賽絡紡聚酰亞胺纖維5.9 tex 紗的生產(chǎn)
2020-06-23 08:54:58李蘇紅馬鳳云劉玉慶
棉紡織技術 2020年6期
李蘇紅 馬鳳云 劉玉慶
(德州悅豐紡織科技有限公司,山東德州,253500)
1 原料性能
以聚酰亞胺短纖維(以下簡稱軼綸)為原料生產(chǎn)的多功能細號紗線指標優(yōu)良,且具有良好的功能性[1]。
(1)保暖效果。具有很低的導熱系數(shù),在與世界頂級保暖產(chǎn)品的對比測試中,軼綸細號紗具有明顯的優(yōu)勢,同時能夠使保暖服更輕薄,質(zhì)量可減輕40%左右。
(2)高溫穩(wěn)定性和低溫穩(wěn)定性。軼綸具有長久的熱穩(wěn)定性,在工作溫度300 ℃下具有良好的強度、耐勞性。軼綸纖維亦能耐極低溫,在-269 ℃液氮中不脆斷。
(3)阻燃性。軼綸是由芳香族主鏈單元組成,其極限氧指數(shù)大于38%,屬于不燃物質(zhì)。軼綸具有不熔融的特性,且離火自熄,發(fā)煙率極低,無毒。軼綸不含鹵素,屬于綠色環(huán)保纖維。
(4)電性質(zhì)。在高溫、高壓、高濕、變頻等條件下仍能保持良好的絕緣性能。
(5)化學穩(wěn)定性。憑借顯著的耐化學性,軼綸能長期在各種環(huán)境下使用,它能夠耐受大多數(shù)有機溶劑的作用,例如:酸、堿、烴類、酮、醇等。
(6)過濾性能。單獨使用或者混和使用多種截面形狀(圓形或三葉形)的軼綸以及納米級纖維,可增加過濾表面積,使其具有優(yōu)異的過濾性能。
(7)嬰兒級生物親和性。從制造到使用全程對環(huán)境友好,通過Oeko-Tex?Standard 100 嬰兒級生態(tài)信心紡織品認證,符合歐盟紡織品進口要求[2]。
(8)抗菌作用。經(jīng)權威機構檢測,對金黃色葡萄球菌、大腸桿菌、白色念珠菌等的抗菌效果均好于竹原纖維。
(9)遠紅外保健性能。能夠促進穿戴者血液循環(huán),強化組織新陳代謝,增加組織再生能力,提高人體的免疫能力,從而起到醫(yī)療保健的作用。
2 工藝流程
(纖維養(yǎng)生處理)→A002D 型抓棉機→FA106E 型開棉機→A076 型單打手成卷機→FA226 型梳棉機→FA320A 型并條機(頭并)→FA311 型并條機(末并)→FA493 型粗紗機→ZJ1268 型細紗機→№21 型自動絡筒機
3 生產(chǎn)及質(zhì)量控制要點
3.1 養(yǎng)生處理
軼綸手感硬,強力高,抱合力差,易產(chǎn)生靜電,可紡性較差。因此,在紡紗前必須對纖維進行防靜電預加濕處理,且采用分組處理[3-4]。要求提前配好抗靜電劑溶液,其中水∶抗靜電劑配比為4∶1,每組加濕200 kg,將5 kg 的抗靜電劑溶液均勻地噴灑到平攤好的纖維上。噴灑后,人工翻拌纖維,直到抗靜電劑溶液與纖維混和均勻,再分別將每組的纖維裝袋,在密閉空間內(nèi)放置36 h后用于生產(chǎn)。
3.2 清棉工序
充分考慮到纖維的開松度及纖維特性,清棉工序采用“少打擊,少開松”的原則,減少工藝流程,由抓棉機直接過渡到開棉機,再到單打手成卷機,以減少纖維的打擊點,避免纖維的損傷。清棉工序主要工藝參數(shù):棉卷定量310 g/m,定長30 m,棉卷羅拉速度10 r/min。
3.3 梳棉工序
將錫林蓋板隔距適當調(diào)小,既做到較好的梳理效果,又不至于惡化短絨,貫徹“適度梳理,結(jié)雜短絨兼顧”的原則。給棉隔距按照粘膠纖維的生產(chǎn)工藝調(diào)節(jié),減少刺輥對纖維的損傷。錫林速度降低為320 r/min,與刺輥的速比調(diào)節(jié)為2.4∶1,蓋板速度調(diào)換牙輪改為最小速度,增強梳理作用,減小道夫速度,提高錫林道夫轉(zhuǎn)移率,減少纖維充塞、反復揉搓,增加梳理轉(zhuǎn)移,固定蓋板針布密度由后下固定蓋板到后上固定蓋板逐漸增大,固定蓋板數(shù)為前四后三。除塵刀去除,小漏底進口隔距10 mm,出口隔距1 mm。梳棉工序主要工藝參數(shù):刺輥速度790 r/min,錫林速度320 r/min,蓋板速度71 mm/min,道夫速度28 r/min,錫林與蓋板隔距0.25 mm、0.23 mm、0.23 mm、0.25 mm,生條定量14.0 g/5 m。
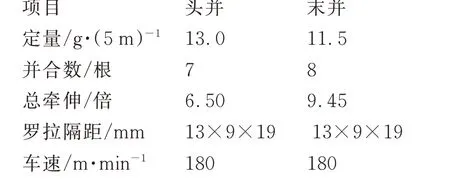
3.4 并條工序
經(jīng)清棉、梳棉、預并條后,生條中纖維的伸直度得到一定程度的改善,并條工序主要通過牽伸,利用自調(diào)勻整裝置,進一步提高纖維伸直度和平行度,使得條子均勻。并條工序主要工藝參數(shù)如下。
3.5 粗紗工序
