大型風力發電機定子機殼鉆孔裝備的研制*
2020-06-28 11:50:30張建新李龍泉沈駿騰
機電工程 2020年6期
張建新,李龍泉,沈駿騰,趙 歆
(天津中德應用技術大學 基礎實驗實訓中心,天津 300350)
0 引 言
隨著風力資源的深入開發,風力發電機單機功率日益加大,與之配套的風力發電機定子機殼也日趨重型化、大型化、復雜化。以功率6.3 MW的風力發電機為例,其定子機殼重達3 t,外形高、長、寬尺寸分別達2.2 m、1.8 m和1.4 m。
風力發電機定子機殼為一大型鑄造件,外部形狀為長方體,內部沿縱向有圓柱形空心內腔,發電機定子繞組線圈固定于定子機殼內腔。在定子機殼的前、后、左、右4個面上需要加工出若干個高精度定位孔,用于安裝對腔體內定子繞組進行定位的定位銷。根據機型的不同,每個面定位銷數量通常為8~12個,定位銷銷孔直徑最大可達32 mm,深度最大可達300 mm。此外,在機殼的前后左右面上,由于加工工藝及安裝附件的需要,還需要加工出一些孔[1-2]。
鑒于風力發電機定子機殼上鉆孔加工的工作量較大,本文將研制大型風力發電機機組定子機殼鉆孔裝備。
1 加工工藝及設計參數
通常,定子機殼四周每個面的孔加工工作量都比較大,無法人工完成。而定子機殼的前、后、左、右4個面均為鑄造面,加工時沒有定位基準,只有上、下兩端面的止口端面是機加工過的端面,在定子機殼四周鑄造面上進行鉆孔加工時,只能將其軸向垂直于水平面豎立放置,鉆孔時鉆孔機采用臥式加工[3]。
