GDX2包裝機(jī)4#輪內(nèi)框紙輸送裝置的改進(jìn)設(shè)計(jì)
2020-07-13 07:49:02徐耀白波李田武
中國(guó)設(shè)備工程 2020年13期
徐耀,白波,李田武
(四川中煙工業(yè)有限責(zé)任公司,四川 什邡 618400)
GDX2小盒包裝機(jī)是我廠主要的卷煙包裝設(shè)備,好的包裝不只保護(hù)內(nèi)在卷煙的產(chǎn)品質(zhì)量,還有提升卷煙產(chǎn)品形象的作用。
內(nèi)框紙吸附作為包裝的一道工序,是產(chǎn)品質(zhì)量保證的重要執(zhí)行部件,如果吸附不到位,可能造成內(nèi)框紙歪斜、內(nèi)框紙丟失、內(nèi)框紙破損等質(zhì)量缺陷,而如果在前端剔除煙包后,不能正常停吸附,那么,就會(huì)造成設(shè)備被動(dòng)停機(jī),浪費(fèi)輔料。
1 GDX2包裝機(jī)4#輪內(nèi)框紙輸送裝置的成型和輸送原理
GDX2包裝機(jī)4#輪內(nèi)框紙輸送裝置由內(nèi)框紙裁切系統(tǒng)、負(fù)壓氣路、電磁閥、負(fù)壓擺臂組成。內(nèi)框紙裁切系統(tǒng)將裁切好的內(nèi)框紙置于輸送臺(tái)面上,電磁閥接收到相應(yīng)的吸取(停吸)信號(hào)后通(斷)電磁閥,機(jī)械式的負(fù)壓擺臂將相應(yīng)的內(nèi)框紙輸送到4#輪模盒上方,通過(guò)下壓裝置將內(nèi)框紙送進(jìn)模盒內(nèi),整個(gè)裝置完成一次輸送動(dòng)作。
2 存在的缺陷
由于內(nèi)框紙是由負(fù)壓吸取和輸送的,在卷煙生產(chǎn)過(guò)程的環(huán)境中會(huì)產(chǎn)生一定的煙塵,故整個(gè)負(fù)壓吸取裝置在吸取內(nèi)框紙的過(guò)程中,會(huì)將部分環(huán)境中的煙塵吸取到負(fù)壓通道內(nèi)。
GDX2包裝機(jī)的設(shè)計(jì)生產(chǎn)速度為400包/分鐘,在高速的生產(chǎn)情況下,負(fù)壓吸風(fēng)管路內(nèi)將易堆積較多的煙塵,特別是會(huì)堵塞電磁閥內(nèi),造成管路流量變小,電磁閥開(kāi)閉執(zhí)行不到位。現(xiàn)用電磁閥為直動(dòng)式,從維修經(jīng)驗(yàn)看,如果內(nèi)部稍微出現(xiàn)雜質(zhì),可能就會(huì)使動(dòng)作行程不到位,從而影響吸附效果;有部分牌號(hào)內(nèi)框紙?jiān)o材料表面有粉漬,會(huì)被吸附進(jìn)電磁閥。
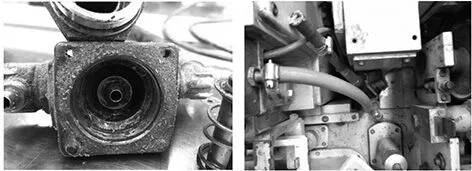
圖1 缺陷示意圖
空氣中的灰塵很容易通過(guò)持續(xù)導(dǎo)通的負(fù)壓管路堆積在管路內(nèi)部,形成惡性循環(huán),導(dǎo)致管路的堵塞,造成吸附能力降低。常通的吸附裝置,意味著3#輪在剔除鋁紙的時(shí)候,內(nèi)框紙將不會(huì)停止吸附,內(nèi)框紙被運(yùn)到4#輪的空模盒內(nèi),浪費(fèi)輔材,產(chǎn)生堵塞機(jī)器、產(chǎn)品質(zhì)量風(fēng)險(xiǎn)。
3 對(duì)GDX2包裝機(jī)4#輪內(nèi)框紙輸送裝置的改進(jìn)
