齒輪銷壓裝工藝的分析
2020-07-07 11:23:24穆文慧
機械管理開發 2020年5期
關鍵詞:工藝流程
穆文慧
(中國重汽大同齒輪公司, 山西 大同 037000)
1 發動機曲軸飛輪組的組成
曲軸由主軸頸、連桿軸頸、曲軸臂、平衡塊、曲軸前端、曲軸后端等組成。
曲軸飛輪組在發動機中所起的作用是,把活塞的往復運動轉變為曲軸的旋轉運動,為汽車的行駛和其他需要動力的機構輸出扭矩,同時儲存能量,用以克服非做功行程的阻力,使發動機運轉平穩。
曲軸飛輪組的主要部件有曲軸、曲軸齒輪、飛輪、扭轉減振器、曲軸皮帶輪、正時齒輪、鏈輪、起動爪、主軸瓦、飛輪螺栓等組成。
本文所述的曲軸齒輪的一端安裝在飛輪上,可與起動機的驅動齒輪嚙合,供啟動發動機時使用,10個通孔用螺栓裝配固定,1個銷孔用圓柱銷與飛輪連接,內孔與軸承裝配連接,見圖1。多缸發動機的飛輪應與曲軸一起進行動平衡,否則在旋轉時因重量不平衡而產生離心力,將引起發動機振動并加速主軸軸承的磨損。為了在拆裝時不破壞它們的平衡狀態,飛輪與曲軸之間應有嚴格的相對位置,并用定位銷或不對稱布置螺栓予以保證。
2 機械加工裝配后的齒輪
機械加工裝配后的齒輪成品簡圖如圖2所示。此零件屬于典型的斜齒、壁高、壁薄件(包括徑向、軸向)齒輪。

圖1 曲軸齒輪裝配連接圖
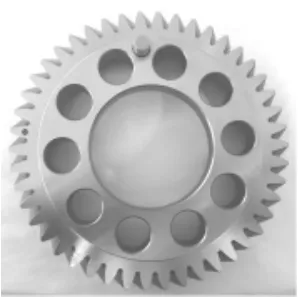
圖2 機械加工裝配后的曲軸齒輪成品簡圖
3 原機械加工工藝方案機械加工以及裝配中的問題
3.1 壓裝銷子存在的問題
由于熱處理后不再對銷孔進行加工,而熱處理變形對銷孔孔徑及形位公差的影響程度決定了壓銷成品的質量,熱處理后銷孔直徑產生變化以及銷孔內垂直度產生的形狀誤差,導致出現以下問題:銷孔內垂直度、圓柱度一致性降低,壓裝合格率低;出現銷子壓斜、壓歪、壓腫、壓扁等現象;不能夠保證壓裝完銷子兩面相對內孔的垂直度,一致性差,且銷孔中心與齒輪孔中心距離尺寸偏差無規律性,而此距離為飛輪相連接的尺寸,它的尺寸穩定與否最終影響裝配的合格率,此距離尺寸的散差偏離大,使得過程把控能力不足,增加了最終出廠檢驗的工作量,導致了產品交付的延遲、產品質量的下降與產品成本的提高等。
3.2 壓銷完的成品零件存在的問題
