
核級(jí)大型儲(chǔ)罐屈曲狀態(tài)下的復(fù)原技術(shù)探討
2020-06-24 03:33:30胡明磊尚憲和
中國核電 2020年2期
胡明磊,張 維,尚憲和
(中核核電運(yùn)行管理有限公司,浙江 海鹽 314300)
儲(chǔ)罐作為各種溶液的存儲(chǔ)裝備,是石油化工、儲(chǔ)運(yùn)系統(tǒng)及核電站的重要組成部分[1-2]。由于儲(chǔ)罐的大型化帶來的穩(wěn)定性問題是當(dāng)前立式圓筒形儲(chǔ)罐研究的重點(diǎn)問題之一。常壓儲(chǔ)罐設(shè)計(jì)壓力較低,殼體壁厚較薄,若罐內(nèi)負(fù)壓增大到某一值時(shí),殼體會(huì)突然失去原來的形狀,被壓扁或出現(xiàn)波紋,載荷卸去后殼體不能恢復(fù)原狀, 即發(fā)生了屈曲或稱為失穩(wěn)。在實(shí)際的工程操作中,多種原因可能引起儲(chǔ)罐的失穩(wěn)。如罐頂?shù)暮粑y、阻火器和通氣管等安全附件失效,導(dǎo)致罐內(nèi)呼吸不暢或系統(tǒng)堵塞;外界氣溫變化大,如下暴雨時(shí)氣溫驟降,熱效應(yīng)引起的油罐吸氣量非常大,實(shí)際能補(bǔ)進(jìn)的空氣量遠(yuǎn)不能滿足熱效應(yīng)引起的吸氣量之需,從而使罐內(nèi)產(chǎn)生很大的負(fù)壓導(dǎo)致抽癟[3-6]。
儲(chǔ)罐抽癟導(dǎo)致油品或溶液外泄,特別是核電廠用大型儲(chǔ)罐,由于檢修過程不規(guī)范,出現(xiàn)因負(fù)壓導(dǎo)致罐子吸癟的情況發(fā)生,給電廠帶來嚴(yán)重的經(jīng)濟(jì)損失和安全隱患。在以往出現(xiàn)的儲(chǔ)罐吸癟事件發(fā)生時(shí),核電廠多采用割頂補(bǔ)焊的方式,該方法一方面工程耗資大,另一方面工程周期長,將會(huì)大幅度延長大修周期。本文結(jié)合秦山核電站輔助給水箱屈曲修復(fù)案例,開發(fā)了一套適用于核電站核級(jí)大型儲(chǔ)罐屈曲狀態(tài)下的材料評(píng)估,罐體修復(fù),內(nèi)部清洗及鈍化的系統(tǒng)解決方案。以期降低維修成本,縮短維修工期,使儲(chǔ)罐修復(fù)后結(jié)構(gòu)恢復(fù)、材料力學(xué)性能滿足設(shè)計(jì)要求,可有效執(zhí)行設(shè)計(jì)規(guī)定的功能和安全功能。