由于定子機殼前、后、左、右4個面均有鉆孔加工,在完成一個面上所有孔的加工后,需要對定子機殼進行回轉變位,使其另外一個待加工面垂直于鉆孔機鉆頭。在進行每一個面的鉆孔加工時,由于該面上待加工孔位置在上、下、左、右方向上的跨距較大,要求鉆孔機在上、下、左、右方向上實現較大范圍的對刀平移及鎖緊定位。
此外,由于不同機型的定子機殼長度和寬度差異較大,以及待加工孔的深度規格不同,要求鉆孔機沿其鉆孔進給方向實現較大范圍的對刀平移及深度可調的進給[4-5]。
2 鉆孔裝備設計
考慮到定子機殼的外形特征及鉆孔加工工藝要求,設計的大型風力發電機定子機殼鉆孔裝備主要由兩部分組成:分別是鉆孔裝置和立式工件回轉平臺。
鉆孔裝備總體結構如圖1所示。
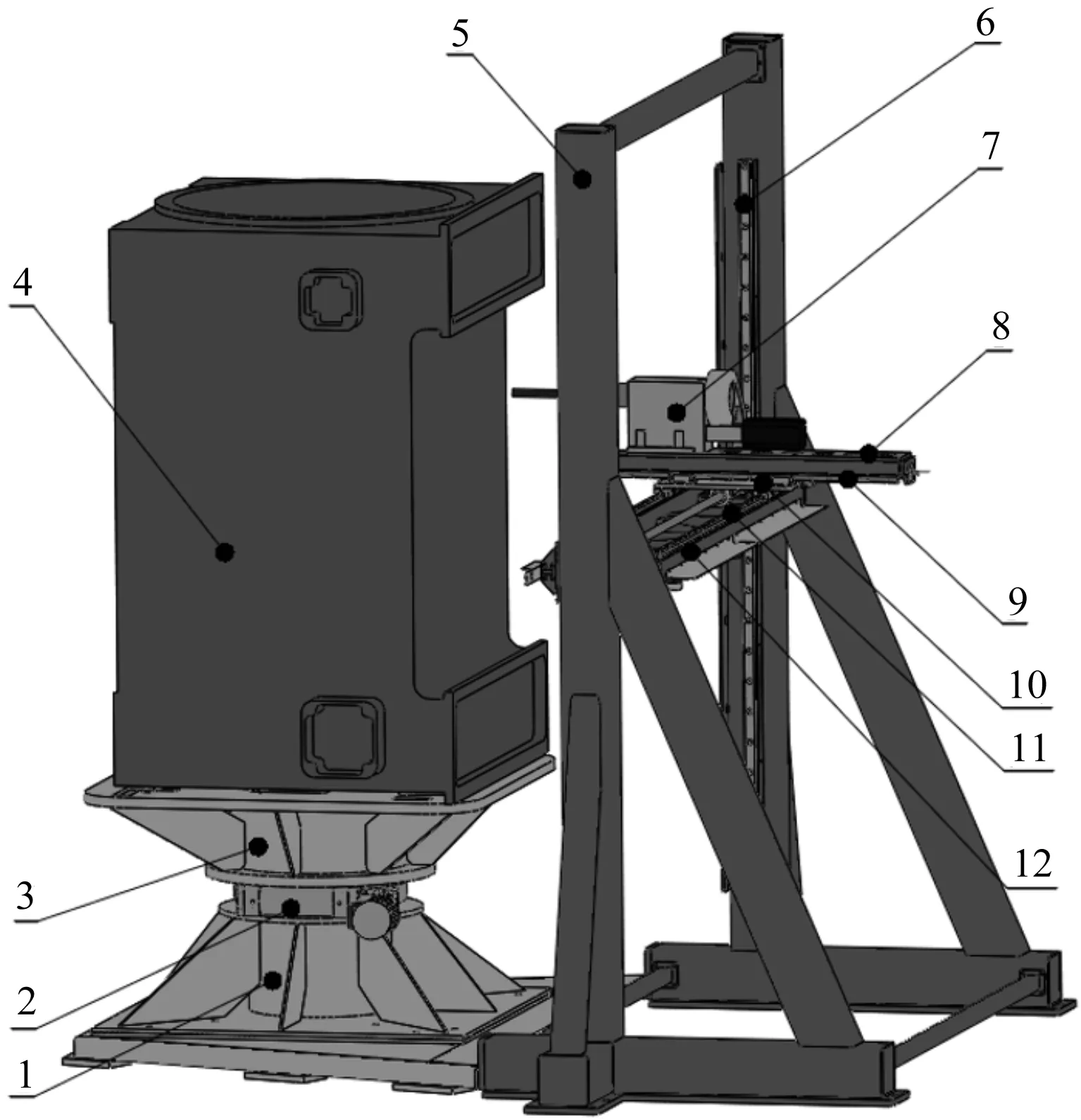
圖1 鉆孔裝備總體結構圖1-固定座;2-回轉支撐;3-回轉工作臺;4-定子機殼;5-鉆孔裝置機架;6-Y向導軌;7-鉆孔機;8-Z向滑臺;9-Z向導軌;10-X向滑臺;11-X向導軌;12-Y向滑臺
2.1 立式工件回轉平臺
立式工件回轉平臺實現對定子機殼的裝卡定位以及回轉變位功能。立式工件回轉平臺主要由3部分組成:分別為固定座、回轉支撐以及回轉工作臺。
固定座安裝固定于地面;回轉工作臺用于對定子機殼進行定位裝卡,根據不同的機型的定子機殼,回轉工作臺配置了相應的工裝夾具;在固定座與回轉工作臺之間安裝有回轉支撐。回轉支撐下方殼體與固定座聯結,上方中央蝸輪端面與回轉工作臺聯結。回轉支撐采用電機驅動,通過電機驅動減速機,再經過減速機輸出軸驅動蝸桿,最終蝸桿驅動回轉支撐中央蝸輪旋轉并帶動回轉工作臺轉動,從而實現待加工定子機殼的回轉定位[6]。
