某型飛機典型結構應力腐蝕開裂原因分析
2020-07-04 06:27:02范鑫姚亮亮王亞南王燕禮國營蕪湖機械廠陸軍裝備部駐重慶地區軍事代表局駐昆明地區第一軍事代表室
航空維修與工程 2020年4期
范鑫 姚亮亮 王亞南 王燕禮/ 國營蕪湖機械廠 陸軍裝備部駐重慶地區軍事代表局駐昆明地區第一軍事代表室
0 引言
某型飛機在正常進廠維修作業中,發現在R 角圓弧底端區域、緊固件孔邊以及兩孔之間的圓心連線處等一些典型結構上出現了裂紋,嚴重影響飛機的結構完整性,危害飛行安全。出現裂紋的典型結構均采用AA7B04 厚軋板制造,這些裂紋的擴展方向與結構承受的服役載荷方向平行,也與板材的軋制方向平行,打開裂紋后觀察到裂紋表面存在腐蝕產物、腐蝕嚴重。失效分析結論證實,這些結構的失效形式均為應力腐蝕開 裂(SCC)。
1 材料分析
AA7B04 是7 系高強鋁合金,是在7A04 基礎上通過進一步純化鐵和硅等雜質元素而來,其抗疲勞和抗斷裂性能得到相應的提高[1-3]。但是,熱處理制度對該合金的SCC 敏感性有特別明顯的影響,這是因為熱處理工藝不同會導致合金組織的微小變化,從而引發SCC敏感性出現大幅度波動[4-5]。調查發現,該結構使用的高強AA7B04 熱處理狀態為T651,即峰值時效+預拉伸。
通過透射電子顯微鏡技術(TEM)觀察到的該合金微觀組織結構如圖1 所示,顯示晶界上分布著連續鏈狀且細小的彌散相(MgZn2相)[6-7],且存在一定寬度的晶界無析出帶(PFZ),寬度約為20 ~30nm;晶內有大量均勻細密且尺寸較小的粒狀/球狀析出物和細小的半共格GP 區,根據形狀和尺寸可以推斷粒狀/球狀物為不穩定MgZn2相[8-9];圖1 中還顯示一些晶內析出相已經長大成長棒狀,可以看到一些尺寸較大的粒子不規則地分布在晶內,這些粒子應該是CuAl2、Mg2Si 等難溶相[9]。