在工藝配置上仍以進一步提高纖維的伸直平行度、分離度,改善紗條的條干均勻度為原則,選擇合適的牽伸倍數(shù)和鉗口隔距塊,避免“疙瘩條”出現(xiàn)。選用較小的軸向卷繞密度,避免在細紗工序出現(xiàn)粗紗黏斷,保證粗紗不漏管,還要卷繞緊密。在保證細紗不出“硬頭”的原則下,適當加大粗紗捻度。粗紗工序主要工藝參數(shù):粗紗定量2.0 g/10 m,鉗口隔距6.5 mm,總牽伸11.5倍,羅拉隔距11 mm×27 mm×41 mm,前羅拉速度200 r/min,捻系數(shù)65。
3.6 細紗工序
細紗工序采用賽絡紡紡紗技術,由于粗紗捻度偏大掌握,為使細紗能夠順利牽伸,適當放大細紗機后區(qū)牽伸隔距,鉗口隔距以保證不出“硬頭”的原則下偏小選擇[5]。為保證賽絡紡風格,并兼顧成紗條干和毛羽指標,選用喇叭口間距6 mm,PG1/2 3854 型鋼領。為保證牽伸,防止纏繞,選用硬度為邵爾A75 度的膠輥,并對其進行1∶5 涂料涂層后光照1 min 處理。為有效控制氣圈,鋼絲圈宜偏重選擇。細紗工序主要工藝參數(shù):鋼絲圈型號OSS 18/0,鉗口隔距2.5 mm,總牽伸67.8 倍,后區(qū)牽伸1.08 倍,羅拉中心距43 mm×64 mm,前羅拉速度210 r/min,捻系數(shù)330。
經(jīng)測試,賽絡紡軼綸5.9 tex 紗的主要成紗質(zhì)量指標:強力117.7 cN,斷裂強度19.9 cN/tex,強力CV值 10.3%,條 干CVb2.3%,條 干CVm16.08%,3 mm 毛羽數(shù)1.9 根/m。該紗線的強力、毛羽等指標均達到了較好的水平,滿足了用戶的質(zhì)量要求。
3.7 絡筒工序
在№21 型全自動絡筒機上配置USTER 三代電子清紗器,可沿著電子清紗器模擬的紗體進行電子清紗器參數(shù)的合理設定,以保持紗線通道光潔;適當降低槽筒速度,控制筒子硬度,盡量減小筒子紗毛羽的惡化程度。電子清紗器工藝設置:NSL 通 道 為300%×0.4 cm、290%×0.8 cm、280%×1.2 cm、160%×4.0 cm、65%×16 cm、40%×32 cm、23%×120 cm,T 通道為-75%×6 cm、-40%×20 cm、-19%×140 cm,車速1 000 m/min,絡筒張力4 cN。
4 結(jié)語
在研制賽絡紡軼綸5.9 tex 紗的過程中,總結(jié)出以下實踐方法:選用軼綸短纖維,做好纖維的養(yǎng)生處理,解決纖維剛度大、靜電不易擴散的難題,保證紡紗能夠正常進行。清棉工序采用短流程,以少打擊為原則,減輕纖維損傷。梳棉工序優(yōu)化梳理工藝,調(diào)整錫林蓋板隔距,解決軼綸短纖維纏繞、棉結(jié)高的問題。調(diào)整粗紗條的卷繞圈距,避免在細紗工序出現(xiàn)粗紗黏斷。細紗工序優(yōu)選鋼領、鋼絲圈、膠輥等器材和工藝參數(shù),且采用賽絡紡紗技術,明顯降低了成紗毛羽,提高了成紗質(zhì)量,選用適當捻系數(shù),保證紗線的風格。絡筒工序合理選擇工藝參數(shù),控制好絡筒速度和筒子硬度。通過以上關鍵技術措施,使得所紡成紗質(zhì)量滿足了用戶的要求。
學術期刊論文關鍵詞的正確編寫
關鍵詞是學術論文不可或缺的重要組成部分,對于論文的錄用、檢索和利用有著舉足輕重的作用。一系列準確的關鍵詞可確保正確的索引并有助于向目標讀者群展現(xiàn)你的研究。同時,也利于提高論文被引用的機會。CY/T 173—2019《學術出版規(guī)范 關鍵詞編寫規(guī)則》就對學術期刊論文關鍵詞編寫進行了規(guī)范。
標準明確了關鍵詞的定義為表達學術論文主題內(nèi)容的詞或詞組。關鍵詞應準確并充分揭示論文主題內(nèi)容,重要的可檢索內(nèi)容不應遺漏;根據(jù)學術論文研究的深度和廣度,宜選擇3 個~8 個關鍵詞;學術論文應編寫英文關鍵詞。
在關鍵詞的主題分析上,核心主題因素應作為必要因素標引;對核心主題因素起限定修飾作用的概念應標引;核心主題因素的具體研究內(nèi)容應標引;與核心主題因素緊密相關的研究目的、出發(fā)點、結(jié)論和潛在用途等內(nèi)容應標引;研究過程中所應用的新方法及改進的常規(guī)方法應標引;對核心主題因素起限定作用的時間和空間因素應標引;可與核心主題因素組配且能準確地表達主題內(nèi)容的通用概念應標引。
在關鍵詞的選取上,應選擇明確表達主題概念的詞或詞組;應選擇學科領域內(nèi)公認的規(guī)范術語,涉及科學技術名詞的應符合CY/T 119《學術出版規(guī)范 科學技術名詞》的有關規(guī)定;作品名稱作為關鍵詞應加書名號;特定含義的詞作為關鍵詞時應加雙引號,如“一帶一路”。
本刊編輯部
