提升絡筒機生產效率的管理實踐
2020-06-23 09:01:14彭長根王淑嫻
棉紡織技術 2020年6期
卞 童 彭長根 王淑嫻
(南通華強布業有限公司,江蘇南通,226611)
近兩年,受國內國際經濟形勢的影響,紡織行業持續低迷,尤其生產廠家庫存壓力持續增加,關閉、停產時有報道。在嚴峻的行業形勢下,如何提高產品的核心競爭力是每個紡織企業都必須高度關注的現實問題。生產效率作為衡量企業生產成本的關鍵指標,備受企業的高度重視。絡筒作為紡紗的最后一道工序,全面提升絡筒機的生產效率,是紡紗企業日常工作的重點。
一直以來,我公司使用的薩維奧托盤式自動絡筒機的運轉效率在82%左右,一旦紗線品種結構發生變化,就會明顯降低運轉效率,致使管紗堆積,供應不暢。針對這種生產現狀,從2019 年二季度開始,公司要求各生產車間加強過程管理,提升絡筒機的生產效率。
1 原因分析
影響絡筒機生產效率的因素很多,結合我公司實際情況進行分析,主要存在以下原因。
(1)原料換批頻繁。品種翻改造成機臺頻繁了機,尤其對托盤式全自動絡筒機影響較大,嚴重降低了機臺的生產效率。
(2)管紗紗疵多。切除管紗中有害紗疵是自動絡筒機的主要功能,管紗紗疵的數量直接影響著絡筒機的生產效率。在統計數據時發現,管紗的紗疵存在較大的不確定性,且因此造成的返管現象較多,影響了機臺生產效率。據統計,管紗的十萬米紗疵每增加10 個,機臺的效率降低0.7個百分點左右[1]。
(3)管紗成形不良。生產中由于各種原因造成的松紗、壞紗或因卷繞參數設置不當造成的脫圈等,不僅影響了產量,降低了機臺生產效率,還增加了擋車工勞動強度,影響了絡筒質量。另外,換批、改紡產生的半管紗等增加了自動絡筒機換管找頭次數,也直接影響了自動絡筒機的生產效率。
(4)運轉操作不當。由于人員流動等原因,操作人員的培訓未能適應生產需要,造成巡回不及時、機臺紅燈停車等待時間長、清潔不徹底等現象,這都在不同程度上影響了機臺的生產效率。
(5)設備狀況不良。絡筒機的機械效率直接影響機臺的生產效率。有資料顯示,機械因素占整機生產效率影響因素的25%[2]。
(6)環境因素。車間環境的溫濕度控制對電子清紗器的工作狀況影響較大,尤其是電容式電子清紗器受溫濕度變化影響較大,而光電耦合式電子清紗器相對而言比較穩定。同時車間溫濕度的變化也會影響工人的情緒,進而影響看臺質量。
2 主要解決措施
2.1 減少品種翻改時間和頻次
受外圍環境影響,原棉采購呈現周期短、批次多、質量波動大等特征。為降低生產經營成本波動的風險,原料換批次數不可避免的較以前有所增加。在此情況下,車間通過合理安排生產、控制品種翻改、原料換批前后品種盡量趨于一致等措施,減少翻改時間和了機次數,提升機臺運行效率。
2.2 紗疵的控制
充分運用絡筒切疵的統計功能,根據電子清紗器切疵數據與紗疵形態,對生產過程中出現的紗疵問題進行分析,并有針對性的采取技術措施,加強過程管理和半制品質量控制,減少半制品及管紗紗疵。
紗疵可分為常發性紗疵和偶發性紗疵,如果按照紗疵的形態可分為棉結紗疵、短粗型紗疵、長粗型紗疵和長細型紗疵。偶發性紗疵多為短粗型紗疵,因其對布面質量影響大,容易造成用戶質量反饋,且自動絡筒剪切的短粗型紗疵幾乎占十萬米紗疵所切紗疵的50%以上,為有害紗疵。由于其數量直接影響自動絡筒機臺的生產效率,所以生產過程中需對偶發性紗疵的產生進行控制。
2.2.1 偶發性紗疵的控制
偶發性紗疵的產生多與車間生產環境波動、通道清潔或運轉操作有關。如車間生產JC 14.6 tex 過程中,絡筒工序的十萬米切疵數時常有波動,切疵分析認為是前道工序通道有纏繞或掛花現象造成。因此對末并機臺系統中的質量統計功能數據進行跟蹤,發現報表中的十萬米棉網厚點統計數據時常有波動,嚴重時20%的十萬米厚點統計數達到100 個以上。通過跟蹤發現,牽伸膠輥在生產過程中較易出現纏繞,一旦發生纏繞,棉網厚點數就會急劇增加。為此,我們將膠輥進行清潔處理,并縮短擋車工清潔周期后,厚點檢測數趨于正常,自動絡筒十萬米剪切數也趨于正常,生產效率由79%提高到83%。