晶界上分布著連續鏈狀的彌散相,該晶界組織對SCC 和剝落腐蝕十分敏感[10-12],這是因為在3.5%NaCl 溶液中,MgZn2相的電位(-1.05V)明顯低于α-Al 基體的電位(-0.73V),故在環境腐蝕作用下,MgZn2相將作為陽極優先溶解,形成沿晶界的有選擇性的陽極溶解通道。尤其是在有Cl-存在的情況下,厚板的高向(ST 方向)SCC 敏感性十分明顯。另外,還可以看到合金晶內仍有淬火殘留下來的位錯線塞積在晶界附近,它們與晶界有交點,意味著晶內結構不均勻,該交接處在應力作用下會產生應力集中,往往是應力腐蝕的裂紋源。
此外,峰值時效狀態下存在著嚴重的Mg 偏析,很可能因為Mg-H 作用導致合金SCC 敏感性較高。Mg-H 復合體理論認為7000 系鋁合金含有較多Mg,從而導致晶界上存在著過量的自由鎂,易與氫形成Mg-H 復合體,造成晶界上固溶氫增加,形成氫偏聚,使得晶界結合能下降,從而促進了裂紋的擴展。Mg-H 相互作用已得到試驗證 實[13-16]。
采用背散射電子衍射技術(EBSD)觀察到的該合金縱斷面金相組織如圖2所示。可以看出,晶粒平行軋制方向被嚴重拉長,縱橫比達到10 以上,晶界傾向于分布在同一個平面內,這些特征為晶間腐蝕提供了連續的發展空間[17]。這是因為拉長晶粒使腐蝕產物沿晶界連續分布,腐蝕溶液很容易滲透到腐蝕尖端,從而進一步促使晶間腐蝕的 延伸。
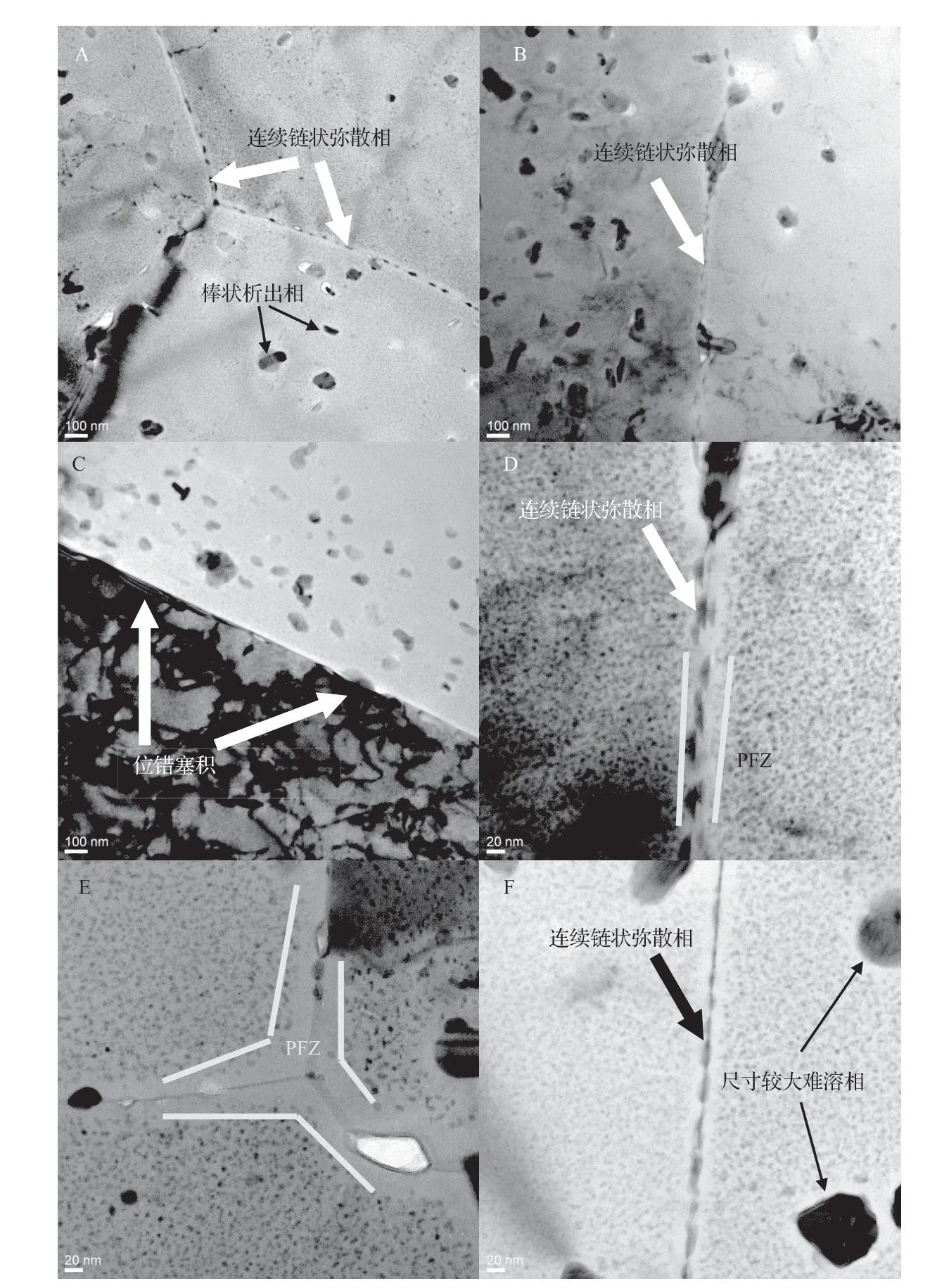
圖1 7B04-T651材料微觀組織結構(TEM)
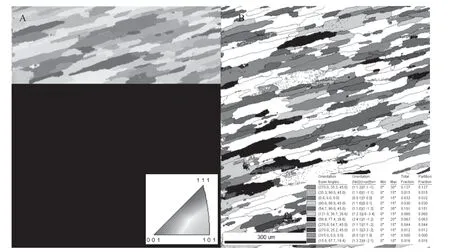
圖2 7B04-T651材料微觀組織結構(EBSD)
2 緊固件孔過渡配合應力計算分析
調查發現, 發生SCC 的連接孔與緊固件以過渡配合形式安裝。以發生SCC 的?8 孔為例,孔的加工公差要求為H9(0 ~+0.036mm), 緊 固 件 螺 栓MJ8×1.25 的公差要求為d1(極限偏差為+0.006 ~+0.028mm,材料TC16,強度極限1030 ~1180MPa)。