瑞士BERKOL 膠輥加工設備的使用體會
2020-06-23 09:01:16張志斌
棉紡織技術 2020年6期
張志斌
(江蘇悅達棉紡有限公司,江蘇鹽城,224000)
1 膠輥加工設備的配置
我公司膠輥加工中心全部配置瑞士BERKOL 公司生產的全套膠輥加工設備,為棉紡各工序所有膠輥提供套制、精磨、加油、表面后處理、檢測和保養等全流程的優質服務。經過多年的使用,積累了一些使用經驗。膠輥加工設備配置情況如下:BSS/ACM 型全自動磨機(帶光照)1臺,BGSLMB 型全自動磨機(帶光照)1 臺,BG/U型精密通用數控磨機1 臺,BERKOLIZER 型紫外線光照機1 臺,APH50-H500 型液壓套制機1 臺,PP125-H100 型 氣 壓 套 制 機2 臺,BERKOLUBE型膠輥加油機2 臺,BTTESTER 型圓柱度測量儀1 臺,ZWICK/ROELL 型硬度測量儀1 臺,RATester 型精密粗糙度測試儀1 臺。
2 規范的維護保養工作
2.1 每日維護保養
在除塵器停止狀態下,將除塵器抖桿順時針轉動10 圈,清空除塵器抽屜積灰。用抹布擦拭膠輥V 形機械夾手(每天至少兩次)。用抹布擦拭膠輥磨削入口和出口的膠輥軌道。用抹布擦拭膠輥光照入口和出口的膠輥軌道。清除磨削區灰塵(每天至少三次)。清除光照區積塵。清除機架積塵。
2.2 每周維護保養
用軟布擦凈光柵和反射板上的灰塵。用機械油潤滑各處的運動副(每周至少兩次)。用機械油潤滑各處氣缸芯。清除砂輪端面積塵。
2.3 每月維護保養
清空水雜分離器。擦凈所有調整膠輥軌道開檔的調節絲杠和鏈條,并加少量機械油潤滑。擦凈所有調整膠輥軌道上下運動的同步齒形帶。擦凈滑行面,并在V 形機械夾手前后工作面加少量機械油潤滑。打開Y 軸防塵罩,清除V 形軌道面的積塵,在左右V 形軌道面上加極少量進口潤滑脂。打開Y 軸防塵罩,清除Y 軸接近開關積塵。擦凈紫外線光照裝置的空心傳動軸。清除光照區排風扇積塵。修磨砂輪(每月至少三次)。
2.4 每半年維護保養
在底部清除紫外線光照濾塵墊積塵。清除前后電氣柜積塵。清除除塵器濾塵布積塵。
2.5 每五年維護保養
建議更換PLC 控制主板內的電池(3 V 鋰電池,型號CR2477N,必須10 min 內完成,否則數據會丟失)。
3 關鍵的應用技術
我公司可生產各種號數的集聚紡紗、高檔針織紗、混紡紗、MVS 渦流紡紗;可以生產竹漿纖維、大豆蛋白纖維、天然彩棉、珍珠改性纖維、牛奶纖維、漢麻纖維、萊賽爾、莫代爾、羊絨、甲殼素、Coolmax 等多種新型纖維紗線;還可以生產導濕排汗、防紫外線、防靜電環保型、功能型、休閑彈力、細號高密等多種新型功能紗線。紡制高檔產品,對膠輥直徑偏差、工作表面圓柱度和粗糙度等技術指標要求十分嚴格。
3.1 溫度和相對濕度控制
為了改善瑞士BGSLMB 型全自動磨膠輥機工作環境,確保膠輥磨削質量,需配置一臺5 匹空調機組,膠輥加工中心溫度控制在23 ℃~26 ℃,相對濕度控制在50%~55%。
3.2 鐵芯和潤滑油的選擇與加油量