采用原機械加工工藝方案壓銷完的成品零件銷孔強度較低、硬度較低、加工工藝性差,在與發動機飛輪組裝配中發現,產品一次性裝配合格率低,因此需要重新進行正向流程的開發,通過運用DFMEA與PFMEA潛在失效模式的風險分析,并進行工藝流程的再升級。
4 加工方案
4.1 原工藝流程
鍛件—粗車—粗車件(外協)來料檢驗—精車齒輪兩端面、倒角、內孔等—滾齒—齒兩端倒棱—鉆10個螺栓孔—鉆1個銷孔—倒兩邊螺栓孔、銷孔角—打零件標識—熱處理—平磨大端面—車端面、車內孔、倒角—磨齒—探傷退磁—壓裝裝配銷—涂油、清洗和包裝—發貨。
4.2 現工藝流程(優化工藝方案)
鍛件—粗車—粗車件(外協)來料檢驗—精車齒輪兩端面、倒角、內孔等—滾齒—齒兩端倒棱—鉆10個螺栓孔—鉆1個銷孔—倒兩邊螺栓孔、銷孔角—打零件標記—熱處理—熱處理(銷孔防滲)—平磨大端面—車端面、倒角、車內孔—磨齒—探傷退磁—銑、鉸銷孔—壓裝裝配銷—涂油、清洗和包裝—發貨。
4.3 工藝提升
通過傳統的加工方法和工藝不能控制工件銷孔的變形,達不到銷孔要求精度。工藝提升后采用現工藝流程方法,達到了更高精度的裝配要求。對齒輪進行后期加工處理,在熱處理前對銷孔進行給熱處理且留一定的切削余量,采用防滲的方法防止銷孔熱變形,熱處理后再次加工(銑、鉸)銷孔直徑,提高了齒輪銷孔精度,保證銷孔直徑與孔內垂直度都符合工藝設計要求。
4.4 壓裝設備
采用如圖3所示的半自動、半手工壓力機加工壓銷工序,把壓銷工裝安裝在機床上,再把銷子安裝到工裝上,用壓力機把銷子壓裝到齒輪銷孔內,完成成品的加工。

圖3 壓力機
5 齒輪裝配分析、比較趨勢圖
1)采用原工藝流程方案,齒輪壓銷后,齒輪中心孔到銷孔中心距離不符合工藝圖紙要求(50 mm±0.03 mm),銷子兩面垂直度不符合小于0.05 mm的要求,從圖4中可以看到有大于十個數據超出規定的范圍。
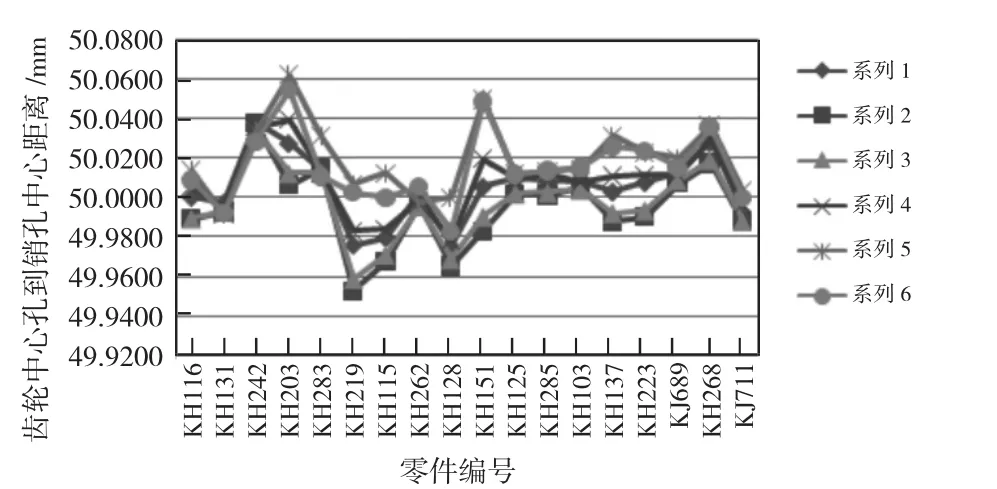
圖4 采用原工藝流程方案齒輪中心孔到銷孔中心距離趨勢圖
2)采用現工藝流程方案,齒輪壓銷后,齒輪中心孔到銷孔中心距離符合工藝圖紙要求(50 mm±0.03 mm),銷子兩面垂直度符合要求小于0.05 mm的要求,從圖5中可以看到沒有數據超出規定的范圍。
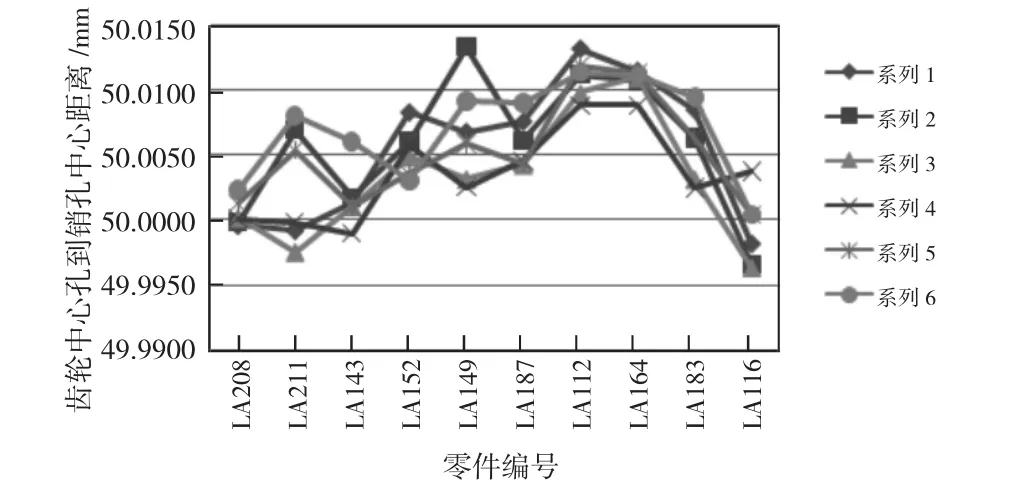
圖5 采用現工藝流程方案齒輪中心孔到銷孔中心距離趨勢圖