2.2.2 優化工藝參數減少常發性紗疵
除加強通道清潔控制偶發性紗疵的產生外,常規性紗疵的控制和減少也很重要。各道工序的工藝參數正確設置對紗疵的影響較大。在開展課題活動過程中,車間對工藝參數的優化做了大量試驗,并在一定程度上明顯改善了成紗的紗疵分布和數量。如在JC 22.4 tex 品種上,通過調整末并、粗紗的定量,紗疵數量發生了明顯變化,具體如表1 所示。

表1 不同定量對成紗紗疵的影響
由表1 可以看出,與方案1 相比,方案2 小紗疵減少30%,總紗疵減少8%;方案3 小紗疵減少20%,總紗疵減少24%,但由于長細紗疵偏高,綜合考慮后選擇方案2。優選后,自動絡筒的切疵數下降了18%。
2.2.3 優化電清參數合理切疵
優化自動絡筒清紗工藝,在穩定筒紗質量的同時,合理減少切疵數,提高機臺生產效率。在生產中,將集聚紡C 14.6 tex 品種的自動絡筒切紗工藝進行優化試驗,其中方案A 為分級切紗倍數第一列3.2~3.9 切紗,棉結N 3.8;方案B 為分級切紗倍數第一列3.2~3.9 不切紗,棉結N 3.8;方案C 為分級切紗倍數第一列3.2~3.9 不切紗,棉結N 3.6。3 種不同切紗方案自動絡筒切紗情況如表2 所示。

表2 不同切紗工藝切疵數量比較
通過表2 數據可以看出,方案C 從紗線質量和自動絡筒效率來看最優。因此將集聚紡C 14.6 tex 的切紗工藝進行調整并跟蹤指標與效率,最終質量指標穩定且加工效率穩定在84.5%~86%之間。
另外,絡筒速度對生產效率的影響也較大,如C 19.4 tex 品種的生產效率一直不高,經過對切紗數據進行分析,其原因一是因為十萬米切疵數過高,二是絡筒速度偏快。因此將絡筒速度由1 450 m/min 降為1 350 m/min 后,生產效率上升了2 個百分點。
在課題活動中,通過各種工藝試驗和比較,進一步優化工藝參數,使成紗質量、機臺生產效率得到很大的提升,為進一步提升絡筒效率提供了保障。
2.3 提升管紗成形和卷裝
提高管紗成形質量,避免紡紗中途停車及不到定長落紗的情況,減少絡筒換管、找頭等造成的等待。在品種翻改后及時進行管紗成形的跟蹤和調節,防止出現松紗、壞紗等現象。在生產中發現,管紗在落紗時沒有紗尾會造成絡筒尋頭困難,我們對此進行專項檢查和整改,以提高尋頭效率。對細紗短車進行集落改造后的管紗卷裝容量變小,在一定程度上增加了絡筒的換管次數,通過對成形機構改用電子升降裝置,有效增加了約16%的管紗容量。該項措施在提升細紗機效率的同時,也有效減少了自動絡筒的換管次數,且通過對參數的優化設置,大幅降低了管紗脫圈的現象。
2.4 提升擋車工操作技能
加強擋車工操作技能培訓,提高看臺質量。車間通過跟蹤機臺生產效率,并對收集到的數據進行分析,發現運轉班之間機臺生產效率存在較大的差異。數據對比如圖1 所示。
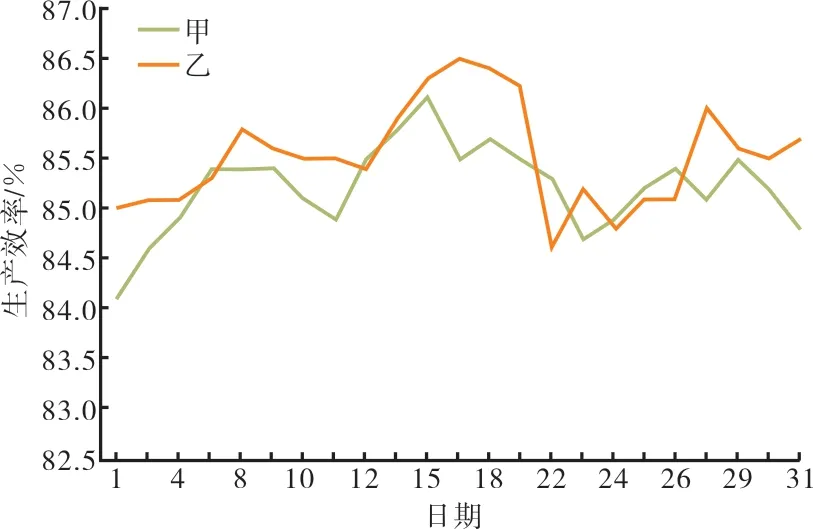
圖1 不同班次自動絡筒效率對比曲線圖
車間結合實際運轉情況,對各類問題進行收集匯總,制作培訓課件,通過實地講解、動作演示等方法對自動絡筒擋車工進行培訓,以提高擋車工看臺水平,并做到有異常及時與設備人員溝通解決。與此同時,發動車間開展多種生產競賽,鼓勵擋車工自我提升看臺能力和擋車質量。通過各類活動的開展,有效減少了自動絡筒機臺的紅燈等待、因清潔不良造成的錠子異常等現象,有效縮短了班與班之間的差異,提高了生產效率。
2.5 保持良好的設備基礎
在課題活動中,車間努力提高設備基礎狀況,提升設備人員技術水平,提高其解決問題的能力。通過開展各種類型的技術培訓、幫教活動和技術比武,激勵員工主動進行技術提升。與此同時,加強對機臺維護保養質量的檢查力度,極力消除落后機臺和落后錠子,杜絕空錠的產生。
2.5.1 提升自動落紗小車成功率