為此,計算在不同單邊過渡量條件下配合時,過渡量分別為0.010mm、0.012mm、0.014mm、0.016mm、0.018mm、0.020mm 時孔邊的應力分布狀態。垂直于裂紋擴展方向的孔邊應力分布云圖如圖3 所示,不同單邊過渡量裝配時的孔邊最大應力如圖4 所示。
結果表明,當單邊過渡量為0.010mm 時,孔邊存在104MPa 拉應力;當單邊過渡量增大為0.012mm 時,孔邊存在125MPa 拉應力,已經大于7B04-T6 狀態下應力腐蝕門檻值120MPa[18]。因此,在特定的腐蝕環境下必然會發生SCC。另外,孔邊本身就存在應力集中,且腐蝕介質容易殘留在孔周圍,更易誘發SCC。
因此,飛機制造和維修中,應嚴格控制過渡量,減小緊固件配合引入的拉應力值。或預先采用孔擠壓技術對孔進行強化,在孔壁引入一定的殘余壓應力,以抵消過渡配合造成的拉應力,從而避免或降低孔結構發生應力腐蝕的可能性。
3 R 角結構不匹配裝配應力計算分析
調查發現,在分解某些下緣條與下壁板連接螺栓后,二者之間均存在大小不等的間隙,且沒有安裝補償墊板,最大間隙超過1mm。若裝配時僅通過加大螺栓預緊力,強迫去除下緣條與下壁板之間的間隙,則這種不匹配裝配必然產生裝配應力,特別是在R角底部。間隙分別為0.1mm、0.2mm、0.3mm和0.4mm 時,R 角處的裝配應力(該應力垂直于裂紋擴展方向)如圖5 所示。顯然,這種不匹配安裝方法會在R 角內弧區域產生較大拉應力,在特定腐蝕環境中將導致發生SCC 的可能性大增。
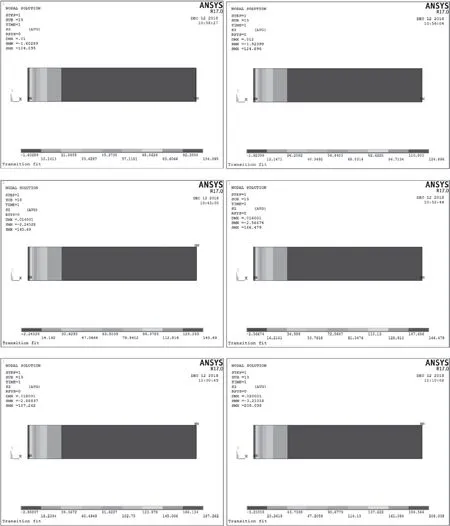
圖3 孔邊應力分布云圖
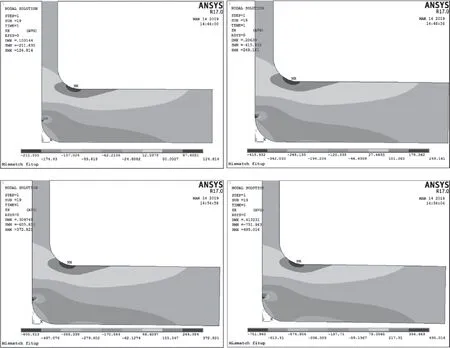
圖5 R角不匹配裝配應力分布云圖
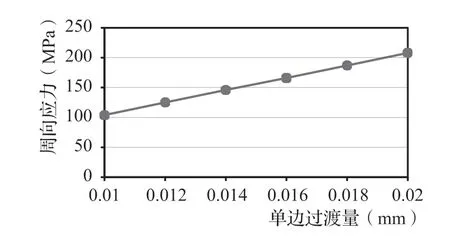
圖4 孔邊應力隨過渡量變化趨勢
4 制造工藝分析