3)采用現工藝流程加工后,壓銷前后銷孔尺寸、銷子的變化規律如圖6所示。銷子孔徑尺寸Φ8(-0.034/-0.07),銷子直徑Φ8(0/-0.022),壓銷前銷子孔徑尺寸均沒有超出規定范圍,壓裝后銷子直徑均沒有超出規定范圍。
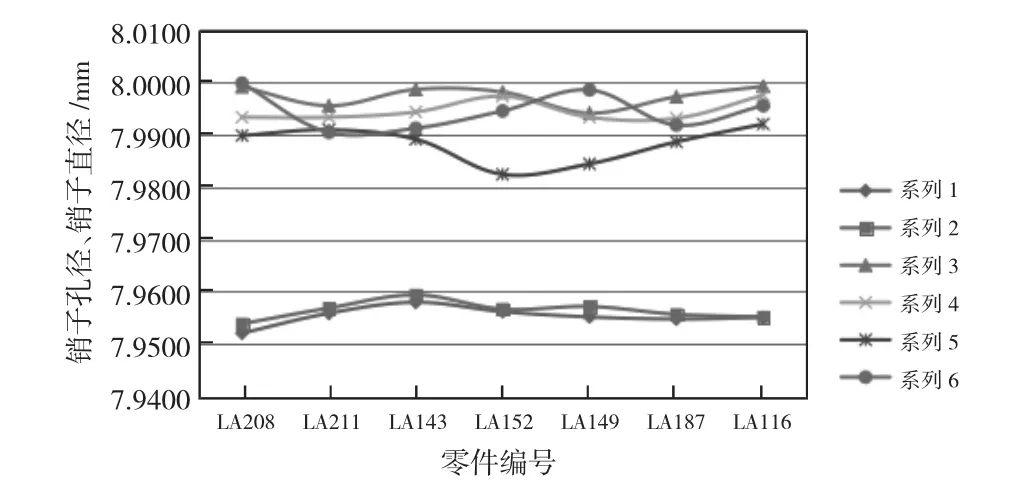
圖6 采用現工藝流程壓銷前后銷孔尺寸、銷子的變化規律
3)舊工藝流程會造成內孔出現高低點(如圖7所示),影響齒輪中心孔與銷孔中心的中心距,最終影響裝配。采用現工藝流程加工后,消除了舊工藝流程壓銷工序銷子對內孔產生的一系列影響。
5)通過大量的試驗發現,利用現工藝流程加工后,內孔壓銷前后的變化如下頁圖8所示,變化量最大為0.015 mm,過程一致性更加穩定。
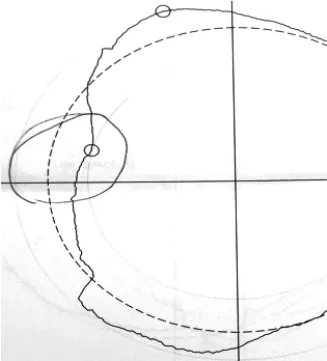
圖7 壓銷對內孔的影響
6 結語
流程是一系列共同給客戶創造價值的相互關聯活動的過程,工藝流程的優化是一項提升產品品質的策略。經過優化工藝流程,對特殊零件進行特殊工序的開發,以期通過不斷地探索、完善、優化工藝流程保持企業的競爭優勢。
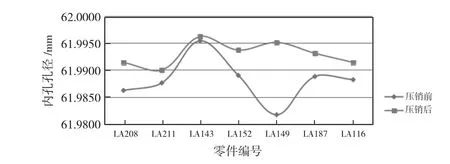
圖8 內孔孔徑壓銷前后趨勢圖
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
中學生數理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
昆鋼科技(2021年2期)2021-07-22 07:47:04
昆鋼科技(2021年1期)2021-04-13 07:54:52
中學生數理化(高中版.高考數學)(2020年2期)2020-04-21 07:51:18
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
當代化工研究(2016年7期)2016-03-20 16:21:56
求學·理科版(2016年1期)2016-02-29 15:34:46
現代制造技術與裝備(2015年4期)2015-12-23 10:20:22
湖南安全與防災(2014年5期)2014-02-27 14:01:38