1 儲(chǔ)罐變形分析
1.1 目視情況
對(duì)輔助給水箱上部實(shí)施目視檢查發(fā)現(xiàn):筒體上部發(fā)現(xiàn)5處機(jī)械變形區(qū),其余區(qū)域未發(fā)現(xiàn)變形;上封頭有一處大面積機(jī)械變形,變形面積約占總面積的2/3;上封頭變形位置存在一條長350 mm、寬50 mm的裂紋。輔助給水箱整體變形呈不同程度凹癟狀,屬于薄壁容器因承受異常外部正壓載荷而發(fā)生屈曲變形的典型形貌特征;結(jié)合現(xiàn)場排水情況,判斷輔助給水箱屈曲變形的原因?yàn)楹粑y所在位置進(jìn)氣能力不足,在容器排水過程容器內(nèi)部負(fù)壓程度逐漸增加,當(dāng)容器殼體承載達(dá)臨界載荷以上,發(fā)生彈塑性變形即屈曲變形。輔助給水箱屈曲變形形貌如圖1所示。

圖1 輔助給水箱屈曲變形形貌Fig.1 Buckling deformation morphology of auxiliary water supply tank
1.2 三維激光掃描情況
采用三維激光掃描對(duì)輔助給水箱頂封頭與筒體存在變形部分進(jìn)行掃描,筒體及頂封頭掃描結(jié)果如圖2和圖3所示。由圖2可知筒體存在4處凹陷,以0°為起點(diǎn)順時(shí)針,第一至第四處凹陷最大深度分別為220 mm、162 mm、291 mm、272 mm。由圖3可知,以頂封頭邊界為坐標(biāo)高程0點(diǎn),測量出最高點(diǎn)的高程為1 104 mm,最低點(diǎn)的高程為-311 mm,變形后高差達(dá)1 415 mm。

圖2 筒體掃描云圖Fig.2 Scanning cloud image of cylinder
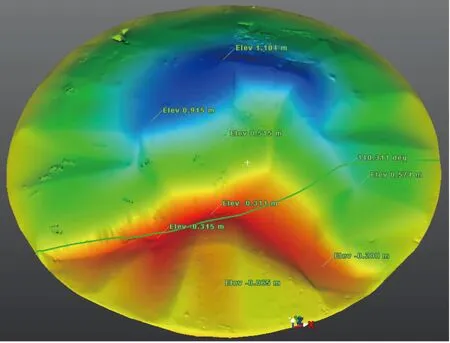
圖3 頂封頭掃描云圖Fig.3 Scanning cloud image of top head
2 儲(chǔ)罐修復(fù)技術(shù)實(shí)施
2.1 可行性論證
