雙機架四輥不可逆銅軋機張力控制分析研究
2020-07-13 07:48:58李冬
中國設備工程 2020年13期
李冬
(中鋁華中銅業有限公司生產部,湖北 黃石 435005)
為了適應國內銅加工行業的不斷發展,滿足國內和國際市場上對高精度銅板帶的需求,中鋁華中銅業有限公司從意大利MINO公司引進了亞洲第一臺四輥雙機架不可逆銅軋機,這臺軋機主要由上料機構,開卷機組,偏導輥,入口激光測速儀,入口測厚儀,1號機架,中間激光測速儀,中間張力計,中間測厚儀,2號機架,出口激光測速儀,出口測厚儀,出口張力計,板型輥,卷取機組,卸料機構,料卷循環系統等構成。本文主要介紹該軋機的張力控制系統。軋機的結構示意圖如圖1。
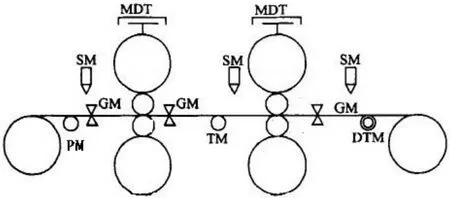
圖1 4輥雙機架不可逆粗軋機結構示意圖
1 張力
1.1 張力介紹
張力的重要性早就為人們所獲知,張力也是現在銅帶軋制生產中一個主要參數。張力是通過卷取機和開卷機與主機的速度差產生;在連軋機上,除上述方法外,還可通過改變前后機架間的速度差產生。在軋制中,由于不同部位間速度存在差異導致銅帶受到一定的拉力,這個力就叫作張力。帶有張力的軋制被稱為張力軋制。采用張力軋制可以起到以下作用:(1)便于實現高速軋制進而提高軋機生產效率;(2)軋制銅帶時,有利于獲得更好的厚度控制精度;(3)可以獲得更好的板型控制效果;(4)有利于減少軋制力,降低能耗;(5便于銅帶更輕松地咬入軋輥,有利于卷取均勻,保證銅帶的平直度;(6)可微量調整銅帶厚度;(7)有利于穩定軋制,提高軋機可靠性。
張力之所以可以起到以上作用,是由于改變了軋制時銅帶在軋輥變形區內的受力狀態。在沒有張力的情況下,變形區內的銅帶單位體積呈三向壓應力狀態,施加張力之后,銅帶受力情況變成為兩向壓應力,一向拉應力(圖2所示),從而降低變形抗力,利于銅帶變形。

圖2 不同軋制條件應力狀態示意圖
通常意義上的張力,包括前張力和后張力。前張力是指力作用方向與軋制方向相同,反之,則叫后張力
1.2 前張力的主要作用
(1)減少帶材與軋輥接觸位置所受的壓力;(2)可使銅帶受到拉力影響進而變薄;(3)便于銅帶咬入軋輥;(4)可使前滑變大,有利于減小銅帶的寬展;(5)后張力確定的情況下,增加前張力可降低軋制力矩,減輕電機負載。
1. 3 后張力的主要作用
(1)后張力比前張力更能降低帶材與軋輥間的接觸力;(2)后張力可使銅帶變得更薄。因為軋制時后滑區大于前滑區,且后滑區內的帶材加工硬化程度較小;(3)后張力會對帶材產生反向的拉力,使咬入軋輥變得困難;(4)后張力比前張力大時,會導致軋制力矩增加,電機負載上升,能耗增加。
2 張力控制方法
2.1 張力的產生及調整
通常冷軋機的開卷機采用交流電機傳動,軋制時,開卷機速度略高于工作輥速度以建立張力,開卷機電機以發電狀態工作,通常與工作輥的旋轉方向相反,以產生一定張力。現代高速冷軋機一般采用大張力軋制,部分軋機裝有張力計來檢測張力,并由控制系統進行調節;如未裝張力計則利用電機轉矩及包角進行計算。一般軋機的開卷機和卷取機均采用交流鼠籠式電機,并通過交直交變頻裝置調節電機旋轉速度來控制張力。正常軋制時,需要把前、后張力調到給定值,并能使張力在加速、減速及速度變化時張力波動盡可能的小(一般可保持在±1~3%的范圍)。卷取機的速度根據銅帶卷直徑的變化自動調節。銅帶冷軋,特別是薄銅帶的軋制,需要同時施加前后張力,可以有效地降低軋輥壓力。研究證明,前張力最多可使軋制力降低20%左右,后張力最多可使軋制力降低35%左右。可見,后張力較前張力更能顯著地降低銅帶給軋輥的壓力(圖3所示)。