設計要求飛機典型結構用模鍛件制造,但也允許用δ=50mm 的厚板加工制造。實際生產采用后一種方法。圖6 顯示,采用后一種方法,SCC 裂紋正好垂直于板材高向,而鋁合金厚軋板受晶粒取向影響,其高向應力腐蝕傾向是最嚴重的,即工程中使用了材料SCC 性能最差的方向。其次,這種加工方法去除了具有很好耐腐蝕性的包鋁層,而在存在包鋁層的基礎上進行陽極化處理,陽極化膜厚度將更大更均勻。此外,不當的銑削工藝也可能在表面引入殘余拉 應力。
5 服役大氣環境分析
大氣一般分為工業大氣、海洋大氣、海洋工業大氣、城市大氣、農村大氣和一般大氣環境。工業大氣環境中的污染物主要是硫化物,其溶解于金屬表面水膜時具有強腐蝕性,會引起腐蝕產物的自催化而加速腐蝕作用。海洋大氣中主要是含海鹽粒子,其濃度隨著與海岸距離的增加而減小。海洋工業大氣中既有有害工業廢氣又含海鹽粒子,SO2和海鹽粒子聯合作用對金屬的腐蝕比單一SO2或CL-的作用嚴重得多。隨著近年來工業化進程的加快,大量工業廢氣排放到空氣中,氯離子普遍存在于大氣中,各地大氣污染數據見表1。從中可以看出,即使是西部沙漠地區,由于空氣塵降物中富含鹽類物質,對鋁合金的破壞反而比東部城市的大氣嚴重。無論在東部沿海、工業城市,還是在西部戈壁、沙漠地區,典型結構所用鋁合金材料都同樣受到Cl-的侵襲,這為7B04-T6 鋁合金發生SCC 提供了必要的環境條件。

圖6 構件加工示意圖
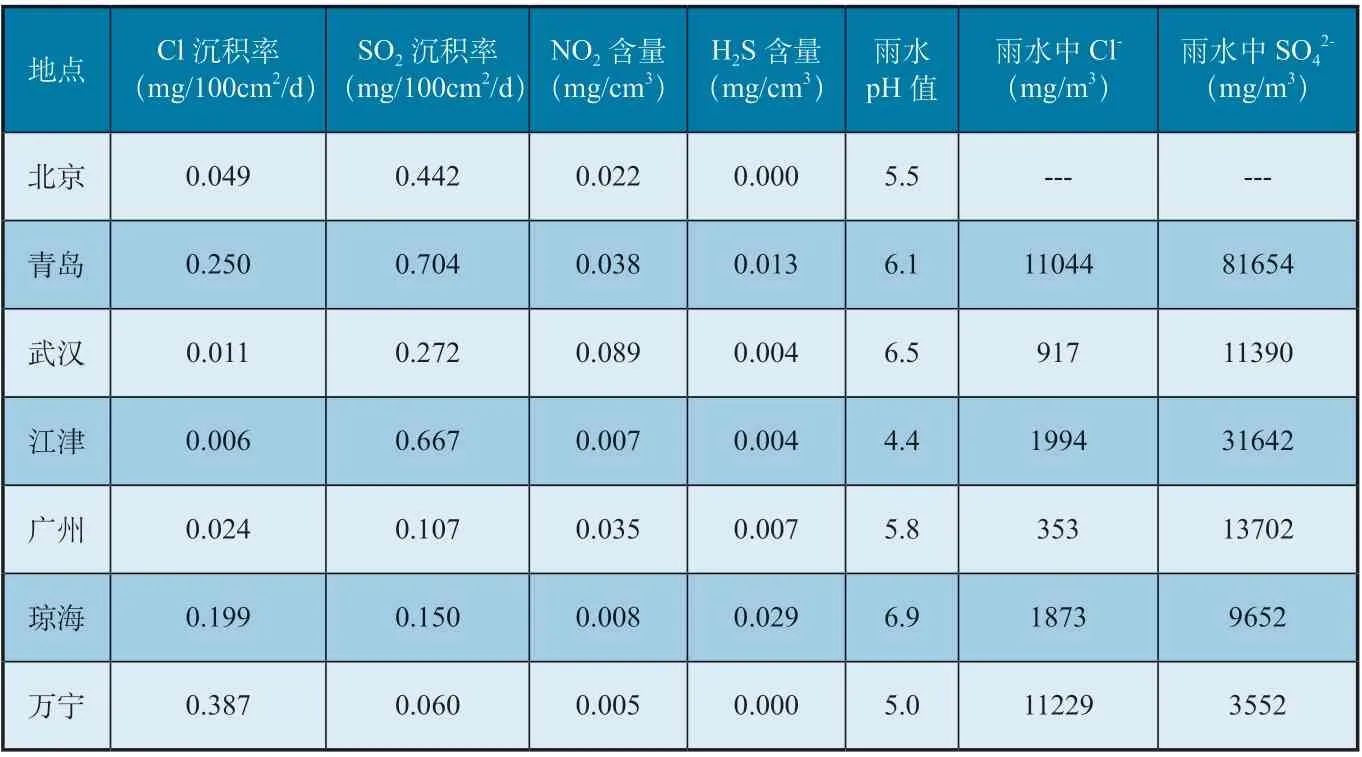
表1 各地大氣污染數據
6 結論及建議
以上分析表明:典型結構使用AA7B04-T6,受材料微觀組織結構影響,其抗SCC 性能較低;不當過渡配合會在孔邊產生大于AA7B04-T6 應力腐蝕門檻值的拉應力;不匹配安裝會在R 角內側產生大于AA7B04-T6 應力腐蝕門檻值的拉應力;實際構件加工方法造成孔結構和R 角內側恰好是軋制鋁合金的高向,這是SCC 性能最薄弱的方向;隨著工業化進程的加快,大量工業廢氣排放到空氣中,氯離子普遍存在于大氣中,提供了特定的腐蝕環境。此外,孔邊存在結構應力集中且容易富集腐蝕溶液,不銑削工藝會在構件表面引入殘余拉應力。綜上所述,這些因素的耦合最終導致了典型結構SCC 的發生。