采用2ASG001BA儲(chǔ)罐同一供應(yīng)商提供儲(chǔ)罐母材20HR鋼板進(jìn)行模擬現(xiàn)場彎曲工況下的力學(xué)性能試驗(yàn)。分別將母材彎曲30°、45°、60°和90°后展平后進(jìn)行彎曲和拉伸試驗(yàn)。實(shí)驗(yàn)結(jié)果如表1和表2所示。根據(jù)實(shí)驗(yàn)結(jié)果可知,20HR鋼板彎曲不同角度展平后,與材料原始狀態(tài)相比屈服強(qiáng)度和抗拉強(qiáng)度略有提升,斷后伸長率略有降低,但拉伸性能、彎曲性能和材料硬度仍符合標(biāo)準(zhǔn)要求;說明20HR鋼板彎曲不同角度經(jīng)局部機(jī)械矯形后,鋼板材料力學(xué)性能合格,滿足設(shè)計(jì)要求。
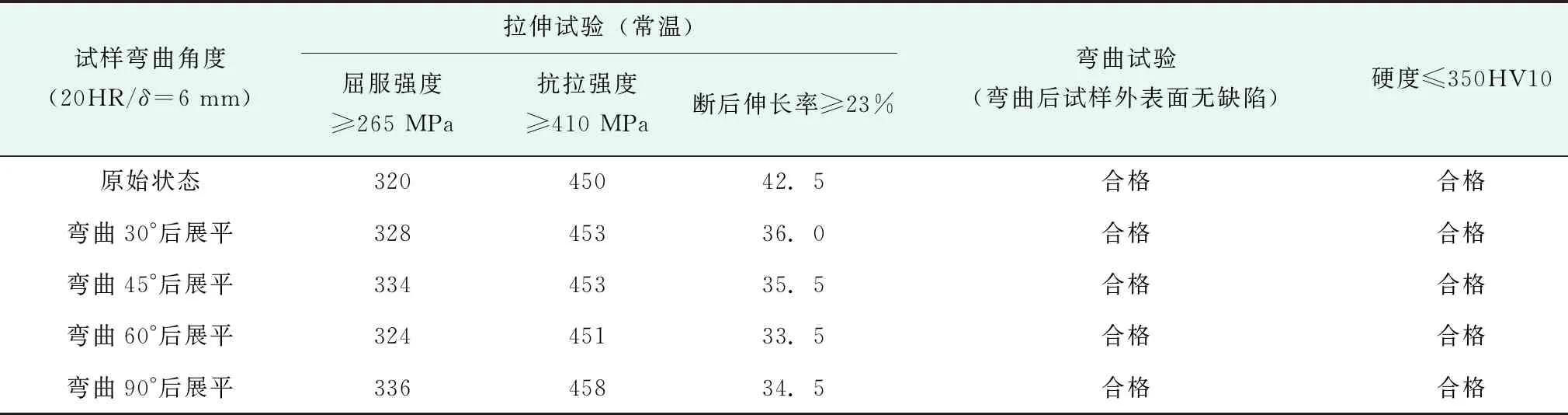
表1 母材力學(xué)性能試驗(yàn)結(jié)果
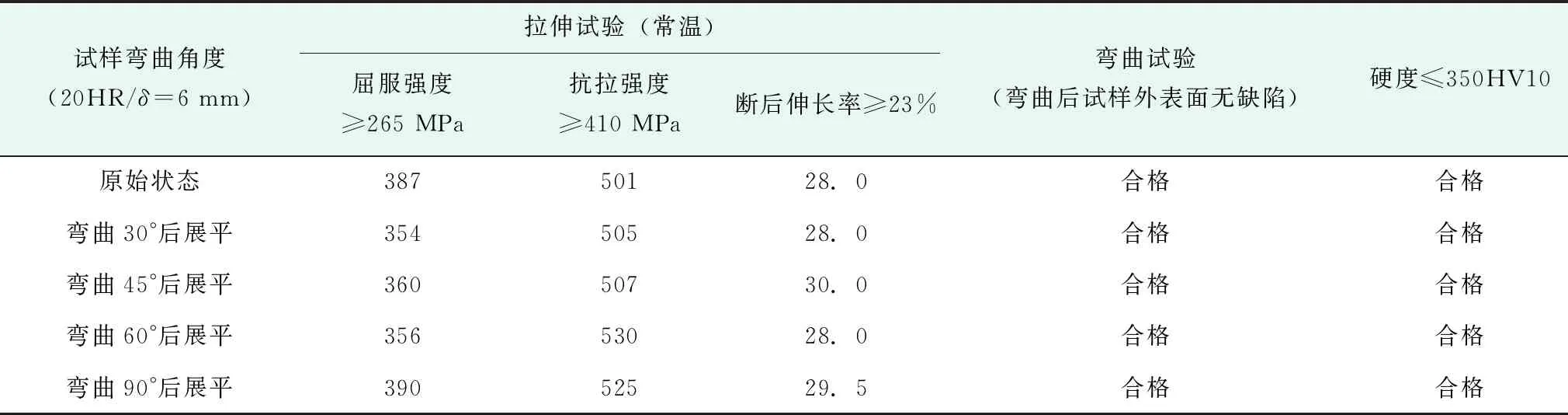
表2 對(duì)接焊縫力學(xué)性能試驗(yàn)結(jié)果
2.2 水、氣加壓整體矯形
整體矯形過程中充水水位高度10.5 m,頂部約剩余上部氣腔容積約100 m3。試驗(yàn)氣源采用SAT檢修壓縮空氣,并用空氣減壓閥控制進(jìn)氣壓力PT=0.016 MPa(設(shè)計(jì)壓力:P=0.013 MPa)。矯形過程中,矯形壓力0.016 MPa,升壓、降壓速率小于0.2 kPa/min,降壓至平臺(tái)設(shè)計(jì)壓力時(shí)(0.013 MPa),保壓6.5 h。水、氣加壓整體矯形時(shí)間-壓力曲線見圖4。

圖4 水、氣加壓整體矯形時(shí)間-壓力曲線見Fig.4 Time-pressure curve of integral orthopedic correction with water and air pressure 注:紅色點(diǎn)為發(fā)生響聲時(shí)的時(shí)間和壓力。
2.3 局部機(jī)械矯形
水、氣加壓整體矯形后,對(duì)輔助給水箱筒體機(jī)械變形區(qū)及上封頭外部檢查,原筒體上部外表面5處機(jī)械變形區(qū)域恢復(fù)原狀。上封頭大面積機(jī)械變形區(qū)域基本恢復(fù),未完全恢復(fù)的部位有3處,如圖5所示。
