鈦合金增材制造技術研究進展
2020-07-08 08:33:54董春林譚錦紅林志成王春桂趙運強
金屬加工(熱加工) 2020年7期
關鍵詞:研究
董春林,譚錦紅,林志成,王春桂,趙運強
廣東省焊接技術研究所(廣東省中烏研究院) 廣東廣州 510650
1 序言
鈦及鈦合金因具有密度小、耐高溫、耐腐蝕等優異的物理性能及化學性能,在各工業領域都具有廣闊的應用前景,包括船舶制造、航天航空、汽車制造等,同時它也是國防工業的重要材料之一[1]。鈦合金的應用對工業發展起到巨大的推動作用,優于傳統材料的性能使其產品質量有了很大提升,滿足了工業發展對新材料、新工藝的發展要求,加速了現代工業的發展。隨著鈦生產力的不斷改善,鈦合金已經成為工業生產中的第三金屬[2]。
增材制造(Additive Manufacturing,AM)又稱“3D打印”,是一種可以實現構件的無模成形的數字化制造技術,具有設計和制造一體化、加工精度高、周期短,產品物理化學性能優異等特點。增材制造技術從20世紀70年代以來發展迅速,因其與傳統制造技術具有巨大差異,已然成為工業領域的研究熱點,在現代工業的多領域都得到了快速發展[3]。增材制造技術的迅速發展,理論上可以實現任何單一或多金屬復合結構,為復雜結構件的制造提供了新方法。
鈦合金的增材制造技術,解決了精密結構件的加工難題,進一步加大了鈦合金的應用范圍[4]。伴隨著工業社會的迅速發展,鈦合金增材制造技術日新月異,按照增材制造技術的熱源不同,可將鈦合金增材制造技術分為激光/電子束增材制造、熔焊增材制造和固態焊增材制造三種方式。國內外的專家學者通過不同的增材制造技術手段,優化工藝方法,穩定增材制造過程,減少或避免增材制造結構缺陷產生,使鈦合金增材制造技術朝著綠色、高效、穩定的方向繼續發展。
2 激光/電子束增材制造
激光束和電子束作為高密度束源,能量密度高并可調控,被譽為21世紀最先進的制造技術。目前激光/電子束增材制造主要分為激光金屬沉積(Laser Mental Deposition,LMD)技術、激光選區熔化(Selective Laser Melting,SLM)技術、電子束熔絲沉積(Electron Beam Free Form Fabrication,EBF3)技術、電子束選區熔化(Electron Beam Melting,EBM)技術,在鈦合金增材制造領域皆有廣泛研究。
2.1 激光金屬沉積(LMD)
Mahamood等人[5]采用L M D技術進行了Ti6Al4V/TiC 的功能梯度材料(Functionally graded materials,FGM)研究,根據早期經驗模型進行工藝優化,獲得優化后的功能梯度材料,對其組織、顯微硬度、耐磨性進行表征。研究結果表明,采用優化后工藝參數制造的功能梯度材料擁有更高的性能,硬度是基體硬度的4倍,高達1200HV。
Silze等人[6]利用新型半導體激光器采用LMD技術進行Ti6Al4V的增材制造試驗研究,LMD裝置是由6個200W半導體激光頭圓形環繞在進給槍上(見圖1),激光束直徑0.9mm,可以實現方向獨立的焊接工藝過程,顯微結構無缺陷。研究結果表明,隨著層間停留時間的延長,冷卻時間增加,晶粒厚度降低,有助于提高材料的力學性能,采用LMD技術增材制造均能滿足鍛造Ti6Al4V所規定的最低屈服強度和抗拉強度要求。