2.2 三軸臥式鉆孔裝置
鉆孔裝備實現定子機殼前、后、左、右4個面上的鉆孔加工。根據加工面上加工孔的位置布局,要求鉆孔機實現上下左右方向的平移對刀;根據定子機殼的不同型號及孔深的不同規格,要求鉆孔機實現前、后方向的平移以完成Z軸方向的對刀及輔助進給。
鉆孔裝備采用臥式結構,具有三軸的平移定位功能。三軸臥式鉆孔裝備主要由機架、X向導軌及其滑臺、Y向導軌及其滑臺、Z向導軌及其滑臺、智能數控鉆孔機組成。
Y向為豎直方向,通過液壓升降臺驅動,液壓系統回路如圖2所示。
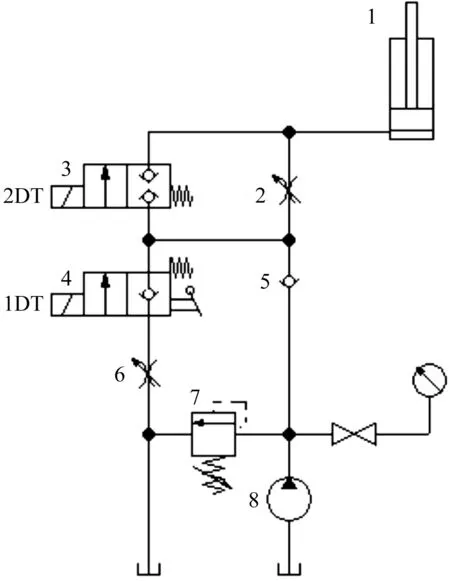
圖2 升降機構液壓系統原理圖1-液壓缸;2-節流閥;3-換速閥;4-換向閥;5-單向閥;6-節流閥;7-安全閥;8-液壓泵
圖2中:單作用液壓缸1用于驅動Y向滑臺升降。換向閥4用于滑臺升降及定位停止的切換:換向閥右位工作時,泵站啟動,滑臺上升,泵站關閉,滑臺定位停止;換向閥4左位工作時,滑臺下降。換速閥3用于滑臺升降快慢速度的切換,以適應不同位置下快速對刀及微調的操作要求。節流閥2用于調節慢速檔速度,節流閥6用于限定最高下降速度。在滑臺停止時,通過單向閥實現滑臺豎直方向的鎖緊[7-8]。
X方向為左、右移動方向,采用滾珠絲杠螺母傳動,通過帶有電機驅動的走刀器驅動絲杠。走刀器的變速箱可實現快慢速的切換,以適應不同位置下快速對刀及微調的操作要求。對刀調整完成后,通過電機的抱閘裝置對X方向滑臺進行鎖緊。
