數控龍門加工中心X軸滾珠絲杠的計算*
2020-07-21 03:06:32肖軟生
機械制造 2020年7期
□ 肖軟生
安陽鑫盛機床股份有限公司 河南安陽 455000
在車床生產中,床鞍是關鍵部件,其生產工序較復雜,按傳統加工工藝,需要幾十道工序。為了滿足生產需求,降低成本,公司決定研制專用機床,縮短工藝流程,提高加工質量。XK231240-CA001型專用龍門加工中心是床鞍加工用三序專用機床。滾珠絲杠的設計中,切削力的計算是重點。筆者通過對X軸滾珠絲杠軸向銑削力進行計算,求出滾珠絲杠的額定動載荷。選取滾珠絲杠主參數并設計軸端尺寸,最后對滾珠絲杠進行剛度校核。
1 軸向切削力計算
床鞍加工圖如圖1所示,主要完成粗糙度Ra0.8 μm燕尾平面、粗糙度Ra12.5 μm空刀槽、粗糙度Ra6.3 μm兩側面的加工,還有其它鉆孔、攻絲等工序。
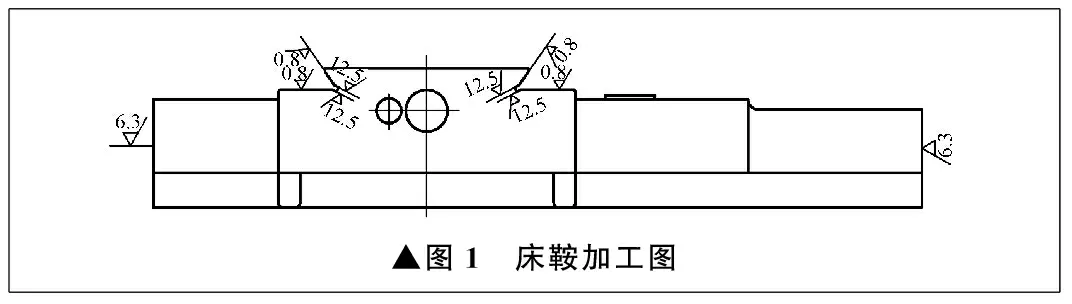
▲圖1 床鞍加工圖
燕尾平面加工圖如圖2所示。采用直徑350 mm的55°成型燕尾盤銑刀,兩側燕尾平面一次銑削成型。
銑刀直徑Dc1為350 mm,切削速度Vc1為100 m/min,每齒進給量fz1為0.2 mm/Z,銑刀齒數Zn1為12,切削深度ap1為3 mm,側進刀量ae1為100 mm。
銑刀轉速n1為:
n1=1 000Vc1/(πDc1)=91 r/min
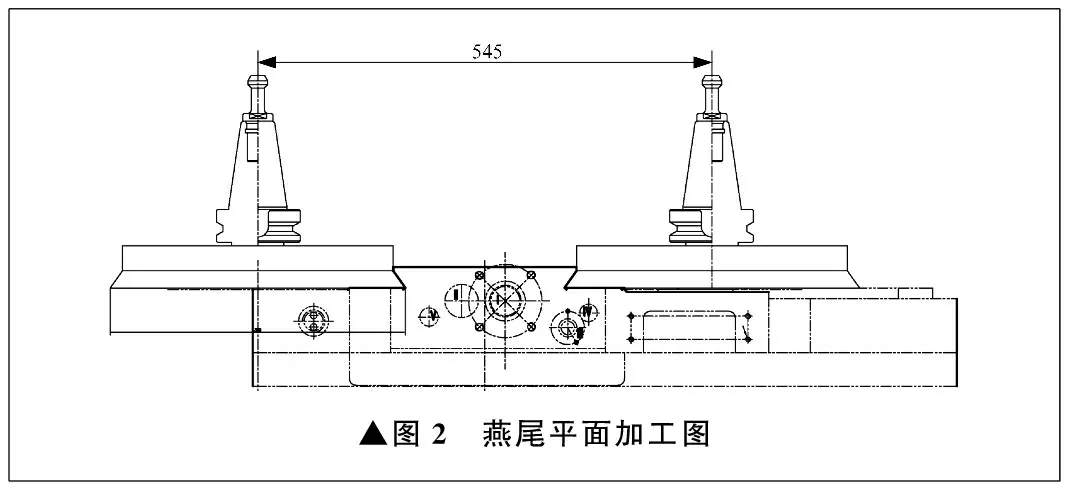
▲圖2 燕尾平面加工圖
工作臺進給速度Vf1為:
Vf1=n1fz1Zn1=218.4 mm/min
切削功率Pc1為:
Pc1=ae1ap1Vf1kc/(60×106η)=1.85 kW
式中:kc為單位切削力,查刀具手冊,kc=1 350 MPa;η為機械效率,η=0.8。
切削力Fv1為:
Fv1=Pc1×60×103/Vc1=1 110 N
由金屬切削手冊查得,銑刀的走刀抗力FH1為60%~90%切削力,取FH1為:
FH1=0.9Fv1=999 N
兩個燕尾槽銑刀的軸向銑削力Fx1為:
Fx1=2FH1=1 998 N
床鞍兩側面加工圖如圖3所示。采用直徑為200 mm的圓盤銑刀,兩側面一次銑削成型。
銑刀直徑Dc2為200 mm,切削速度Vc2為110 m/min,每齒進給量fz2為0.2 mm/Z,銑刀齒數Zn2為8,切削深度ap2為3 mm,側進刀量ae2為105 mm。
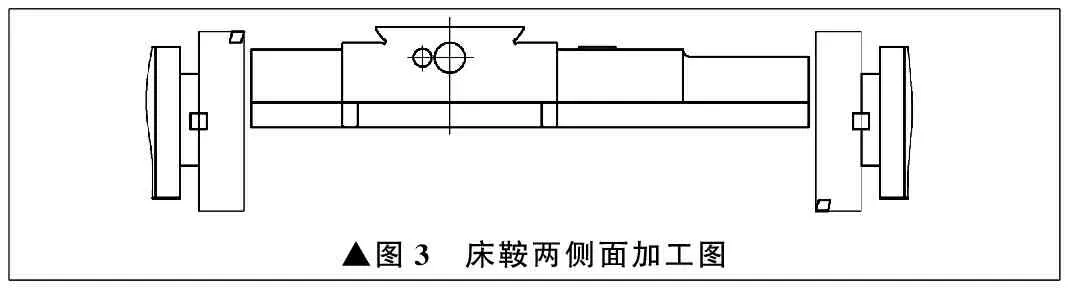
▲圖3 床鞍兩側面加工圖
銑刀轉速n2為:
n2=1 000Vc2/(πDc2)=175 r/min
工作臺進給速度Vf2為:
Vf2=n2fz2Zn2=280 mm/min
切削功率Pc2為:
Pc2=ae2ap2Vf2kc/(60×106η)=2.5 kW
切削力Fv2為:
Fv2=Pc2×60×103/Vc2=1 364 N
銑刀的走刀抗力FH2為:
FH2=0.9Fv2=1 228 N
兩側面軸向銑削力Fx2為:
Fx2=2FH2=2 456 N
鋸片銑刀銑削空刀槽切削力較小,此處忽略,則X軸滾珠絲杠的軸向切削力Fx為:
Fx=Fx1+Fx2=4 454 N
2 滾珠絲杠計算
已知工作臺、夾具、工件的總質量W為4 850 kg,快速進給速度Vmax為8 000 mm/min,切削行程工作臺速度Vq為220 mm/s,切削行程加減速時間t1為0.15 s,退刀行程加減速時間t2為0.4 s,預期壽命Lh為30 000 h,滾動直線導軌摩擦因數μ為0.02,伺服電機額定轉速n為2 000 r/min,減速機減速比i為1∶4。
滾珠絲杠螺距Ph為:
Ph≥Vmax/(ni)=16 mm
選取螺距Ph為20 mm。
對各動作模式下軸向負載進行計算。
(1) 切削行程加速。
切削行程加速度α1為:
α1=10-3Vq/t1=1.47 m/s2
軸向負載F1為:
F1=Wα1+μWg=8 080.1 N
(2) 切削行程勻速切削。
軸向負載F2為:
F2=Fx+μWg=5 404.6 N
(3) 切削行程減速。
軸向負載F3為:
F3=Wα1-μWg=6 178.9 N
(4) 退刀行程加速。