采用頂撐及頂撐后對(duì)面敲擊的方法,對(duì)3處需要矯形部位進(jìn)行機(jī)械矯形。頂撐時(shí)采用加工頂撐底板及千斤頂導(dǎo)向筒,千斤頂通過頂撐模塊緩慢對(duì)局部變形區(qū)域進(jìn)行矯形。機(jī)械矯形完成后對(duì)輔助給水箱筒體機(jī)械矯形區(qū)實(shí)施磁粉檢查、上封頭外表面磁粉檢查、筒體及上封頭母材外表面超聲檢驗(yàn),均未發(fā)現(xiàn)可記錄顯示。
2.4 局部更換
對(duì)于頂封頭存在裂紋,母材無法修復(fù)部位,采用預(yù)制鋼板局部更換處理。安裝前,對(duì)鋼板進(jìn)行系統(tǒng)的化學(xué)清洗,脫脂、酸洗、鈍化、干燥等。在清洗過程中采用動(dòng)態(tài)浸泡清洗,以縮短工期并達(dá)到良好的清洗效果。
清洗工藝:預(yù)沖洗→脫脂→水沖洗→酸洗→漂洗→鈍化→干燥。

圖5 水、氣加壓整體矯形后3處變形部位示意圖Fig.5 Schematic of three deformed parts after integral orthopedic correction with water and air pressure
3 檢驗(yàn)
3.1 三維掃描
輔助給水箱修復(fù)后,對(duì)其頂封頭及筒體進(jìn)行三維掃描分析發(fā)現(xiàn),頂封頭最高點(diǎn)至最低點(diǎn)的高度為1 391 mm,符合輔助給水箱設(shè)計(jì)參數(shù)。同時(shí),將掃描點(diǎn)云模型與設(shè)計(jì)模型(半徑為9 206 mm)進(jìn)行比對(duì),并通過色譜方式體現(xiàn)頂封頭的凹凸情況,如圖6所示。由圖6可知修復(fù)后的頂封頭相對(duì)于設(shè)計(jì)模型突出最高位置為32 mm,凹陷最大位置為37 mm,符合輔助給水箱設(shè)計(jì)參數(shù)。
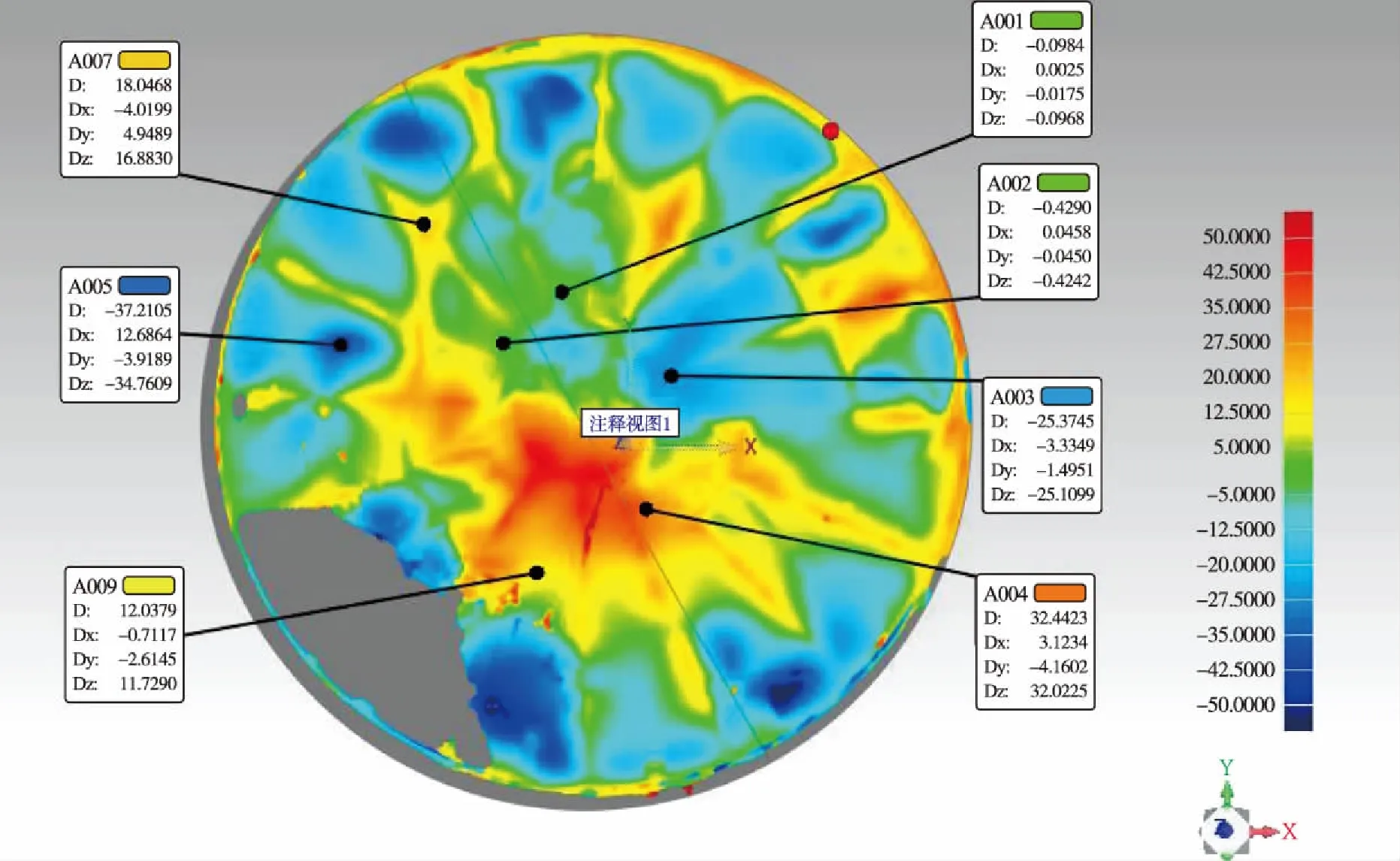
圖6 頂封頭掃描點(diǎn)云與設(shè)計(jì)模型色譜比對(duì)圖Fig.6 Chromatographic comparison between top head scanning point cloud and design model