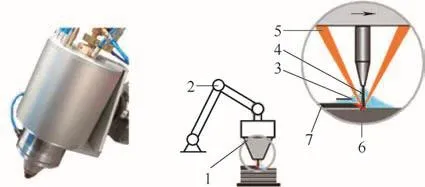
圖1 LMD裝置
Heigel等人[7]采用原位溫度、應力實時測量與熱機模型結合有限元熱-應力順序耦合模型的方式,研究了Ti6Al4V激光沉積增材制造過程中的熱、力演化過程,結果發現殘余應力最大力出現在增材層的中心下方,向兩側方向應力減小,隨著停留時間增加,層間溫度差變大,殘余應力增大。
左士剛[8]利用TA15鈦合金球形粉末采用激光沉積技術進行了TC17鈦合金增材修復制造過程研究,研究了修復件組織特性與力學性能影響規律。結果表明,采用激光沉積技術增材修復后的TA15/TC17修復件無焊接缺陷,修復件抗拉強度為1029MPa,采用退火處理后,力學性能明顯增強,抗拉強度基本可達TC17鍛件標準,伸長率優于標準。
綜上所述,對于鈦合金的LMD技術增材制造相對較為穩定,增材件力學性能基本滿足鍛件最低標準,對于某些特定需求鈦合金則要進行增材制造后熱處理的方式達到使用要求。
2.2 激光選區熔化(SLM)
唐思熠等人[9]采用SLM技術制備Ti6Al4V鈦合金試樣(見圖2),并對微觀組織、力學性能和致密化行為進行了分析研究。結果發現,激光功率從360W增加到400W時,致密度提高明顯;在400W后繼續增加功率,致密度受激光掃描速度的影響較大,最優工藝參數下的試樣質量遠高于鍛件標準。
Polozov等人[10]采用SLM技術進行增材制造Ti-5Al、Ti-6Al-7Nb和Ti-22Al-25Nb塊狀合金,對Ti-Al-Nb系統進行退火處理,對試樣進行系統表征研究。結果發現,Ti-5Al可以采用SLM增材制造成鈦合金,Ti-6Al-7Nb和Ti-22Al-25Nb則需要在1350℃下熱處理才能完全溶解Nb顆粒,但是此時樣品氧含量較高,力學性能降低。
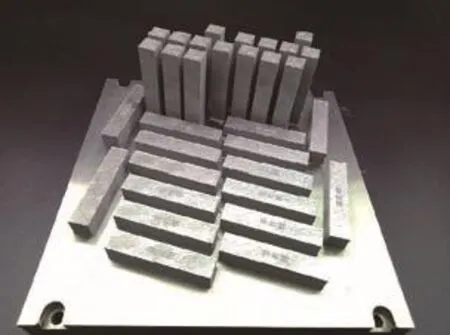
圖2 SLM成形試樣
Fan等人[11]研究了SLM技術增材制造Ti-6Al-2Sn-4Zr-2Mo(Ti-6242)鈦合金在標準時效(595℃/8h)下的顯微組織穩定性。研究結果發現,隨著激光掃描速度的提高,相對密度增加到99.5%后急劇下降到大約95.7%,時效老化處理的Ti-6242相對剛制成的Ti-6242抗拉強度從1437MPa提升至1510MPa,延展性從5%降低到1.4%,同時硬度也從410HV增加到450HV,β相顆粒的沉淀硬化作用是產生這種變化的重要原因。
Ren等人[12]采用SLM技術增材制造進行了Ti-Ni形狀記憶合金組織性能的研究工作,制備等原子Ti50Ni50(質量分數)樣品,結果發現,在激光功率為40J/mm3,掃描速度為1000mm/s下可制造幾乎完全致密試樣,不同掃描速度對相組成、相變溫度和維氏硬度的影響作用有限,與傳統鑄件相比,SLM技術增材制造件擁有較高的真空壓縮和斷裂強度。
綜上所述,對于Ti6Al4V的SLM技術增材制造相對較容易實現,對于鈦與其他元素合金的SLM技術增材制造還需要做進一步地研究,需要進行預熱或者其他熱處理手段和進行氧含量的控制手段來增強其他鈦合金SLM技術增材制造的力學性能,獲得高質量的研究試樣。
2.3 電子束熔絲沉積(EBF3)
