白車身焊接回彈控制研究
2020-07-18 15:17:39何金蓉張太肖
時代汽車 2020年6期
何金蓉 張太肖
摘 要:針對白車身焊接回彈導致尺寸偏差的問題,介紹了焊接回彈的產生機理。以某車型前艙回彈變寬為例,提出了通過優化相關尺寸鏈的零件公差來消除焊接回彈的方法。實踐數據結果表明,采取措施后回彈現象消失,問題得到有效解決。方法可為汽車企業解決白車身尺寸偏差問題提供參考。
關鍵詞:焊接回彈;白車身;尺寸鏈
1 引言
在汽車市場中,為了提高汽車的品牌競爭力,世界各大汽車制造企業都在提高產品質量,降低生產成本的研究中下足了功夫。其中,汽車白車身的制造質量控制就是一個重要課題。有報告顯示,41%的車身質量問題是由于制造過程中白車身尺寸產生偏差引起的[1],因此提高白車身的焊接尺寸質量成為了重中之重。白車身通常由400個以上的薄板件焊接而成[2],期間要經過60~80個工位,200多個工序,2000多個裝夾定位點,4000~5000個焊點。由于整個白車身生產制造過程中環節眾多,不可避免的產生了各種尺寸偏差源,因此對焊接過程產生的偏差源進行深入分析研究,對白車身制造質量的提高有著重要的指導意義。
白車身的生產過程,就是多個零件被拼焊成分總成,分總成再拼焊成為一個大總成的過程,整個焊接過程中產生的誤差主要分為零件誤差、夾具誤差、焊接過程誤差、焊裝完成后回彈誤差。其中焊裝完成后的回彈誤差決定了整個白車身的最終形成尺寸,是白車身生產制造問題中的直接原因,也是整個白車身焊接尺寸控制的重點研究方向。
本文從控制焊接回彈角度出發,介紹焊接回彈的產生機理,結合某車型前艙回彈變寬的實際案例,提出控制焊接回彈的解決措施,以期為白車身制造質量控制提供參考借鑒。
2 焊接回彈產生機理
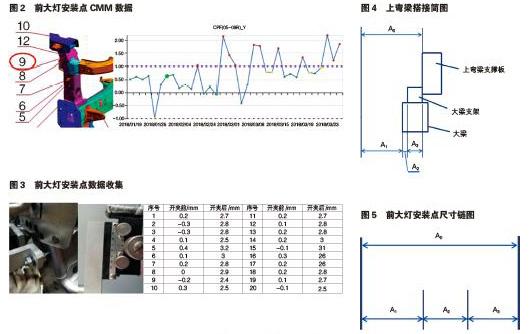
車身是由各個柔性的薄板件經過多到工序焊接而成,定位于夾具上的薄板件在本身零件偏差、夾具夾緊力、焊槍電極力等各個作用力下發生復雜的偏移,使得薄板件在內力與各種外力作用下發生變形焊接,焊接完成后板件仍存在各種焊接應力,此時打開夾具會使得裝配件在內應力作用下發生回彈,導致尺寸偏差[3]。圖1為薄板件在定位夾具上的焊接及回彈過程。薄板件在焊裝夾具上關夾到理論位置時發生了變形,由于焊接熱變形及零件本身內應力的存在,夾具開夾后發生變形回彈,導致總成件尺寸出現偏差。
3 焊接回彈實例分析
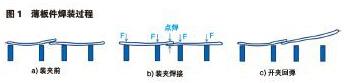
某車型前艙立柱各安裝點整體偏寬約3.0mm,導致總裝前保險杠及前大燈等零件裝配困難,以白車身前大燈安裝點CMM數據為分析點,CMM數據如圖2所示,測點外偏1.5mm,與故障表現一致。
影響焊接裝配誤差的因素主要有:零件誤差、夾具誤差、焊接過程誤差、焊裝完成后回彈誤差等,對上述影響因素進行分析排查后,鎖定了焊接完成后回彈誤差是導致測點出現偏差的直接原因。為了確認焊接回彈對問題的影響程度,使用前大燈安裝點寬度檢具收集了該車型20臺車前大燈安裝點夾具開夾前后的寬度變化數據,如圖3所示。數據表明,工裝夾具開夾前測點寬度仍在理論狀態,夾具開夾后測點回彈變寬約2.5~3.0mm,由此也證明了焊接后因各種應力引起的回彈誤差是導致尺寸偏差的直接原因。
4 焊接回彈控制方法
白車身焊接過程工序復雜,尺寸偏差源眾多,若通過分析焊接過程的各個工序焊接作用力下發生的變形偏移來尋找問題點,不僅對測量設備資源要求高,而且分析調查周期長,不符合汽車生產制造企業快速響應、高效解決問題的實際訴求。綜合上述分析及本實際案例的問題表現特征,本文通過優化相關尺寸鏈的零件公差來消除焊接回彈所產生的尺寸偏差。
本文案例中前大燈安裝點位于零件上彎梁支撐板上,控制前大燈安裝點尺寸也就是控制上彎梁支撐板零件定位尺寸,與之相關的零件搭接結構簡圖如圖4所示,大梁與大梁支架Z向搭接,大梁支架與上彎梁支撐板Y向搭接。
在求解幾何公差的尺寸鏈時,為了便于計算分析,將其轉化為直線尺寸鏈[4],如圖5所示,建立尺寸鏈圖進行分析,其中A1為大梁定位尺寸;A2為大梁與大梁支架搭接尺寸;A3為大梁支架與上彎梁支撐板搭接尺寸;A0為所需控制的前大燈安裝點尺寸。綜上可列出等式:A0=A1+A2+A3,其中A0封閉環。
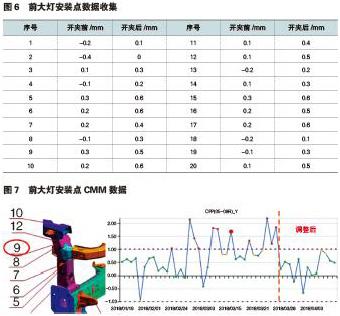
為了消除因焊接回彈所產生的A0環尺寸偏差,將大梁與大梁支架搭接的A2環作為補償環重新對大梁支架公差進行適配,支架公差由A2優化為A2將A2環尺寸減小1.5mm。調整后重新收集20臺車前大燈安裝點夾具開夾前后的寬度變化數據,如圖6所示,夾具開夾后回彈量不超過0.5mm,焊接回彈問題得到有效解決。跟蹤重新優化零件公差的白車身尺寸表現,前大燈安裝點CMM數據重新回到公差范圍,如圖7所示,尺寸偏差問題得到解決。
5 結束語
本文闡述了焊接回彈的產生機理,結合某車型前艙回彈變寬的案例,提出了通過優化相關尺寸鏈的零件公差來消除焊接回彈所產生的尺寸偏差的方法。實踐數據結果表明,焊接回彈現象消除,安裝點數據恢復到理論值。方法對測量設備資源需求較低,快捷高效,對汽車企業快速分析白車身尺寸偏差質量問題、縮短問題解決周期有一定的指導意義。
參考文獻:
[1]施成攀.汽車白車身拼焊尺寸偏差分析與研究.合肥工業大學.
[2]李揚.基于焊接回彈的車身公差分配優化.山東理工大學.
[3]林巨廣.白車身薄板件焊接裝配誤差的研究.汽車技術.
[4]劉紹力.基于直線尺寸鏈幾何公差工藝尺寸鏈的求解.設備管理與維修.
