一種小型數控立式銑床的結構與選型設計
2020-07-07 07:48:10宋亞林張正祥
鄂州大學學報 2020年2期
宋亞林,張正祥
(鄂州職業大學 機械工程學院,湖北 鄂州 436099)
1 前言
在社會服務的過程中,需要為某企業設計一種小型數控立式銑床,滿足該企業的生產需要。其生產任務是專門給30mm×50mm×8mm尺寸范圍以內的零件表面加工齒槽,正反兩面需要加工,加工精度為±0.05mm,生產速度每分鐘5件產品,大批量生產。要求銑床重量不超過1500kg,外形尺寸不超過1700mm×1300mm×1850mm,采用380V或220V交流電源。經過分析,決定設計一款專用的數控立式銑床滿足其要求。
2 銑床的總體結構布局
銑床設計由床身、底座、立柱、主軸加工部分、工作臺進給、電氣控制、工件氣動輸送、冷卻系統、潤滑系統和安全防護罩等部分組成。
如圖1所示,床身用來固定和支承銑床上的立柱、安全防護罩和安裝工作臺進給等組成部分。其內部裝有電氣控制設備及潤滑油泵、冷卻泵等設備。
主軸加工部分主要包括電主軸和垂直方向的絲桿傳動進給兩大部分。垂直方向的絲桿傳動進給裝置,通過立柱來支撐,并帶動主電軸在垂直方向運動。通過伺服電機驅動垂直方向的絲桿傳動,依靠絲桿螺母副,帶動電主軸沿著垂直方向上下運動,完成電主軸與銑刀的垂直進給,改變銑刀與工件的垂直距離,控制切削深度。
工作臺進給部分包括縱橫兩個方向的進給。通過十字滑臺的運動實現橫向和縱向進給運動功能。本銑床的十字滑臺主要包括滑臺底座、上下滑臺、伺服電機、聯軸器、滾珠絲杠、軸承、導軌、滑鞍等部件。橫向和縱向進給都是由安裝在工作臺一端(右端和后端)的伺服電機驅動的。通過聯軸器帶動精密滾珠絲杠副,從而使工作臺獲得縱橫向進給。為確保數控系統的傳動精度和工作平穩性,工作臺采用了滾珠絲杠螺母副和滾珠滾動導軌,以便盡量消除齒側間隙,提高運動精度。[1]
工件的送料與卸料部分主要包括推料、取料、送料、卸料和儲件部分。其工作過程全部由氣壓機構自動完成。通過推料氣缸,實現工件毛坯從儲料箱中推出,通過手指氣缸實現工件的夾持,通過移動氣缸,實現工件的輸送。工件加工完成后,由手指氣缸和移動氣缸實現工件的卸料、輸送和儲件,最終將工件放置在儲件箱中,實現工件的存放。[2]
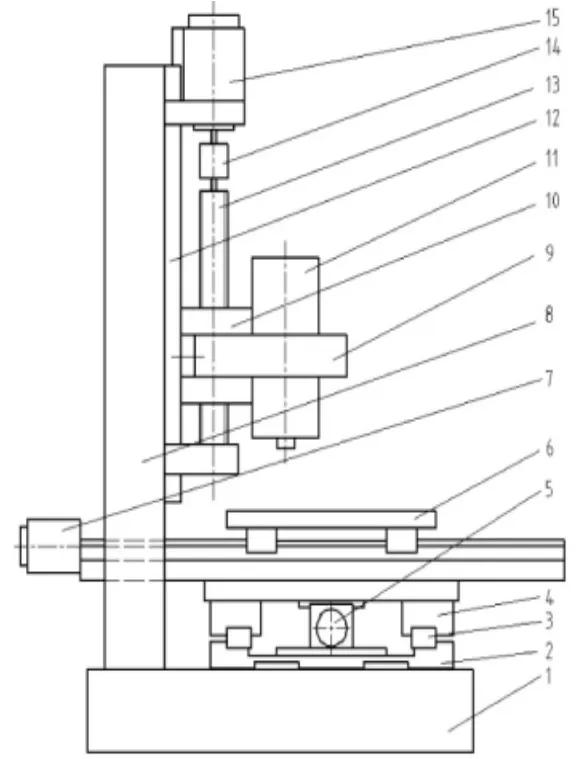
圖1 數控立式銑床結構簡圖
3 銑床主要部分的設計
3.1 主軸及垂直進給設備選擇
主軸加工部分設計時,考慮到加工零件較小,切削量不大,所需功率小等因素,故而選擇了高速電主軸。由于高速電主軸用了內裝式電機直接驅動,省去了中間傳動環節,特別是齒輪傳動和帶傳動環節,不僅使得銑床的機械傳動部分的傳動誤差減小,而且結構上更加簡捷和緊湊。由于高速電主軸采用了交流變頻調速和矢量控制技術,輸出功率滿足加工要求,調速范圍寬,無級調速,能適應各種負載和工況變化的需要。電主軸選擇后,根據電主軸的規格和安裝尺寸,如前蓋螺孔的形位尺寸、軸心高等尺寸,配套設計了一套垂直方向的絲桿傳動進給裝置。該裝置由下固定支座,伺服電機支座(上)、滾珠螺母座等組成。其中,伺服電機支座和下固定支座中還包含有軸承、軸承壓蓋、軸承襯套、鎖緊螺母等組件。
電主軸與垂直方向進給裝置中的滾珠螺母座、左右直線滑軌有效連接。在銑床加工時,垂直方向的伺服電機帶動絲桿傳動,實現垂直方向的直線進給。[3]
3.2 垂直進給電機的選擇
電主軸的重量M1=4kg,用于固定電主軸的夾具重量M2=1 kg,垂直方向的絲桿長度為500mm,導程P=10mm,絲桿直徑D=20mm,通過計算得絲桿和聯軸器重量m=1.50 kg,摩擦系數μ=0.2,機械效率η=0.9,負載移動速度v=0.5m/min,全程移動時間tc=2s,加減速時間ta=td=0.2秒,靜止時間tj=0.3s。電機與絲桿通過聯軸器聯接。
