薄壁鑄造鋁合金殼體加工變形控制研究
2020-06-29 07:21:29孔祥茹肖卉華峰
機電信息 2020年12期
孔祥茹 肖卉 華峰
摘要:根據薄壁殼體整體結構特征,對其加工工藝進行分析,確定加工工藝方案;基于整體工藝方案,充分考慮零件加工過程中裝夾定位,以最大程度減少零件加工過程中的變形問題;通過選取合適的加工刀具及加工參數,減少零件加工過程中因切削而導致的變形問題;其他控制措施還包括采用增加輔助支撐等方式,減少零件加工過程中的震顫問題,從而控制零件變形。
關鍵詞:薄壁殼體;裝夾定位;刀具;加工參數
0? ? 引言
隨著我國航空航天事業的高速發展,航空類材料的高效加工已成為目前重要的關注點,而鑄造鋁合金具有良好的鑄造及加工性能,可以制成形狀復雜的零件,具有節約金屬、降低成本、縮短加工周期等優點,目前在航空航天領域已廣泛應用,薄壁鑄造鋁合金殼體更是在其中充當著重要角色。重量輕是薄壁鑄造鋁合金殼體一項重大優勢,但其在加工中也極易產生變形,從而影響與其他零件之間的配合精度,故薄壁殼體加工的關鍵在于控制產品變形。
本文逐一探討了薄壁鑄造鋁合金殼體在加工過程中產生變形的原因,并通過實例分析,提出了相應的控制辦法。
1? ? 薄壁鑄造鋁合金殼體變形影響因素
1.1? ? 裝夾定位方式
薄壁鑄造鋁合金殼體類零件因壁厚較薄,故零件剛性較差,若為防止零件在加工過程中移動而裝夾力過大,則零件加工后尺寸合格,但在裝夾松開后,會發生回彈現象,從而導致零件變形。
1.2? ? 切削熱
加工過程中,刀具切削時會產生切削熱,若切削熱不能及時散除,將對薄壁鑄造鋁合金殼體類零件產生變形影響。
1.3? ? 切削力
金屬切削過程中,若切削量過大,則會產生較大切削力,對薄壁鑄造鋁合金殼體類零件造成較大沖擊,從而產生產品變形。
1.4? ? 熱處理
大部分薄壁鑄造鋁合金殼體類零件在工藝過程中會穿插進行熱處理工序,熱處理需對零件進行高溫處理,將導致零件變軟,若薄壁鋁合金殼體結構異形(個別管口延伸),則熱處理過程會對零件產生變形影響。
1.5? ? 焊接
少部分薄壁鑄造鋁合金殼體類零件在工藝過程中會穿插進行焊接工序,焊接過程中會產生局部高溫,導致產品焊縫周圍因局部高溫而發生變形。
2? ? 薄壁鑄造鋁合金殼體變形控制方法
2.1? ? 裝夾方式
加工過程中的裝夾方式、夾緊力大小、夾緊力方向對零件變形有著重要影響,在零件加工過程中應增大夾具與零件之間的接觸面積,從而將夾緊力更多地分散在與零件的接觸面上,減少單點承受的夾緊力;當零件輪廓尺寸較大時,應避免徑向裝夾,采取軸向裝夾,可更好地分散夾緊力,從而減少因裝夾而產生的變形。
2.2? ? 刀具選擇
銑削過程中,在保證裝刀長度的同時應盡可能保證刀具最大切削強度,減少因刀具切削強度不夠而導致的加工過程振刀,從而影響零件尺寸及表面粗糙度。
當切削方式為刀具底面切削時,應選用非對稱刀具,非對稱刀具在切削過程中因刀刃不是均勻分布在刀具半徑圓周范圍內,故切削時刀具無固定切削頻率,可減少刀具與零件發生共振而導致的零件變形。
在保證刀具強度足夠的前提下,應盡量選擇直徑偏小的刀具,以減小切削過程中刀具與零件的接觸面積,從而減少因切削力和切削熱而導致的零件變形。
當零件精度要求很高時,應采用中心出水刀具,可有效降低切削過程中產生的切削熱對產品的影響,減小產品變形。
2.3? ? 切削參數選擇