筒體修復(fù)后通過俯視掃描方式發(fā)現(xiàn)無明顯凹陷痕跡,如圖7所示。同時(shí),將修復(fù)后的筒體點(diǎn)云模型與設(shè)計(jì)模型(直徑9 700 mm)進(jìn)行比較,并通過色譜的方式標(biāo)明筒體的凹凸情況,如圖8所示。由圖8可知,修復(fù)后的筒體相對(duì)于設(shè)計(jì)模型突出最高位置為20 mm,凹陷最大位置為30 mm,符合輔助給水箱設(shè)計(jì)參數(shù)。

圖7 筒體修復(fù)后過俯視掃描云圖Fig.7 Overlook scanning cloud image of cylinder after restoration

圖8 筒體掃描點(diǎn)云與設(shè)計(jì)模型色譜比對(duì)圖Fig.8 Chromatographic comparison between cylinder scanning point cloud and design model
3.2 水壓試驗(yàn)
按照核電站水壓試驗(yàn)要求,對(duì)修復(fù)后的輔助給水箱實(shí)施水壓試驗(yàn)。試驗(yàn)充水高度11.3 m,充水后采用氣體加壓至水壓試驗(yàn)壓力16 kPa,環(huán)境溫度19.3 ℃,試驗(yàn)用水溫20 ℃,試驗(yàn)采用SER系統(tǒng)除鹽水,氣源采用RAZ系統(tǒng)氮?dú)狻I龎骸⒔祲核俾什怀^0.2 kPa/min,分別在設(shè)計(jì)壓力(13 kPa)及實(shí)驗(yàn)壓力(16 kPa)時(shí),停止升壓進(jìn)行檢查,各平臺(tái)檢查確認(rèn)無異常,滿足水壓試驗(yàn)技術(shù)要求。壓力平臺(tái)曲線如圖9所示。

圖9 水壓試驗(yàn)壓力平臺(tái)曲線Fig.9 Pressure platform curve of the hydraulic test
3.3 儲(chǔ)罐內(nèi)部清洗
水壓試驗(yàn)合格后,對(duì)輔助給水箱內(nèi)部進(jìn)行清潔,清洗過程包括:整體高壓水清洗和化學(xué)清洗。化學(xué)沖洗采用噴淋清洗,噴淋清洗是一種循環(huán)化學(xué)清洗技術(shù),在清洗過程中,將化學(xué)清洗溶液均勻噴灑到所要清洗的系統(tǒng)內(nèi)表面上,借助清洗液的重力而沿容器壁流到底部,使清洗液與容器內(nèi)壁上的銹、垢進(jìn)行充分的接觸,發(fā)生化學(xué)反應(yīng)達(dá)到清潔系統(tǒng)的要求。