Co)Zn13。
(3)鐵基鋅-鈷鍍層鋼絲在擴散溫度低于鋅的熔點時擴散結果與鐵基鈷-鋅鍍層鋼絲在擴散溫度高于鋅的熔點時擴散情況相同,但最初的擴散過程不同。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06