HNC- 21 世紀星四方刀架常見電氣故障排查
2020-06-30 02:48:06曹會騰
科學技術創新 2020年17期
曹會騰
(山東輕工職業學院,山東 淄博255300)
HNC-21 世紀星是華中數控股份有限公司開發的一款針對HNC-21T 型數控車床的教學版,由輸入輸出系統、計算機數控系統(CNC)、伺服驅動單元、可編程控制器(PLC)、電氣控制裝置、位置檢測裝置和機床本體等組成[1]。
1 HNC-21 世紀星自動換刀電氣原理介紹
HNC-21T 四方刀架自動換刀的電氣控制主要涉及三個方面,第一是電氣控制線路,包括強電回路和控制回路兩部分;第二是和刀架有關的PMC 參數,主要為正轉延時時間T1、換刀超時時間T2 和刀架鎖緊時間T3,參數的設置不當也會影響刀架的運行;第三是和PLC 有關的輸入輸出點的設置,PLC 內部軟件輸入輸出點的設置應和硬- 的接線對應[2]。HNC-21 世紀星的換刀過程涉及三方面[3]。第一方面是PLC 的輸入與輸出信號,包括CNC 給PLC 的數控指令、PLC 通過Y0.3 和Y0.4 口的輸出控制信號、PLC 的輸入的刀架號信號;第二方面是PMC 參數中T1、T2、T3 的值;第三方面是換刀的電氣控制部分。根據刀架的控制電路圖可以得到換刀的步驟:
1.1 控制面板上輸入刀號信號和換刀開始信號,數控系統存儲刀號信號,同時通過PLC 控制使KA4 繼電器得電,繼而繼電器KA4 中的常開開關閉合,刀架正轉線路導通,接觸器KM1 的線圈得電。
1.2 接觸器線圈得電后,接觸器KM1 的三個常開開關閉合,刀架電機得電,刀架開運動。
1.3 每更換一個刀位,刀架內部安裝的的霍爾傳感器能夠獲得刀號,通過X1.1~X1.4 傳遞給PLC,然乎進行比較傳遞的刀具信號和系統中的信息是否匹配,當匹配時候停止換刀操作。
1.4 當換刀時間小于系統設定的T2 時間,同時刀具信號也沒有超時,CNC 發出信號使繼電器K5 閉合;通步驟1.1 至步驟1.3 相似的方式使得刀架電機反轉鎖死,反轉的時間為T3。
2 刀架故障類型
HNC-21 型號系統刀架相關的故障類型有多種多樣,同時也有多種原因,如CNC 故障,PLC 的輸入、輸出的線路故障,刀架的強電控制線路故障,刀架霍爾電氣元器件的故障等,但在解決故障的時候是從到刀架的異常現象入手,結合刀架電機的電氣控制原理、數據傳輸過程圖和PMC 的參數設定來逐步排除可能的原因。
2.1 故障一 刀架時轉時不轉
刀架時轉時不轉的原因有多種,本文采取了二叉樹的方式,從繼電器的發光二極管是否亮入口,這樣更加直觀的判斷出可能的原因處于電氣控制的那一部分,加快了故障排除的速度。圖1 為刀架時轉時不轉的故障樹圖。

圖1 刀架時轉時不轉故障樹
2.1.1 首先觀察繼電器4 的發光二極管是否發亮,如果發亮,則表示信號已經到達了繼電器4,這就節省了檢查繼電器4之前電路的環節;如果二極管不亮說明信號沒有傳遞到,這時候首先需要檢查PLC 與繼電器4 之間的電路,然后再排除繼電器和電動機之間的電氣問題。2.1.2 發光二極管不亮的情況下,首先通過萬用表測量繼電器4 的輸入端是否有24V 的電壓輸入,如果有則更換繼電器4,如果沒有表示PLC 與繼電器4 之間存在問題。2.1.3 在步驟2 的基礎上,通過HNC-21 世紀星的PLC 監控界面,查看Y0.3 口是否為高電平。如果是高電平,則需要更換PLC 與輸出板之間的線路,如果為低電平,則檢查繼電器的輸入口是否為Y0.3。