Z方向為前、后方向,即鉆孔進給方向。Z方向對刀采用滾珠絲杠螺母傳動,通過手輪驅動絲杠。對刀完成后,通過快速夾鉗對手輪鎖緊以實現Z方向的定位。
此外,智能數控鉆孔機具有0~160 mm及160 mm~320 mm兩個檔的進給深度設定功能,可實現自動分級進給功能,以滿足深孔鉆削要求。
鉆孔裝備主要技術參數如表1所示。
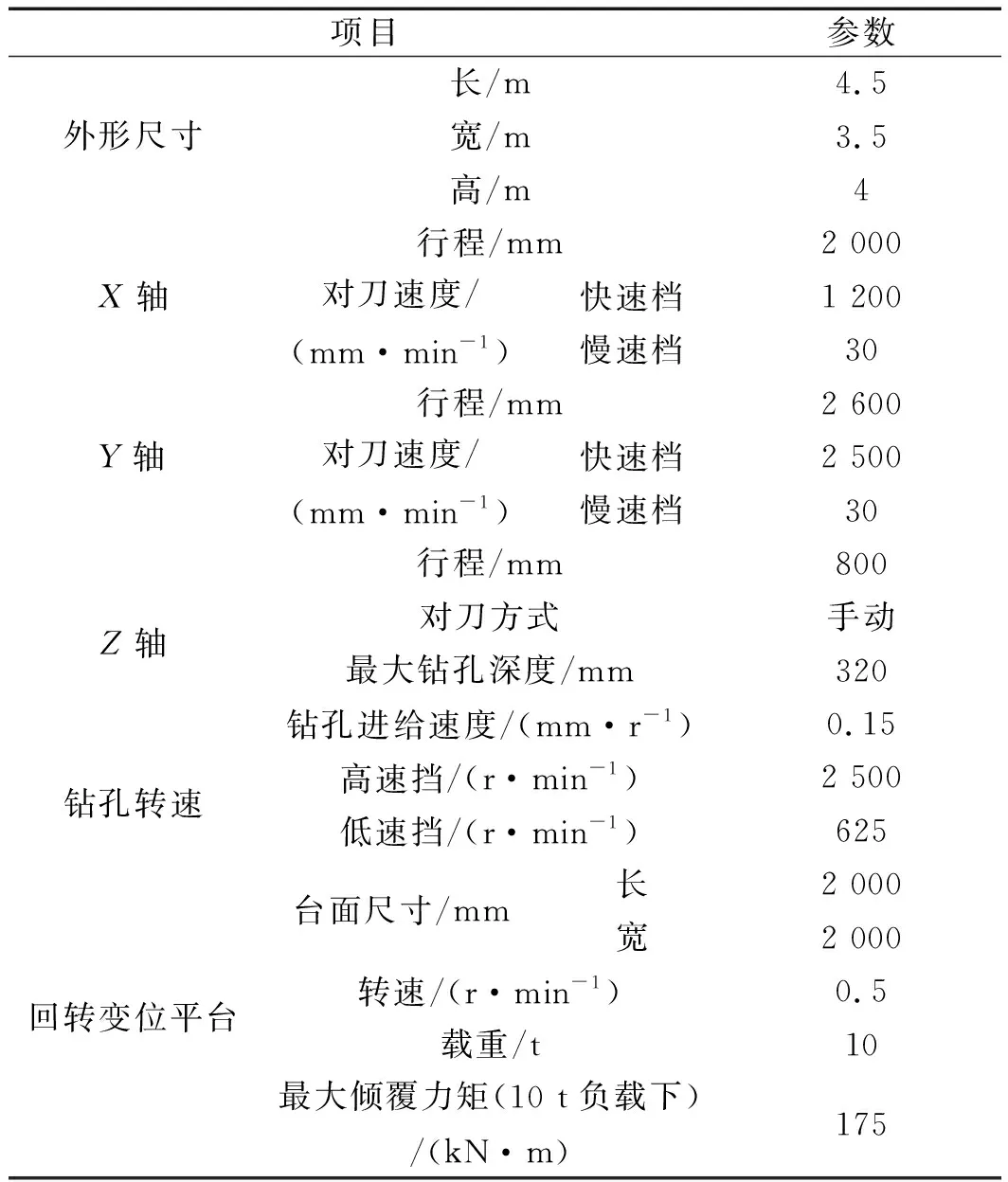
表1 定子機殼鉆孔裝備主要技術參數
2.3 關鍵結構件有限元分析
鉆孔加工時,鉆孔裝備主要承受Y向重力負載和Z向進給力負載。升降滑臺(Y向滑臺)上主要安裝有X向滑臺及導軌、Z向滑臺及導軌、鉆孔機、傳動裝置及其附件,總重量大約300 kg。
鉆削加工時,鉆孔進給力為[9]:
Ff=309Df0.8Kp
(1)
式中:D—鉆孔直徑,mm;f—進給速度,mm/r;Kp—修正系數。
鉆孔工件材料HT200,鉆頭材料為高速鋼,最大鉆孔直徑32 mm,進給量0.2 mm/r。按照上述工藝參數,計算得到鉆孔進給力最大為2 046 N[10-11]。
由于三軸臥式鉆孔裝備結構及負載特點,鉆孔裝備床身主要在Y向和Z向發生變形,且變形主要發生在Y向滑臺及機架。
經有限元分析計算,Y向滑臺沿Y方向及Z方向位移分析如圖(3,4)所示。

圖3 Y向滑臺Y向位移分析圖
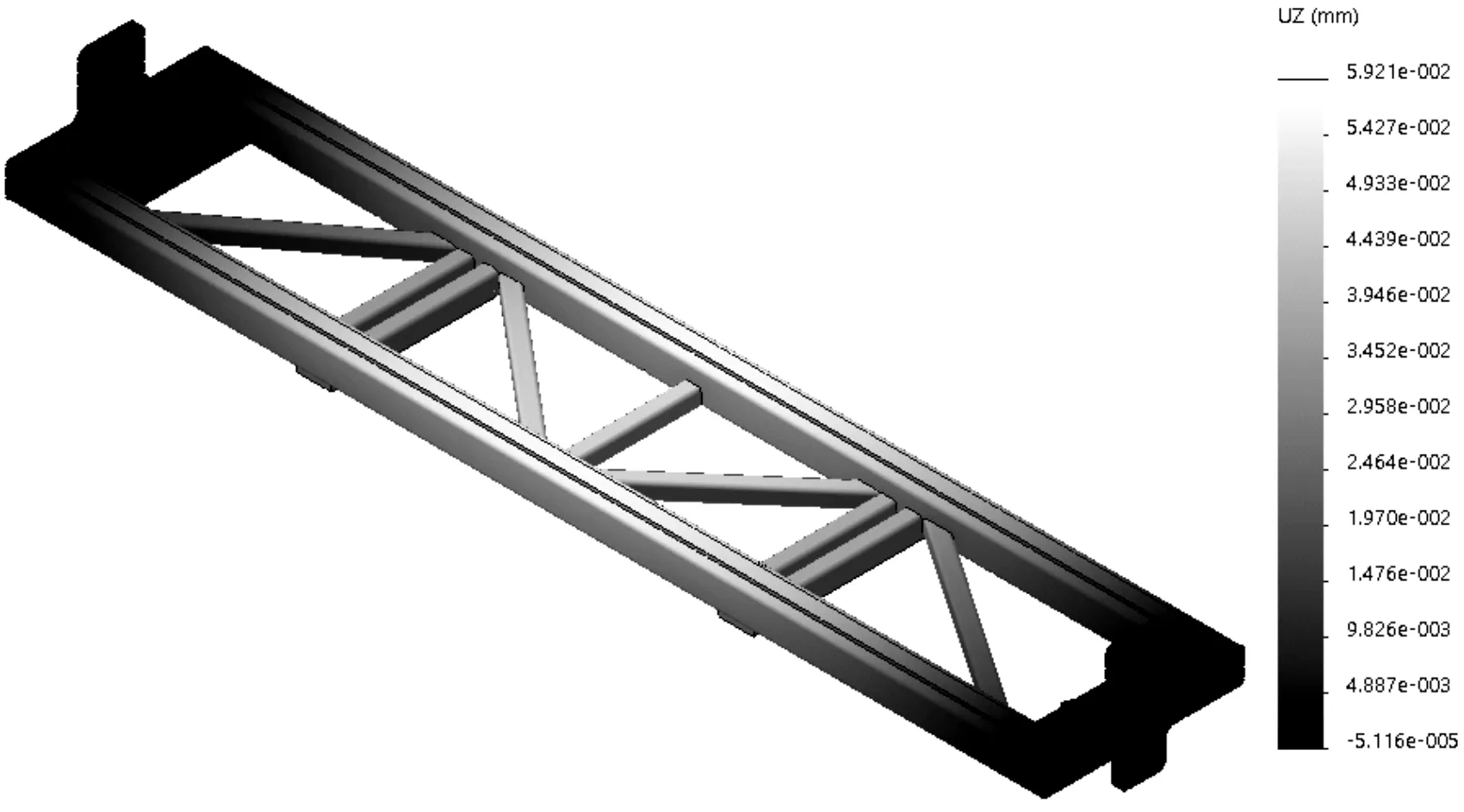
圖4 Y向滑臺Z向位移分析圖