靳文穎[13]研究了TC4鈦合金的電子束熔絲沉積增材修復技術,進行了普通TC4焊絲和自制TC4EH焊絲的增材修復性能對比。研究發現,采用自制TC4EH焊絲的抗拉強度(905.23MPa)明顯高于TC4普通焊絲(809.04MPa),硬度和沖擊韌度同樣較高,伸長率可達原材料的90%以上,具有優良的力學性能。
Chen等人[14]進行了電子束熔絲沉積Ti6Al4V變形控制研究(見圖3),電子束以100~150mA之間的掃描電流和低于100mm/s的速度工作,則可以形成薄壁件,掃描形式對殘余應力分布影響不大,單向掃描變形更大,收縮變形在往返掃描情況下較為明顯,并且與電流變化成正比關系,同時,發現基板底部恒定溫度約束下,變形得到改善。
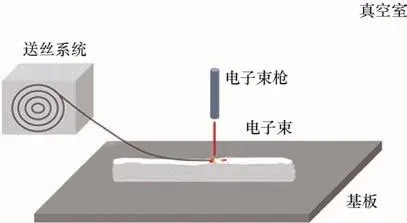
圖3 EBF3原理
Yan等人[15]研究了電子束熔絲沉積Ti6Al4V加強筋的殘余應力與變形,研究發現,兩個加強筋都對板產生不利的變形,縱向軌道比橫向軌道引起板更大的變形,加強筋的沉積軌跡對變形有很大影響,最大位移發生在與縱向軌道相關的加強筋的內底邊緣,高殘余應力區域主要集中在加強筋的根部。
綜上所述,對于鈦合金的電子束熔絲沉積增材制造的研究相對較少,主要偏向借助有限元分析軟件的變形控制等領域。分析認為,電子束熔絲沉積增材制造可以克服傳統的鈦合金加工方式的弊端,借助有限元分析軟件更為實際應用過程中提供了基礎理論的指導。
2.4 電子束選區熔化(EBM)
Murr等人[16]采用EBM增材制造的方法制備多孔泡沫Ti6Al4V,研究了剛度與密度之間的關系。結果發現泡沫具有實心孔和中空孔結構,與實心、緊密的EBM制造件相比,中空孔結構的強度與硬度成正比,強度高出40%,并且剛度與孔隙率成反比,采用EBM增材制造的泡沫材料在生物醫學、航空航天等領域的應用具有巨大潛力。
許飛等人[17]采用電子束選區熔化技術對制備的TC4鈦合金開展了大功率高速光纖激光焊接試驗研究。結果表明,受EBM技術增材制造TC4的晶粒尺寸差異的影響,激光焊接試驗熔合區靠近上下表面的β柱狀晶組織相對細小。焊縫區顯微硬度高于增材區硬度,且頂部硬度較高。
Seifi等人[18]研究利用EBM增材制造Ti-48Al-2Cr-2Nb的組織性能研究,結果發現,所沉積的材料強度和硬度值超過了常規鑄造Ti-Al所獲得的強度和硬度值,這與目前測試的增材材料中存在更精細的微觀結構相一致。
Surmeneva等人[19]研究了采用EBM技術增材Ti–10%Nb(質量分數,下同)的組織性能研究。結果發現,通過EBM技術元素Nb和Ti的粉末混合物中原位生產Ti-10%Nb合金,最大的Nb顆粒保留在EBM制造的樣品中,并且Nb僅部分擴散到Ti中,如圖4所示,應該對EBM工藝的參數優化進行更多的研究,以實現更均勻的合金顯微組織。
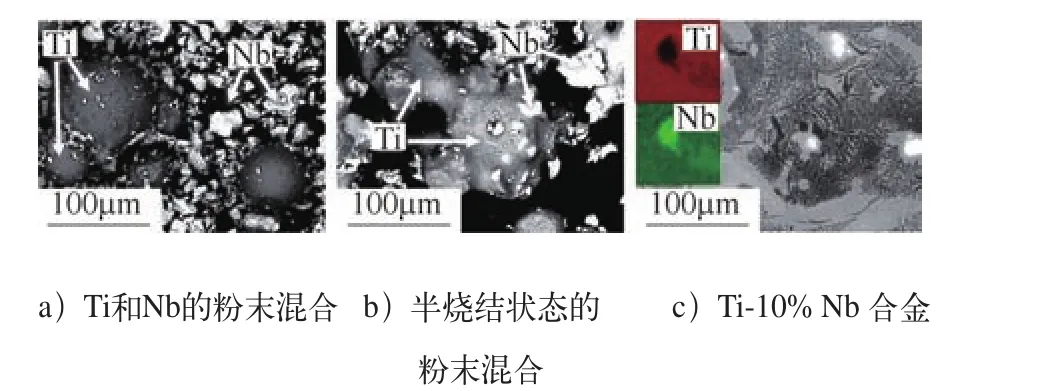
圖4 EBM技術增材Ti-10% Nb的組織
綜上所述,對于Ti6Al4V的EBM研究相對較為廣泛,發現對于Ti-Nb合金的EBM技術增材制造仍難很好地解決Nb顆粒的擴散問題,會導致顯微組織不均勻,因此對于Ti-xNb合金的增材制造還需要更多的工藝優化試驗進行材料性能的提升。
3 熔焊增材制造
與其他增材制造方式相比,熔焊增材制造操作性更強,成本更低,但結構可靠性相對較低。熔焊增材制造一般采用焊絲增材制造,但是由于基材和初始沉積層之間的熱梯度大,以及輻射和對流熱損失,會在制造的部件底部觀察到細晶粒結構。由于較低的熱梯度,傳熱速率較低,這阻礙了在增材過程的中間層形成細晶粒結構,而只在制造部件的中間形成長的柱狀晶粒。