因此,為提高飛機典型結構的應力腐蝕抗性,建議新飛機的制造在保障材料靜強度、疲勞強度、斷裂韌性等性能的前提下改變材料熱處理制度或更換材料,對不能更換材料的現役飛機,在維修中應嘗試對應力腐蝕開裂高頻區域采取局部強化處理以引入殘余壓應力,并做好局部阿洛丁氧化處理和漆層涂裝處理,以提高飛機結構的應力腐蝕開裂抗性,具體建議如下。
1)新飛機制造中,在保障材料強度、剛度等性能的前提下,可考慮選用T74 或T73 熱處理狀態,大量文獻研究表明T74 狀態有很好的應力腐蝕抗性,而T73 狀態幾乎沒有應力腐蝕抗性 傾向。
2)已服役飛機的材料無法更換,可在維修中進行材料局部表面強化處理,如噴丸、滾壓、激光沖擊等技術,引入有益殘余壓應力;同時做好局部氧化處理,如阿洛丁可實現機體表面處理以及漆層涂裝處理。
3)制造或維修過程中應注意孔和緊固件之間的安裝過渡量,避免過渡量太大,引入拉應力;推薦采用孔擠壓技術,預先在孔壁引入有益的殘余壓 應力。
4)制造或維修過程中應注意R 角結構的安裝,當構件之間存在間隙時,推薦加裝補償墊片,杜絕不匹配強迫裝配而人為在R 角過渡圓弧底部引入拉應力。
猜你喜歡
軍事文摘(2023年10期)2023-06-09 09:15:06
艦船科學技術(2022年13期)2022-08-11 09:29:16
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
河北書畫研究(2016年2期)2016-08-24 02:14:50
新農業(2016年18期)2016-08-16 03:28:27
現代企業(2015年9期)2015-02-28 18:56:50
建筑材料學報(2014年3期)2014-03-11 17:08:02