退刀行程加速度α2為:
α2= 10-3Vmax/t2=20 m/s2
軸向負載F4為:
F4=Wα2+μWg=97 950.6 N
(5) 退刀行程勻速。
軸向負載F5為:
F5=μWg=950.6 N
(6) 退刀行程減速。
軸向負載F6為:
F6=Wα2-μWg=96 049.4 N
通過以上計算得到滾珠絲杠一個工作循環內的負載條件,見表1。
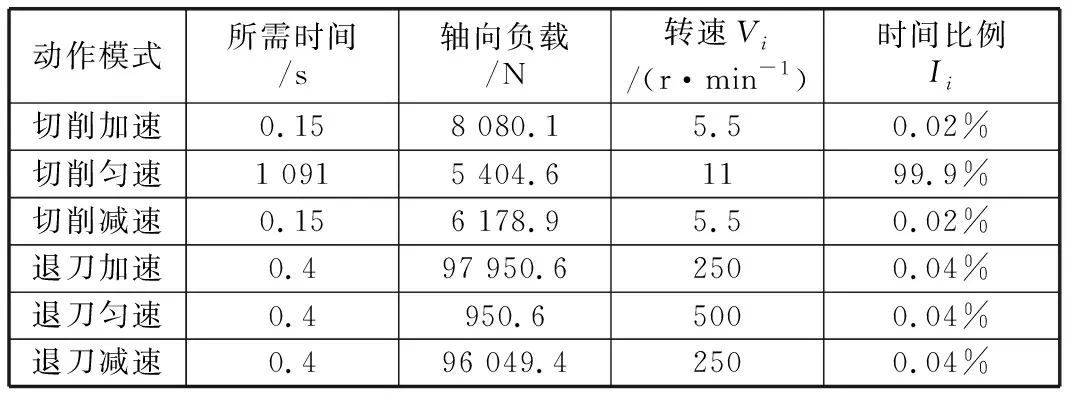
表1 滾珠絲杠一個工作循環內負載條件
平均轉速Nav為:
Nav=∑(ViIi)=11.39 r/min
平均負載Fav為:
式中:fp為動作條件因數,取fp=1.5。
預緊力P為:
P=Fav/2.8=5 162.5 N
軸向力Fa為:
Fa=Fav+P=19 617.5 N
滾珠絲杠壽命轉數L為:
L=60LhNav=2.050 2×107r
滾珠絲杠額定動載荷C′為:
C′=Fa(L/106)1/3=53 692 N
查滾珠絲杠技術手冊,滾珠絲杠型號選取為80-20B2-FDW-5008-5619-P4,其額定動載荷C為161 533 N,C′小于C。筆者只考慮龍門加工中心作為專用機床加工鑄件,若作為通用機床加工鋼件材料,則滾珠絲杠向上選取兩檔型號。
3 滾珠絲杠剛度校核
X向行程為4 500 mm,定位誤差為0.013 mm,滾珠絲杠總剛度Kbs為:
Kbs=Fa/δ
(1)
式中:δ為滾珠絲杠在軸向力Fa作用下的變形量。
查選型手冊,Kbs為3 312.4 N/μm。
由式(1)得δ為0.005 9 mm。
滾珠絲杠在軸向力Fa作用下的變形量δ小于定位誤差(0.013 mm),滾珠絲杠剛度滿足要求。
4 結束語
通過設計計算,X軸滾珠絲杠型號選取為80-20B2-FDW-5008-5619-P4,具體訂貨圖如圖4所示。該滾珠絲杠裝配于XK231240-CA001型龍門加工中心后,經過2 a多使用,工作臺運轉平穩,精度完全滿足工藝要求。
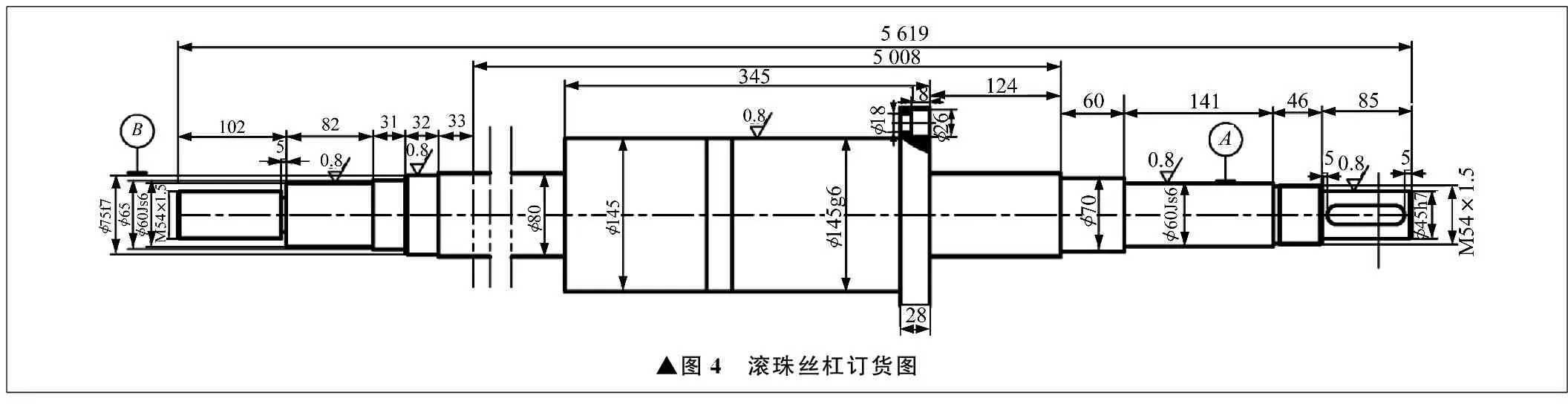
▲圖4 滾珠絲杠訂貨圖