由于機架左右對稱,在對其進行剛度分析時,可以取其中一個立柱進行分析。此外,由于Y向滑臺在Y向通過液壓升降機支撐,立柱導軌與Y向滑臺在Y向無剛性連接,立柱沿Y向位移不會影響鉆孔精度。
經有限元分析計算,立柱沿Z方向位移分析如圖5圖所示[12]。
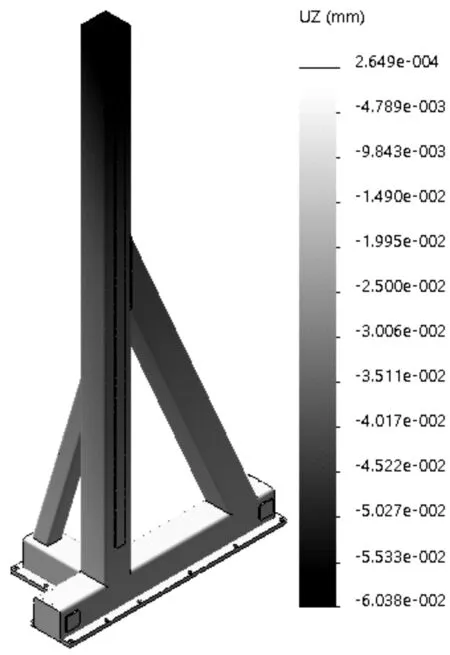
圖5 立柱Z向位移分析圖
Z向位移影響加工孔深精度,定子機殼上所加工的孔用于安裝定子繞組線圈的定位銷或加工成螺紋孔安裝附屬掛件,孔深精度要求較低,且可通過進給補償。經分析,立柱及滑臺產生的Z方向總體位移為0.08 mm。
Y向位移影響加工孔的位置及形狀,經分析,滑臺Y向位移最大量為向下0.015 4 mm,發生在中部后方,該部位對孔加工精度影響相對前方較小,而距離鉆孔較近的中部前方位移為0.01 mm。
為了提高鉆削過程中的定位精度,本文在Y向滑臺前端左右兩側安裝有滑臺鎖緊裝置。
Y向滑臺鎖緊裝置如圖6所示。
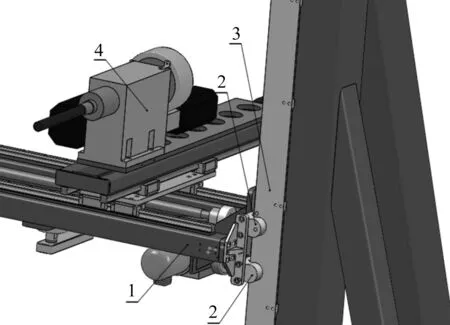
圖6 Y向滑臺鎖緊裝置1-Y向滑臺;2-抱閘裝置;3-剎車板;4-鉆孔機
圖6中,該鎖緊裝置由氣動抱閘裝置、剎車板組成;氣動抱閘裝置安裝于Y向滑臺前端左右兩側,剎車板固定在立柱上。在Y方向對刀完成后,開啟氣動抱閘,抱閘裝置夾緊剎車板,從而防止鉆孔過程中滑臺顫抖,實現Y向滑臺的鎖緊,提高加工過程中設備剛度。
3 結束語