3.1 CMT電弧增材制造
李雷等人[20]采用CMT電弧增材TC4薄壁結構,研究其增材層組織性能。結果發現,由于增材過程熱循環的反復作用,原始β柱狀晶晶界、水平層帶條紋、馬氏體組織和網籃組織等形態出現在增材層中,由于時效作用,對中下部區域產生強化作用,造成上部增材層顯微硬度略低于中下部顯微硬度(見圖5)。
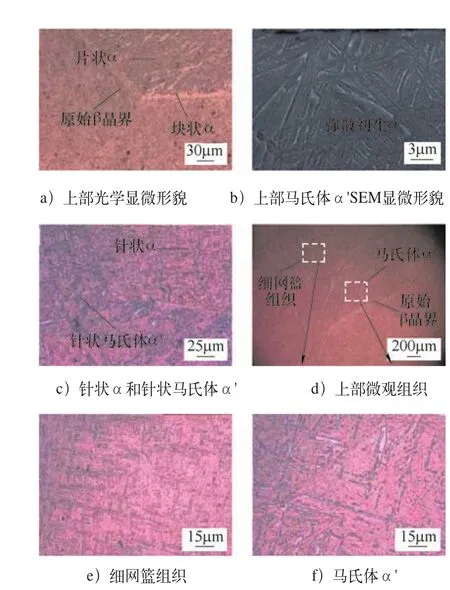
圖5 增材薄壁顯微組織
陳偉[21]進行了CMT電弧增材TC4的微觀組織及力學性能研究。結果發現,在設定送絲速度為3.0m/min、焊接速度為0.48m/min的參數下,原始β晶粒剖面面積最小,CMT電弧增材制造TC4鈦合金在870℃,1h/固溶爐冷(FC)+600℃、2h/固溶空冷(AC)下熱處理,獲得的各區域微觀組織較均勻,固溶處理后的材料塑性較高。
3.2 等離子弧增材制造
Lin等人[22]采用PAW增材制造Ti6Al4V,在微觀結構和顯微硬度方面進行了研究。結果發現,先前的β柱狀晶粒的外延生長受到脈沖擾動的抑制,這導致形成了具有接近等軸晶粒的柱狀晶粒,在沉積早期,由于熱循環不足,顯微硬度較低,在后續沉積中,硬度升高,在沉積層的頂部,不受連續熱循環的影響,導致第二相的體積減小,硬度值降低。
馬照偉[23]進行了旁路熱絲等離子弧增材制造鈦合金的組織性能研究(見圖6)。結果發現,鈦合金增材構件的橫向抗拉強度為977MPa,強度與TC4母材的抗拉強度相當,斷裂位置在增材直壁結構尾部區域,這是由于橫向焊縫為連續熔化-凝固而來,焊縫中的缺陷和雜質較少,使得橫向焊縫具有良好強度性能的鈦合金增材構件的豎向抗拉強度為936MPa,斷裂位置在增材直壁結構上部區域,性能較橫向焊縫稍差。靠近母材的熱影響區硬度相對較低,出現了小范圍的軟化區,整體的豎向硬度差別并不明顯。
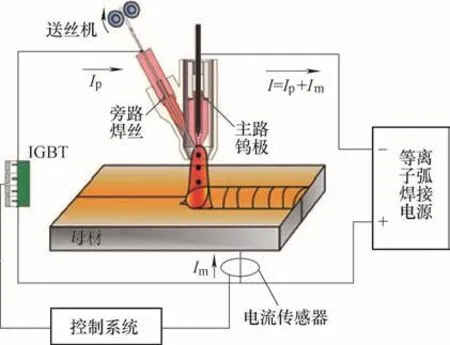
圖6 旁路熱絲等離子弧增材制造原理
3.3 復合電弧增材制造
Pardal等人[24]進行了激光和CMT復合焊接增材制造Ti6Al4V的結構件穩定性研究。結果發現,激光可用于穩定焊接過程,減少焊接飛濺,改善電弧漂移的情況,改善單層和多層沉積的焊縫形狀,并將Ti6Al4V增材制造的沉積速率從1.7kg/h提高到2.0kg/h。
綜上所述,對于熔焊增材制造鈦合金主要集中在TC4的研究中,多采用CMT、等離子等高效熔絲工藝方式,同時采用其他熱源輔助焊接的方式穩定焊接過程,進行鈦合金的增材制造。分析認為,對于熔焊鈦合金增材制造的發展方向應開拓研究制備鈦合金功能性材料,便于多領域全方位的應用推廣,復合熱源的增材方式或其他可控熱輸入的穩定增材方式會成為熔焊增材的熱門研究方向。
4 固態焊增材制造
4.1 攪拌摩擦增材制造(FSAM)
攪拌摩擦增材制造是一種從攪拌摩擦焊接技術發展而來的固相增材技術,原理如圖7所示。增材效率高、成本低;在增材過程中沒有金屬的熔化和凝固,可以避免熔池帶來的冶金缺陷問題,同時攪拌摩擦過程中塑性變形還可以起到晶粒細化的作用,獲得低成本、高質量增材產品。
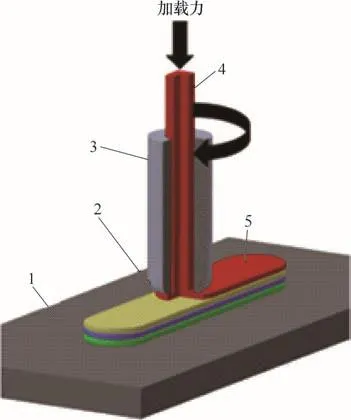