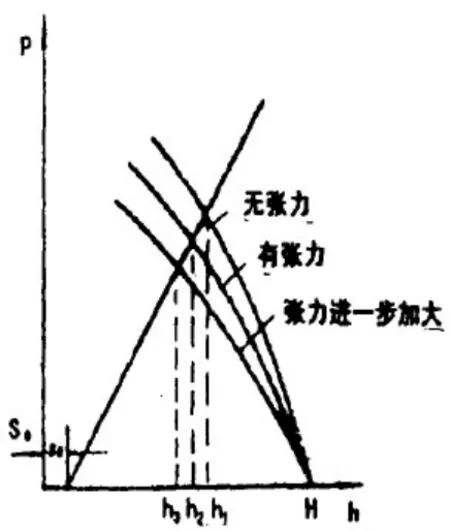
圖3 張力對軋制力的影響
雖然后張力相較前張力更能降低軋制力,但后張力過大,易出現軋輥咬入困難和打滑現象,且前張力會對銅帶板形產生較大影響,因此,在銅帶冷軋過程中,往往需要使前張力等于或略大于后張力。
2.2 張力控制系統硬件組成
該軋機的張力控制系統硬件由以下幾部分組成:張力控制系統采用西門子SIMATIC TDC來控制,張力檢測系統采用4個ABB張力計及一個控制盒。該軋機的TDC使用了3塊CPU,其中,第一塊CPU負責張力、速度、板型及涉及兩個機架間的協調控制;第二塊CPU負責1號機架的AGC壓下控制;第三塊CPU負責2號機架的AGC壓下控制。
2.2.1 SIMATIC TDC介紹
SIMATIC TDC 控制系統由模塊式的硬件和軟件部件構成,可以通過圖形軟件工具來進行組態,是AC和DC傳動的理想解決方案,特別是需要高速和綜合性智能的場合。
需要高水平的計算能力及處理特別復雜的程序時通常采用該系統。該系統有如下特點:
(1)軟件模塊概念;(2)基架上最多可插上21個模塊;(3)閉環控制的高精確性、線性性和穩定性;(4)過程模塊可以對數據傳輸進行同步及和諧協調;(5)圖形軟件組態;(6)通過標準總線非常容易與其他級自動化系統連接。
SIMATIC TDC可以用集成在Simatic 自動化產品中的S7工程工具包來進行組態,此外,還需要在基礎工具 Basis Tool之外使用Step7:(1)圖形組態的CFC工程工具(連續功能流圖);(2)系統使用D7-SYS 軟件包及SIMATIC TDC的函數塊庫。
2.2.2 SIMATIC TDC硬件組態
SIMATIC TDC 硬件由以下構成:
UR5213機架:
UR5213機架即作為 SIMATICTDC的機械底座,機架備有集成的供電電源和系統風扇。
高性能64-位的背板總線允許基架上各模塊間快速數據傳輸。
CPU模塊CPU551: 64-位RISC(精簡指令集計算機)浮點CPU,具有266 MHz 內部時鐘周期。
32Mbyte SDRAM存儲器
SM 500 I/O module: 附加的模擬和數字 I/O 以及增量型和絕對量編碼器的擴展模塊。這些卡用于與下述設備接口:位置傳感器、編碼器(導輥、軋制線及其他)、速度傳感器、壓力傳感器、Moog 伺服閥。
CP50MO模塊:通訊模塊,提供2路 Profibus DP/MPI接口同時提供緩存模塊存儲器用于建立各CPU之間的通訊。在主或從功能中最大的波特率可達12Mbit/s.
SB10/SB60/SB61/SB70/SB71/SU12/SU13 : 接線端子模塊用于外部電纜信號的接入。
CP5100 通訊模塊:應用CP5100 通訊模塊提供與工業以太網的接口。使用該模塊可以完成過程數據可與其他CP5100以及 SIMATIC 工業以太網模塊進行交換。
2.2.3 張力計原理