如果不是則更改系統設置進行排除故障,如果是則是PLC 或者或者控制面板故障,然后逐個檢查排除。2.1.4 如果發光二極管亮,則首先檢查接觸器1 的線圈輸入端是否有電壓。如果沒有電壓,則需要更換線路;如果有電壓,則檢查接觸器1 的輸出三相電壓是否正常,如果不正常,則需要更換接觸器1;如果接觸器的輸出三相電壓正常,則依次檢查電機UVW 的相序、接觸器與電機之間的線路問題和電機這三個方面。刀架電機時轉時不轉是一個設計到多方面,本文提到的故障樹的方式只是提供了一個指導性的參考。
2.2 故障二 刀架持續正轉,提示換刀超時
刀架電機持續正轉,當換刀實踐超過T2 時會提示換刀超時。刀架內部裝有1 個霍爾傳感器,傳感器連接四個霍爾元件,分別對應四個刀號,在刀架上有一個磁性元件,磁性元件會跟隨刀架的轉動而轉動[5,6]。當磁性元件通過霍爾元件時,會將對應的霍爾元件會輸出低電平,霍爾傳感器會將四個刀具信號電平通過X1.1~X1.4 輸入到PLC 中,PLC 將數據傳輸到CN 中,CN會依據電平判斷出刀架當前的刀號。刀架持續正轉的故障診斷相對簡單,首先通過系統自帶的發光二極管能判斷出故障在電氣系統的那一部分。如果發光二極管亮則表示,信號傳輸到了PLC,因此是PLC 或者CNC 內部故障;否則的話就是霍爾傳感器故障或者線路故障,線路故障可以通過萬用表確定。詳細的故障樹如圖2 所示。
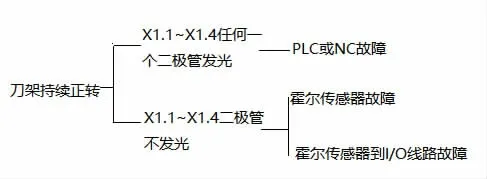
圖2 刀架持續正轉故障樹
2.3 故障三 刀架無法鎖緊
刀架正轉找刀,反轉鎖緊。依據前面的分析可以得知,在正轉完成之后,PLC 通過Y0.4 口發出信號,通過繼電器5,為接觸器2線圈供電,使電機反轉鎖死。圖3 為刀架無法鎖緊故障樹,首先查看KA5 的發光二極管是否發光,發光表明信號從PLC 傳輸到了KA5,然后在檢查KM2 的輸出三相電壓是否正常,如果有輸出電壓正常則是KM2 與刀架電機之間的動力線出現了問題,否則的話就是KM2 內部故障或者KM2 與KA5 之間的線路出現故障。KA5 的發光二極管不亮,則通過PLC 的查看功能查看Y0.4 口的輸出電平,進而判斷PLC 與KA5 之間的鏈接線路問題。刀架無法鎖緊還可能與PMC 中的T2 和T3 時間相關,需要通過參數列表進行查看。建議T2 設置為20s,T1 時間設置為1s。
2.4 故障四 刀號錯誤
系統換刀的結果和控制面板上的刀號不一致。這種情況往往是由于硬件接線錯誤或軟件的設置問題導致的。1-4 號刀通過刀架上的霍爾傳感器傳輸到PLC 的X1.1~X1.4 端口,由于軟件設置或接線過程中的錯誤導致的此故障。解決方法有兩種,第一種是在PMC 參數值中修改對應的接口參數,第二種方法是更換I/O 口的接線端口。

圖3 刀架無法鎖緊故障樹
結束語
HNC-21 世紀星的四方刀架故障模式相對較少,故障排除需要在理解刀架電機強電回路圖、刀架控制原理圖、PMC 參數、刀具號輸入的PLC 的端口號等基礎上,從PLC 的執行器繼電器入手,結合故障樹,按照步驟進行故障排除。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
汽車維修與保養(2019年7期)2020-01-06 03:30:42
中國生殖健康(2019年3期)2019-02-01 06:12:26
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34