針對薄壁零件剛性差、變形大的特點,車削時根據同種材料的切削深度和切削量,均選取最小值。切削速度取正常值時,所產生的切削溫度對薄壁零件的變形有較大影響,故在車削時必須充分使用冷卻潤滑液,以降低切削溫度對薄壁零件加工精度的影響。
銑削時,應選取小切削量、快速進給的高速切削方式,減少因切削量過大,與切削速度不匹配而導致的零件變形。
2.4? ? 增加輔助支撐
在產品加工中,應在產品懸空部位增加輔助支撐,輔助支撐可增加薄壁殼體類零件在切削過程中的剛性,減小因懸空而產生的振動,從而減少零件變形。
2.5? ? 采用專用夾具
在特殊加工過程中,應針對易變形部位制作專用夾具,固定易變形部位,保證位置關系,從而控制特殊過程中產生的變形。
2.6? ? 其他措施
在零件加工前,可采用對薄壁殼體內腔進行灌蠟等方式,填充薄壁殼體類零件內腔,增強零件加工過程中的剛性,從而減少零件變形。
3? ? 實例分析
3.1? ? 零件介紹
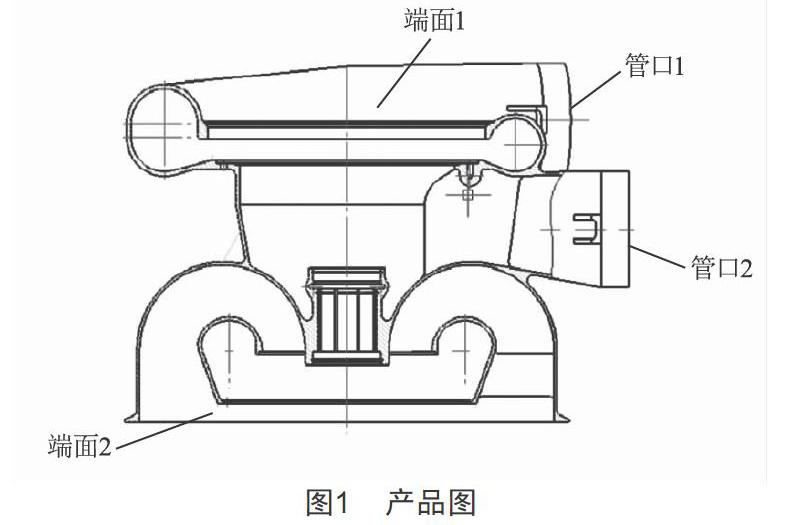
該零件材料為ZL101,零件外協尺寸為?500 mm×350 mm,零件內部完全為空腔狀態,最薄處壁厚只有2 mm,除過回轉中心兩管口外,還有兩處延伸管口,零件整體剛性較差,加工中極易產生變形(圖1)。
3.2? ? 加工過程介紹
該產品需要加工的空間位置較多,為保證相關位置尺寸,將此產品固定在五軸設備上加工,以保證產品各空間位置能一次定位裝夾完成,從而提高產品的加工精度,穩定產品的加工性能。
3.3? ? 裝夾方式
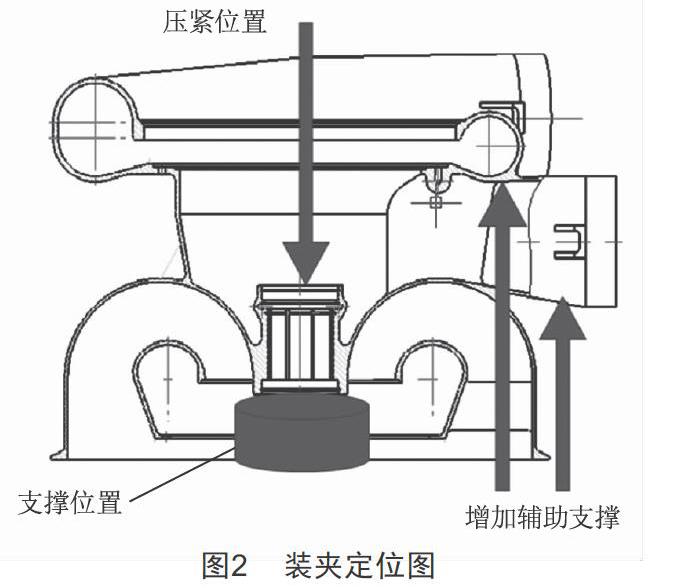
該零件為典型薄壁鑄造鋁合金類零件,外形尺寸較大,壁厚較薄,故在實際加工過程中采用軸向壓緊及輔助支撐定位的裝夾方式,以減少因裝夾而導致的零件變形(圖2)。
3.4? ? 刀具選用
該零件外形和內部有很多需要加工的地方,各加工尺寸精度較高,為此專門定制了R成型刀、倒角刀、T型刀、成型T銑刀、加長刀桿。專用刀具的使用降低了加工的難度,提高了加工的精度,有效減少了零件因刀具而產生的變形。
常規選用刀具:?16銑刀、?10銑刀、?62/?52.6鏜刀及相應中心鉆、鉆頭。
3.5? ? 加工參數選用
?16銑刀粗加工參數:S2000、F200,切深0.5 mm;
?10銑刀精加工參數:S3000、F1000,切深0.1 mm;
?62、?52.6鏜刀加工參數:S250、F10。
4? ? 結語
薄壁零件加工一直是困擾機械加工行業的一個難題,本文通過對薄壁鑄造殼體工藝加工方案進行研究,分析了薄壁鑄造殼體加工變形的影響因素,提出了防止零件變形的一些控制方法,旨在利用工藝方法減少零件變形,從而提升產品加工質量,滿足客戶使用需求。
[參考文獻]
[1] 王俊卿,陳穩堂.薄壁零件的加工方法與實例分析[J].機械制造,2017,55(5):58-59.
[2] 王飛,程祥,楊先海,等.微型薄壁件的微細銑削機理與工藝研究[J].組合機床與自動化加工技術,2018(7):160-163.
[3] 楊莉,陶華,趙全林.基于UG的航空薄壁件加工工藝研究與實踐[J].制造技術與機床,2017(4):77-81.
[4] 麻東升,劉長榮,張小芹.影響薄壁零件加工精度的因素及工藝措施[J].河北科技師范學院院報,2018,22(4):62-65.
收稿日期:2020-03-16
作者簡介:孔祥茹(1989—),男,江蘇南京人,工程師,研究方向:機械制造及CAD/CAM數字化加工技術。