本軋機配有4臺ABB張力計:2臺在兩個機架中間的張力輥下方,2臺在出口側板型輥下方。4個張力計檢測到的數據均輸入同一個張力控制盒進行計算后傳輸給TDC進行張力控制。張力計的工作原理見圖4。
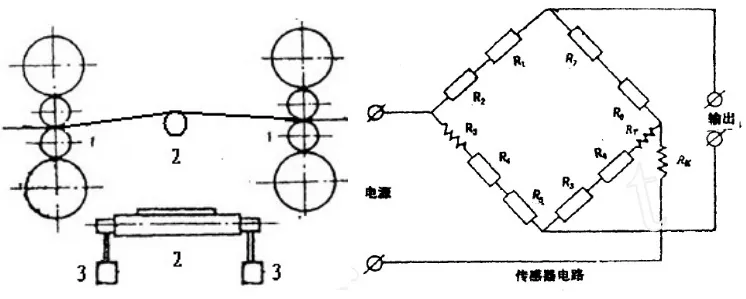
圖4 張力計的工作原理圖
2.3 張力控制的原理及其實現方法
張力控制的響應較為迅速,可以提高板型控制精度及響應速度。但實際生產中,軋機板型的控制并不會單獨采用張力控制,而是采用選擇合適的軋輥輥型、工作輥彎輥、偏調、分段冷卻等手段與張力聯合作用來控制。因為對于較厚的銅帶,要提供足夠大的張力,需要加大卷取機的功率而導致設備采購成本增加;另一方面,在生產薄料時,為避免在軋制過程中銅帶發生裂邊或斷帶,也不允許軋制張力變動過大。當生產過程出現擾動因素時,張力應能可靠地和準確地進行調整,并盡量使波動最小,避免因張力波動導致軋制中斷等問題的出現。
張力輥要求進行轉矩控制以保持銅帶張力恒定,為了達到此項控制目的,卷取機的速度參考值要比速度主令控制稍高,而開卷機的速度參考值則稍低。
銅帶張力取值可以通過下述公式獲得:

式中,T為張力;M為轉矩且;D為直徑。
采用此方法,通過直徑取值及從軋制表獲得的銅帶張力目標值,使計算轉矩設定點以保持銅帶上張力為恒定值成為可能。在此情形下,CPU向傳動裝置送出速度參考以及轉矩參考值,后者視卷徑變化而連續不斷地得到更新。該系統叫作間接張力控制,通常既用于卷取機的張力輥控制,也用于開卷機的張力輥控制。有張力計時,這時候可以采用另外一種控制方式,該方法叫作直接張力控制。它包括一個閉環PI控制器,向間接張力控制提供一個額外的張力矯正。
為了保證軋制時的張力穩定,當張力計測量的實際張力與設定張力出現偏差時,需要通過調整壓下量或軋制速度進行控制。若在軋制時速度基本穩定,而張力出現了變化,這可能是由于銅帶厚度發生了變化導致,因此,會通過自動調整壓下量進行修正,但是,壓下量的改變會同時導致厚度、張力及速度出現變化。對多機架連軋來說,張力不僅用于各機架間的速度控制,還同時用于控制銅帶厚度的微調。當張力出現變化時,軋制力也會相應發生變化,因而也改變了銅帶厚度。可見, 要確保多機架連軋機的正常生產,各機架之間的張力選擇是否恰當至關重要,如張力選擇不合適,可能導致帶材咬入困難、斷帶、堆料等后果。若能對張力進行合適的選擇與控制,就能協調各機架的軋制速度,同時,可達到軋制工藝所要求的軋制張力。對于該軋機來說,采用控制1架速度及2架的軋制力來保持張力的恒定。在2架輥縫大于2mm時,由于此時速度太慢,因此,采用出口側測厚儀反饋控制2架的輥縫,中間張力計控制1架的速度。在輥縫小于2mm,且速度小于等于80m/min時,同樣采用中間張力計控制1架速度,出口測厚儀反饋控制2架軋制力;在速度大于80m/min小于等于400m/min(該軋機最大軋制速度為400m/min)時,用中間張力計控制2機架的軋制力,用出口測厚儀反饋控制1機架的速度。因為在低速時用中間張力計控制2架的軋制力的話容易在帶材上壓出印子,因此,在低速時均采用出口測厚儀反饋控制2架的軋制力。中間張力控制示意圖見圖5。
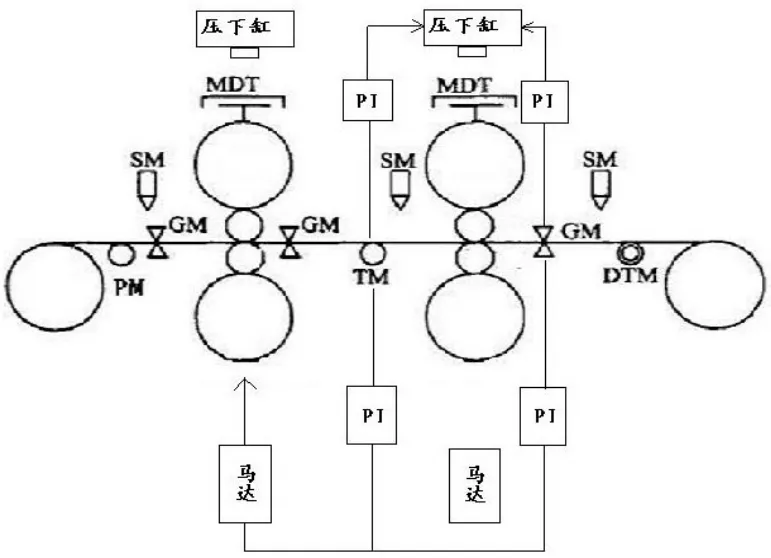
圖5 中間張力控制示意圖
3 結語
本文通過對中鋁華中銅業有限公司引進的MINO雙機架四輥不可逆銅軋機進行分析,有針對性地介紹了雙機架四輥不可逆銅軋機的張力控制系統。