(選擇滿足負載需求的最小功率伺服電機。)
1)計算折算到電機軸上的負載慣量
電主軸和夾具折算到伺服電機軸上的轉動慣量為:

螺桿聯軸器的轉動慣量為:
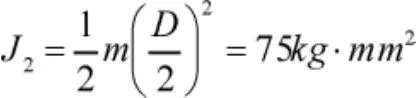
總負載等效轉動慣量JL=J1+J2,代入數據算得JL=87.678kg.mm2。
這里,JM=118kg.mm2,按照負載慣量<3倍電機轉子慣量JM的原則,電機合適。
2)計算電機驅動負載所需的扭矩計算
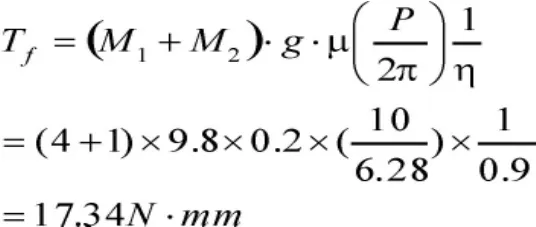
勻速移動克服摩擦力所需轉矩:
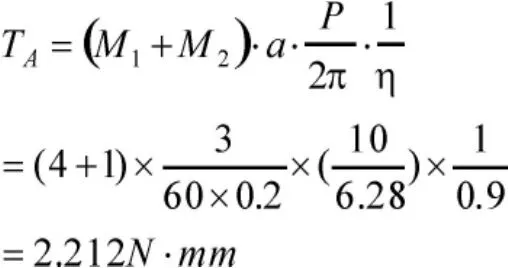
進給加速所需轉矩:
加速時轉矩Ta=TA+Tf;減速時轉矩Td=TA-Tf。
同理根據公式可求有效轉矩:
這里,Ta、Tf、Td分別是加速轉矩、勻速移動時轉矩、減速時轉矩。ta、tb、tc分別是加速時間、勻速時間、全程移動時間。最后求得:

伺服電機額定轉矩T=1.6×103N.mm,最大轉矩Tmax=4.8×103N.mm。滿足條件T>Tf,且T>Trms,最大扭矩Tmax>Tf+TA。
3)最后選定某公司80ENA-016A伺服電機作為垂直方向的絲桿傳動動力,額定轉速為3000r/min,最大轉速為4500速度r/min。配套選用驅動器型號為ZSD-K1AS08AA。另外選配了左直線滑軌和右直線滑軌。再選擇某公司型號為XY1-20-25高精度梅花聯軸器與伺服電機輸出軸聯接,其外徑為20mm,長度為25mm。
最后,將絲桿導程改成P=12mm,使速度更加可靠,此時,最低電機速度要求N≥2500r/min,更符合轉速要求。
經驗算,此時電主軸和夾具折算到伺服電機軸上的轉動慣量為:J1=18.24kg.mm2,總負載等效轉動慣量JL=68.24kg.mm2。
滿足負載慣量JL<3倍電機轉子慣量JM的條件。
此時,Tf=20.18N.mm;TA=2.65N.mm;Trms=19.22N.mm。
滿足轉矩T>Tf,且T>Trms,最大扭矩Tmax>Tf+TA的工作條件。[4]
3.3 工作臺進給部分選型設計
為了保證加工精度,簡化設計,如圖1所示,工作臺進給部分直接采用高精度伺服直線電機滑臺,該部分主要包括滑臺底座2、直線導軌3、下滑臺4、上滑臺6和伺服電機5、7等。滑臺底座2、上滑臺6和下滑臺4均采用高性能鑄鐵鑄造成型,具有較好的吸振性和結構剛性,保證了運動部件的平穩性。滑臺由伺服直線電機驅動,精密直線導軌導向,伺服直線電機5的定子固定在滑臺底座2上,驅動下滑臺4在X軸方向直線導軌3上作直線滑動,伺服電機7驅動上滑臺6作Y軸方向直線滑動。即上滑臺6和下滑臺4分別在成90°的Y軸和X軸方向上進行滑動。完成直線、斜線、圓弧、曲線的進給和插補。通過計算,選擇某公司htA-3W-10-10-10型十字滑臺。重復定位精度±0.02mm,能滿足加工零件的精度要求。
控制系統以小型PLC和觸摸屏為控制核心,通過程序儲存器和數據儲存器,完成指令的儲存和譯碼后數據之間的轉換,再通過I/O接口,完成對數控銑床整體的監控。伺服進給系統作用是接收數控系統發出的進給速度和位移指令信號,由伺服驅動電路作轉換和放大后,經伺服驅動裝置(直流、交流伺服電動機、功率步進電動機、電液脈沖電動機等)和機械傳動機構,驅動機床的工作臺、主軸頭架等執行部件實現工作進給和快速運動。[5]
4 結論
在銑床設計過程中,采用了數控銑床模塊化的設計方法。在總體設計中采用了單立柱布置方案,加工精度高、結構簡單緊湊。機床主軸采用了高速電主軸,簡化了傳動方案。機床進給系統采用了伺服電動機的開環控制,定位精度滿足要求,成本較低,調試維修方便。經實踐中試用表明,該銑床滿足生產要求。
