SW-220K型轉向架構架轉臂定位座加工工藝優化
2020-07-15 10:50:50郭寶建劉景才姚建軍廖胡兵
軌道交通裝備與技術
2020年2期
郭寶建 劉景才 姚建軍 廖胡兵
(中車唐山機車車輛有限公司 河北 唐山 063035)
轉向架作為整個軌道車輛的走行部,承擔著支撐車體、傳遞動力、緩和線路沖擊的任務。構架作為整個轉向架的骨架,具備尺寸大,精度高的特點,負責將輪對軸承裝置、懸掛裝置及附件裝配成一個整體。因此其加工精度的高低對后續零部件組裝、轉向架使用壽命及列車安全運行有著至關重要的作用。SW-220K型轉向架應用于時速160 km動力集中型電力動車組,采用單轉臂軸箱定位方式,在轉向架構架的所有加工部位中,轉臂定位座的加工精度高,加工難度大,原有加工工藝耗時長。針對這一難點,下文通過優化工藝方案,在保證構架轉臂定位座加工質量的同時降低了加工成本,提高了加工效率及加工質量。
1 轉臂定位座加工工藝分析
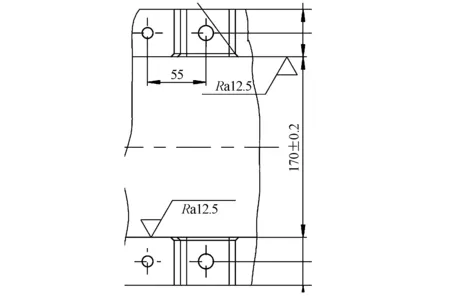
圖1 轉臂定位座加工要求

圖2 轉臂定位座毛坯
2 定位座加工工藝方案優化
2.1 加工工藝現狀
根據加工工藝要求及轉臂定位座結構的特殊性,既要完成內立面的全部加工,又要防止加工過程中刀具與側梁下蓋板發生干涉,造成對構架側梁的破壞。目前在轉臂定位座內立面的加工工藝方案中,主要包括粗加工及精加工2個階段[1]。
粗加工階段:采用直徑?40 mm快進銑刀搭配直徑?30 mm~?55 mm、長度285 mm錐形刀桿及直附件頭進行分層銑削,當刀具沿轉向架縱向加工完一個行程后,刀具返回下刀點進行下一次加工循環。由于快進銑刀具備抗沖擊能力強、進給量大、吃刀量小的特點,可以完成加工面的快速銑削。……
登錄APP查看全文
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
山東冶金(2019年6期)2020-01-06 07:45:54
制造技術與機床(2019年12期)2020-01-06 03:17:46
世界農藥(2019年2期)2019-07-13 05:55:12
西南交通大學學報(2018年5期)2018-11-08 10:58:26
銅業工程(2015年4期)2015-12-29 02:48:39