ZB45包裝機(jī)最大速度為每分鐘400包,根據(jù)頻率公式f=1/T,計(jì)算可得ZB45包裝機(jī)最大工作頻率約為6.67Hz。電磁閥的最大工作頻率須大于包裝機(jī)的工作頻率。通過(guò)機(jī)械相位分析,當(dāng)生產(chǎn)速度在最大400包/分鐘時(shí),內(nèi)框紙吸附活動(dòng)桿在“點(diǎn)頭”吸附內(nèi)框紙的工位上停留20ms。通過(guò)使用PLC來(lái)控制電磁閥開(kāi)關(guān),模擬生產(chǎn)狀態(tài),測(cè)得兩款電磁閥在20ms的時(shí)間內(nèi)通過(guò)兩種不同尺寸的管路所能達(dá)到的最大壓力。通過(guò)查詢ZB45包裝機(jī)說(shuō)明書(shū),知廠家規(guī)定的內(nèi)框紙吸附壓力范圍為-(35~50)kPa。
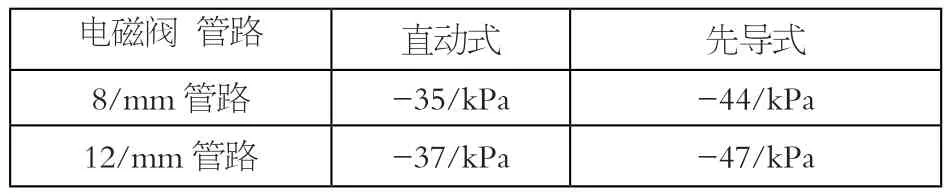
表1 兩種電磁閥性能測(cè)試對(duì)比
3.1 設(shè)計(jì)控制方式
當(dāng)控制板發(fā)出吸取內(nèi)框紙請(qǐng)求,先導(dǎo)閥線圈得電,磁場(chǎng)將先導(dǎo)氣缸軸向上提,先導(dǎo)氣導(dǎo)通,驅(qū)動(dòng)主軸向左動(dòng)作,主氣路導(dǎo)通,實(shí)現(xiàn)對(duì)內(nèi)框紙的吸取。整個(gè)過(guò)程先導(dǎo)氣不與主氣路導(dǎo)通,先導(dǎo)氣路因此保持清潔狀態(tài)。
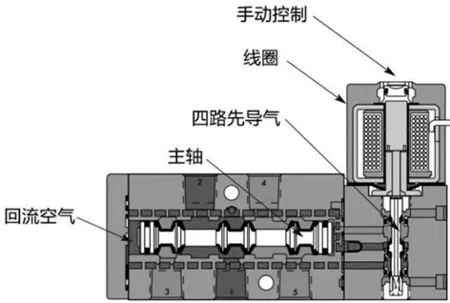
圖2 先導(dǎo)式電磁閥結(jié)構(gòu)示意圖
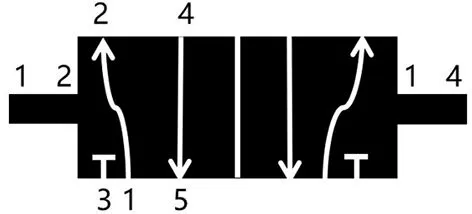
圖3 先導(dǎo)式電磁閥工作方式示意圖
3.2 設(shè)計(jì)氣路
通過(guò)查詢產(chǎn)品說(shuō)明書(shū)獲得了MAC 411A-D0BDM-DDAJ-1JB型電磁閥的先導(dǎo)壓力范圍為20-120psi,約合13.8-82.7kPa我們用壓力傳感器每隔五分鐘測(cè)得先導(dǎo)氣源的六組氣壓,可知平均氣壓為45.5kPa,符合要求。

表2 氣壓測(cè)試結(jié)果表
4 改進(jìn)后4#輪內(nèi)框紙輸送裝置穩(wěn)定性提升的因素分析
此次GDX2 包裝機(jī)4#輪內(nèi)框紙輸送裝置的改進(jìn)首先從氣路來(lái)源做到了“開(kāi)源”,管路橫截面積的提升,有效地提升了負(fù)壓氣的通過(guò)量;電磁閥的改進(jìn)使得整個(gè)輸送管路系統(tǒng)堵塞的概率大大降低,電磁閥的開(kāi)閉因此更能執(zhí)行到位,開(kāi)閉的速率也穩(wěn)定。因此,保證了內(nèi)框紙的輸送過(guò)程都穩(wěn)定可控,大大降低了輸送系統(tǒng)的故障概率,也有效地降低了無(wú)內(nèi)框紙、內(nèi)框紙破損等質(zhì)量問(wèn)題發(fā)生的頻率,減少了包裝機(jī)的停機(jī)次數(shù),提升了包裝機(jī)工作的穩(wěn)定性。
5 經(jīng)濟(jì)效益
整個(gè)改進(jìn)設(shè)計(jì)花費(fèi)大約500元。由于反饋的效果比較好,因此,在改進(jìn)了16#機(jī)組后,我們又對(duì)另外的12臺(tái)機(jī)組進(jìn)行了同樣的改進(jìn)。通過(guò)此次改進(jìn),不僅包裝機(jī)的生產(chǎn)效率得到了提高,還降低了小盒、水松紙、煙絲的消耗量,同時(shí),還減少了操作工的勞動(dòng)強(qiáng)度,經(jīng)濟(jì)收益得到了明顯體現(xiàn)。