由于加工工藝及安裝附件的需要,大型風力發電機定子機殼加工時,在機殼上還需加工出一些孔[13]。鑒于機殼上鉆孔加工的工作量較大,筆者針對定位孔加工工藝,設計了定子機殼鉆孔裝備;應用三維建模技術,建立了定子機殼實體模型,分析了其結構特點,設計了回轉變位工件裝卡平臺;在對定位孔分布位置及加工工藝研究的基礎上,設計了三軸臥式鉆孔裝備;基于對三軸臥式鉆孔裝備結構及受力的研究,分析了對加工精度影響最大的關鍵結構件及其變形方向;采用有限元分析方法,對關鍵結構件進行了剛度的分析,并設計了升降滑臺的鎖緊定位裝置,以提高加工過程中設備的剛度。
研究結果表明:該立式回轉變位工件裝卡平臺可實現在一次裝卡中完成4個加工面的變位;三軸臥式鉆孔裝備能定子機殼加工面上所有孔的加工,該套裝備可實現大型風力發電機定子機殼外圍表面所有孔的加工。
應用結果表明:該鉆孔裝備可顯著提高大型風力發電機機殼鉆孔加工的效率及精度。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
故事作文·高年級(2021年12期)2021-12-21 02:32:35
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
大電機技術(2017年3期)2017-06-05 09:36:02
軍事文摘(2016年16期)2016-09-13 06:15:49
智能建筑電氣技術(2015年5期)2015-12-10 05:52:30
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05