通過調(diào)整噴淋頭的轉(zhuǎn)速及位置,可以使清洗液均勻的噴到罐頂以及罐壁,保證整個(gè)內(nèi)表面清洗的潔凈度。清洗流程:建立清洗循環(huán)系統(tǒng)→ 泵站自清洗檢漏→系統(tǒng)水沖洗檢漏→堿洗脫脂除油→堿洗后水沖洗→酸洗→酸洗后水沖洗→漂洗→中和鈍化→人工清理檢查→干燥處理→驗(yàn)收復(fù)位。輔助給水箱化學(xué)噴淋清洗如圖10所示。輔助給水箱內(nèi)部清洗后滿足RCCM《壓水堆核島機(jī)械設(shè)備設(shè)計(jì)和建造規(guī)則》中F6000 的B 級(jí)清潔度要求。

圖10 輔助給水箱化學(xué)噴淋清洗示意圖Fig.10 Schematic of the chemical spray cleaning of the auxiliary water supply tank
4 結(jié)論
水、氣加壓整體矯形+局部機(jī)械矯形+缺陷嚴(yán)重部位局部更換修復(fù)技術(shù)在實(shí)施過程中采用了材料不同程度的屈曲恢復(fù)后的力學(xué)性能進(jìn)行了技術(shù)論證;三維激光掃描;水、氣加壓整體矯形和箱體內(nèi)部整體沖洗和噴淋化學(xué)清洗鈍化技術(shù),保證了輔助給水箱修復(fù)后結(jié)構(gòu)恢復(fù)、局部機(jī)械矯形后鋼板材料力學(xué)性能滿足設(shè)計(jì)要求,可有效執(zhí)行設(shè)計(jì)規(guī)定的功能和安全功能。與傳統(tǒng)的割頂補(bǔ)焊修復(fù)方式相比,儲(chǔ)罐修復(fù)周期縮短1/3以上,降低了因大修周期延長而造成的經(jīng)濟(jì)損失。
猜你喜歡
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實(shí)用技術(shù)(2021年1期)2021-02-27 08:26:18
中華詩詞(2020年1期)2020-09-21 09:24:52
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