檢查發現落紗小車存在落紗不到位現象,主要采取逐錠調整紙管架的位置,以解決紙管本身位置不正現象;讓落紗小車對每一個單錠進行換紙管循環檢查,調整落紗小車至單錠停止位置,以解決紙管放不到位問題;同時檢查并處理大夾頭不活絡及筒子架不靈活的錠位等措施,提升落紗小車生頭的成功率。落紗時的額外效率從4.6%左右降至0.7%,大大提高了落紗成功率。
2.5.2 提升管紗尋頭成功率
在生產中,對生產效率低的機臺重點進行跟蹤處理。如16 號機臺的生產效率只有78% 左右,通過跟蹤分析其原因:一是同時生產兩個品種的托盤式自動絡筒機臺本身就缺少錠腳芯片;二是由于車尾卡管導致錠腳供應不上,以及小吸嘴尋不到頭而報警紅燈多引起的。因此,針對性地采取以下措施解決:對拔管鏈條上下軸軸承以及下橫軸進行整修;對尋紗尾留尾裝置進行調節,確保錠腳到單錠后紗尾能夠被吸到;對小吸嘴蓋板進行檢查、修磨,確保夾得住紗尾。經過以上措施整修后,車尾報警次數由58 次/班降為15 次/班,管紗尋不到頭報警次數由187 次/班降至31 次/班,紅燈報警率由6.7%降至2.3%,額外循環從17%降至12.6%,尋紗尾效率從87%提升至93%,單錠生產效率從77.6% 提升至84%左右。
2.5.3 對落后機臺進行重點整修
對機臺進行橫向比較,找出落后機臺,并對其進行重點突破。針對自動絡筒19 號機臺生產效率低于同品種20 號機臺的問題,組織自動絡筒相關人員進行跟蹤整修,經過跟蹤發現該機臺紅燈報警、系統報警及循環等方面均高于其他機臺。其中,在紅燈報警中,大小吸嘴尋不到紗的報警較多。針對該現象,采取以下措施解決:清潔車頭濾網,提高通風效果;適當提高吸風電機的頻率,由65 Hz 提高到68 Hz,加大整臺機臺的吸風能力,吸風負壓由40 Pa 變為45 Pa 左右;調整大吸嘴到筒子的距離;調整筒子的反轉速度,由原來的100 r/min 降為30 r/min;清潔小吸嘴并對其鋁蓋進行整修;重新設置了大小吸嘴找頭的次數,將小吸嘴吸紗尾方式由0 檔調為1 檔。通過以上措施,紅燈報警率由1.7%~2.0%下降到0.6%~0.7%左右,同時額外循環的統計數據也相應得到降低。
針對系統報警,跟蹤原因為清紗器報警較多,重點對電子清紗器檢測頭內部積花進行清潔、揩擦檢測槽污垢,并重新校正。經過以上措施處理后,報警次數明顯減少。
經過跟蹤調整,該機臺與20 號機臺(同品種)的生產效率基本一致,能夠達到84%左右。
2.6 加強運轉的日常管理
通過課題活動發現管理中存在問題,落實措施,提升管理質量。在課題攻關活動中發現,每逢周末,自動絡筒的生產效率均存在明顯下降的現象。經過查詢機臺統計數據、了解擋車工實際情況,并組織自動絡筒檢修工和保全工共同分析原因,發現在周末存在以下幾個現象:由于管紗問題導致返管率高于工作日;自動絡筒亮紅燈現象明顯高于平常,切疵率高;自動絡筒擋車工處理紅燈的頻率低于平常;檢修工處理落后錠子的及時性低于平常。車間落實相關人員對以上問題進行跟蹤分析,發現均與周末的管理工作相關,在周末由于車間管理人員休息,輪班管理存在松懈現象。因此,車間安排管理人員在周末輪流值班,并制定相應的管理規定,促使輪班提升在周末及中夜班的管理質量,從空調調節效果到擋車工、檢修工等人員工作效率等方面進行全面提升。通過管理,周末的機臺生產效率與工作日趨于一致。
3 結束語
通過課題活動的開展,車間針對課題要求,對影響絡筒生產效率的因素進行詳細分析和辨識,在成紗質量控制、紡紗工藝優化、設備基礎狀況提升、人員操作以及日常管理等方面針對性的采取措施,有效降低了成紗紗疵,合理控制了切紗數。使設備狀況、工藝參數設定的合理性以及人員操作水平均得到不同程度的提升,并最終實現了自動絡筒生產效率的提升。目前,我公司各車間自動絡筒生產效率均比開展課題活動前提升3 個~4 個百分點,在一定程度上降低了生產成本。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
商周刊(2017年9期)2017-08-22 02:57:49
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