圖7 攪拌摩擦增材制造原理
張昭等人[25]基于Abaqus生死單元法和移動熱源法建立兩種攪拌摩擦增材制造Ti6Al4V有限元模型,研究攪拌摩擦增材的溫度分布和晶粒生長情況。研究結果發現,橫向增材峰值溫度大于縱向增材峰值溫度,在攪拌區冷卻及增材累積過程晶粒粗化,并且由β相轉變為α相,由于不同熱循環次數的影響,低層攪拌區晶粒尺寸較大,高層攪拌區晶粒尺寸較小。
4.2 超聲波增材制造(UAM)
超聲波增材制造(UAM)是一種新的快速成形工藝,用于在室溫或接近室溫的條件下制造金屬基復合材料。較低的加工溫度使復合材料能夠通過利用嵌入在基體中的高度預應變的形狀記憶合金(SMA)纖維產生的回復應力。Hahnlen等人[26]利用UAM技術制造NiTi-Al復合結構界面強度研究,纖維-基體界面的強度是UAM復合材料的限制因素。結果發現,平均界面剪切強度為7.28MPa,纖維與界面結合方式是機械鍵合,未發生化學鍵合或冶金鍵合方式。
為提高碳纖維增強材料(CFRP)的承重能力,使其能在航空航天和汽車工業上進一步推廣應用,James等[27]人進行了CFRP/Ti的超聲波增材制造中剪切破壞強度的研究,研究結果發現,采用UAM技術可以實現CFRP/Ti的結構制造,超聲波能量和表面粗糙度都對UAM制成結構的剪切強度產生積極影響,在焊接前增加界面的表面粗糙度有助于增加最終焊縫的剪切破壞負荷。
綜上所述,關于超聲波增材制造鈦合金的研究較少,主要進行的是金屬基復合材料的研究,以增強復合材料的特定性能滿足實際生產應用,分析認為,在未來研究中,應側重于提升復合材料的力學性能研究方向。
5 結束語
隨著現代工業的迅速發展,輕量化的設計成為結構件的發展方向,對結構件的性能和質量要求變的越來越嚴格,鈦合金增材制造技術的迅速發展,可以進一步擴大鈦合金結構件的應用范圍,提高鈦合金增材件的性能,增強結構穩定性。綜合國內外所研究的鈦合金增材制造技術和現代工業的發展方向,未來鈦合金增材制造技術注定將朝著綠色、經濟、穩定、快速的方向發展。
1)從綠色發展方向來看,攪拌摩擦增材制造起步階段較晚,還處于試驗研究階段,未來進行多金屬材料的復合結構增材制造,實現特定結構的特種性能,將是該技術的一個研究方向。
2)對于經濟、穩定的發展方向,則需要進行電弧增材的穩定性過程探索,尤其是新型復合電弧增材制造的穩定性研究。
3)對于快速性的發展方向,目前階段激光/電子束增材制造工藝相對較為成熟,應繼續探究激光增材制造的經濟適用性,從實際生產中的裝配精度到生產制造中的工藝優化過程,進而降低生產成本,為鈦合金增材制造結構件大面積的生產應用打下基礎。
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
科技傳播(2019年22期)2020-01-14 03:06:54
遼金歷史與考古(2019年0期)2020-01-06 07:45:20
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
電子制作(2018年11期)2018-08-04 03:26:04
汽車工程學報(2017年2期)2017-07-05 08:13:02
國際商務財會(2017年8期)2017-06-21 06:14:14
電子制作(2017年23期)2017-02-02 07:17:19