配置瑞士BGSLMB 型全自動磨膠輥機,為了保證膠輥磨削效率和成紗質量,應選擇國內一兩家著名品牌粗紗和細紗鐵芯。如果選擇過多廠家的鐵芯,不同廠家的鐵芯外形和基本尺寸會有些差異,這會影響BGSLMB 型全自動磨膠輥機的工作效率。
選擇德國進口克魯伯NBU 12/300 KP 潤滑脂,25 kg/桶,可以對20 000 套~22 000 套新細紗鐵芯進行加油。膠輥每3 年~4 年補一次油,每次補油量為0.5 g/套。建議新鐵芯加油量[1]如下:細紗7019K 型鐵芯加油量3.8 g/套~4.2 g/套;細紗SL6819A 型鐵芯加油量4.2 g/套~4.5 g/套;粗紗HP-R11019FH 型或PK-LP1015 型鐵芯加油量4.8 g/套~5.5 g/套。過多的加油量會導致潤滑脂的流失,外溢到膠輥工作表面、全自動磨膠輥機的軌道和砂輪表面,會嚴重影響全自動磨膠輥機的工作效率和膠輥表面磨削質量。
3.3 有關參數的設定
通過調節膠輥夾手X軸和Y軸運動速度,膠輥表面磨削可以得到不同的粗糙度。X軸的進刀速度可調范圍是7 mm/min~120 mm/min,Y軸往返速度可調范圍是50 mm/min~200 mm/min,同套膠輥的大小頭分檢設定范圍是0.05 mm~0.70 mm。建議設定值[2]:大小頭分檢設定值為0.30 mm。X軸和Y軸向運動速度設定見表1。
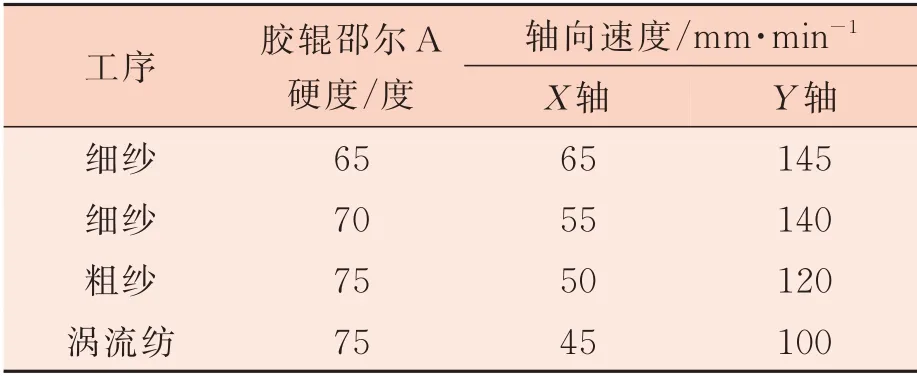
表1 膠輥磨削參數設定
為了得到理想的膠輥表面粗糙度,膠輥夾手的X軸和Y軸運動速度可微調。建議膠輥表面粗糙度Ra 值為:細紗膠輥,所紡紗公制號數≤14.6 tex,膠輥表面粗糙度Ra 值0.7 μm~1.1 μm;細紗膠輥,所紡紗公制號數≥14.6 tex,膠輥表面粗糙度Ra 值0.4 μm~0.8 μm;細紗膠輥,紡新型纖維,膠輥表面粗糙度Ra 值0.60 μm~1.0 μm;粗紗膠輥,邵爾A82 度,膠輥表面粗糙度Ra 值0.4 μm~0.7 μm;粗紗膠輥,邵爾A75 度,膠輥表面粗糙度Ra 值0.5 μm~0.8 μm。
3.4 全自動的膠輥分檢系統
膠輥由機械手夾持,在接觸砂輪磨削前進中自動測量,測量結果在LCD 界面上自動顯示。直徑過大或過小的膠輥、同套大小頭超過設定范圍的膠輥挑出不磨削。自動測量在正常磨削時進行,直徑過大或同套大小頭偏差過大的膠輥磨削后,膠輥工作表面粗糙度的均勻性很難得到保證。
3.5 砂輪的選擇
采用D200 mm×200 mm 的專用內膽砂輪,砂輪的最小使用直徑為D150 mm,使用3 年~4年即可正常淘汰。該砂輪材質及硬度均勻,具有良好的散熱功能,磨削過程中不出現掉屑現象。在砂輪中間留有一定的間隙,在磨削過程中,該間隙可以起到排屑和散熱的功能,并能將膠輥軸承中間殘留的磨屑吸走。
建議選擇80 粒/cm3規格的白金鋼玉進口砂輪,大部分較大的白金鋼玉顆粒是空心的,經過金鋼筆刀的修磨,一部分白金鋼玉顆粒在砂輪表面形成空心橢圓形磨刀,砂輪表面大大小小的空心白金鋼玉顆粒形成大大小小的空心橢圓形磨刀,呈無規律分布,形成光潔的圓柱面磨刀,膠輥表面在磨削時得到充分的研磨,也是膠輥表面得到相應粗糙度的充分保證。這不是普通磨機的砂輪所擁有的品質。
3.6 自動砂輪修磨速度
不同的修磨速度,可以使砂輪圓柱面產生不同的粗糙度。在啟動修磨砂輪程序時,金剛刀以一定的速度往返進行修磨,修磨的速度可以在25 mm/min~150 mm/min 之間選擇,我公司設定砂輪修磨速度為50 mm/min,對于不同的砂輪表面粗糙度和鋒利度的均勻性,在磨削時所磨出的膠輥表面粗糙度相應不同。
一次砂輪修磨的進刀量以0.05 mm~0.08 mm 為宜,可以聽到三、四次進刀聲音。試磨膠輥時,發現砂輪表面粗糙度和鋒利度的均勻性不夠,可以多次小進刀量修磨砂輪。
3.7 配備有金剛刀靠近功能
當金剛刀修磨砂輪準備返程時,還有一次進刀量機會,該進刀量為0.02 mm,建議設定該進刀量為0 mm 進行砂輪修磨,使砂輪表面更為光潔。
3.8 自動砂輪清洗系統
可以設定在磨過多少套膠輥后對砂輪進行壓縮空氣清洗,設定的范圍是50 套~500 套。建議設定為磨削100 套后進行壓縮空氣清洗。當到達設定值時,帶有壓縮空氣的自動清洗裝置會沿砂輪的橫向進行往返清洗,同時,被清洗出的磨屑被除塵器吸走。由于砂輪每經過一定磨削數量就進行一次壓縮空氣清洗,所以砂輪清洗系統可以確保磨削過程中的砂輪表面粗糙度和鋒利度的均勻性。
3.9 自動砂輪修磨系統
可以設定在磨過多少套膠輥后對砂輪進行修磨,設定范圍是2 000 套~25 000 套。建議設定為6 000 套~8 000 套后進行砂輪修磨,可以確保磨削過程中的砂輪表面粗糙度和鋒利度的均勻性。
3.10 磨削往復次數
瑞士BGSLMB 型全自動磨膠輥機的磨削往返次數是可調的,可以在1 次~2 次之間調整。對于細紗機膠輥,通常采用一個往返即可以達到質量要求,對于有特殊粗糙度要求的膠輥,可以選擇兩個往返。
3.11 磨削后進給量
瑞士BGSLMB 型全自動磨膠輥機砂輪轉速3 000 r/min(新砂輪工作表面線速度達30 m/s),驅動羅拉轉速980 r/min(羅拉工作表面線速度達87 m/min)。膠輥磨削時,表面溫升較快較高,膠輥后退一步的磨削量設定,解決了橡膠產品由于熱膨脹而影響膠輥磨削質量的因素,這是普通磨機所不具備的功能。
膠輥后退一步的磨削量設定范圍是0 mm~0.03 mm,我公司設定值為0.02 mm~0.03 mm。當設定值為0 mm 時,膠輥表面磨削更為滑爽,成紗質量指標相對稍好,但成紗質量穩定性和一致性較差,易吐粗紗;膠輥磨削時,表面容易附膠屑,膠輥表面紫外線光照均勻性較差。
3.12 膠輥表面紫外光照處理
紫外線光照處理膠輥可以從很多方面積極地影響紡紗設備的運行性能。但是,紫外線光照處理并不能改善問題膠輥的本身品質和不理想的膠輥磨削效果。值得注意的是良好的膠輥磨削質量和正確的膠輥光照時間是紫外線處理膠輥的前提。
抗靜電的免處理膠輥雖已被廣泛應用,但是膠輥磨削后的表面處理還是必要的。盡可能地減少剛磨好的膠輥上車纏花現象,膠輥有多種表面化學處理方法,如各種涂料處理、酸處理等,化學處理非常耗時,而且在化學處理時要格外仔細,因為這些化學試劑通常都是有毒的,對環境是有污染的。現在,對人體有毒的化學試劑處理方法,完全可以被特殊的紫外線處理所替代。
紫外線光照處理的時間,可以根據不同型號及硬度的膠輥進行選擇,建議設定值(新紫外線光照燈管)如下:細紗邵爾A65 度膠輥處理50 s~60 s;細紗邵爾A70 度膠輥處理80 s,同時采用獨立光照機3 000 W 光照7 min;粗紗邵爾A75 度或82 度膠輥處理80 s,同時采用獨立光照機3 000 W光照7.5 min;渦流紡邵爾A75 度或82 度膠輥,采用獨立光照機3 000 W 光照15 min~18 min。隨著紫外線光照燈管的老化,光照時間要適當延長。
3.13 集塵系統
瑞士BGSLMB 型全自動磨膠輥機配置有20 m3/min 的吸塵能力強大的除塵器,并且除塵器為獨立抽屜式,可以將磨削過程中產生的磨屑全部吸走,確保膠輥的清潔。該除塵器配有抖動把手,磨機非工作狀態時,可以隨時把積累的磨屑抖到抽屜中去,清掃磨屑也十分方便。建議膠輥加工中心配置兩套全自動磨膠輥機,把兩臺除塵器集中進行排風改造,除塵效果更好,連續工作噪聲小于70 dB(A)。
4 技術創新
4.1 瑞士BGSLMB 型磨膠輥機的技術創新
拆除瑞士BGSLMB 型磨膠輥機的后罩殼安裝簡易燈架,有利于延長磨膠輥機照明壽命,有利于開展磨機潤滑、清潔和維護工作。
優化瑞士BGSLMB 型磨膠輥機減速箱傳動結構,對渦輪及其芯軸整體結構進行改造,提高膠輥加工質量和工作效率。
原來減速箱中渦輪和芯軸通過花鍵不固定連接傳動,形星輪系在運轉中稍受外力卡頓就不運轉或者只有公轉而不自轉,膠輥僅有上層單面受紫外線光照,造成膠輥陰陽面機械波。通過解剖減速箱分析傳動結構,對渦輪和芯軸進行重新設計制作,采用兩道螺釘連接固定,使之運行穩定可靠,提高了膠輥加工質量和工作效率。
4.2 瑞士PP125-H100 型氣壓套制機的技術創新
優化PP125-H100 型氣壓套制機立柱定位襯套固定方式,提高套制同心度。氣壓套制機兩個立柱定位襯套通過大沉孔安裝在推板上,原來是通過兩個側面沉頭內六角螺釘固定,這個螺釘不宜安裝過緊。工作中發現該螺釘容易松動,襯套脫落到立柱上部去,影響膠管套制同心度。
通過在推板上技改,安裝M5 螺釘,利用墊圈壓制襯套的邊沿,這個襯套再也不會脫落,提高了膠管套制同心度和工作效率。
4.3 瑞士BG/U 型數控磨機的技術創新
完善瑞士BG/U 數控磨機國產頂套夾具,提高前紡各類長膠輥第一加工基準精度。理想中的第一加工基準是膠輥芯軸的中心線,可以選擇頂針夾具夾持中心孔磨礪,工作中要考慮中心孔內倒角完好精準,孔內清潔無雜物。
實際工作中的第一加工基準是膠輥軸頭與套筒滾針工作處,特別是針對無中心孔的芯軸,要選擇頂套夾具夾持磨礪,工作中要考慮軸頭外倒角完好精準。針對特征軸頭外徑10 mm、12 mm、14 mm、15 mm 和16 mm,完善了國產頂套夾具,提高了前紡各類長膠輥第一加工基準精度和工作效率。
5 結束語
生產實踐證明:要加強規范的清潔、潤滑等維護保養工作,才能為膠輥加工設備的工作效率提供有力保障;充分了解這套設備的性能,了解設備的機械原理、氣路分析、電路分析以及PLC控制技術等,才能掌握更多的應用技術,不斷加強膠輥加工設備的故障診斷和排除技術。
