航空用鈦合金顯微組織控制和力學(xué)性能關(guān)系
2020-06-23 02:25:44朱知壽商國強(qiáng)王新南祝力偉李明兵信云鵬劉格辰
航空材料學(xué)報(bào) 2020年3期
朱知壽, 商國強(qiáng), 王新南, 祝力偉, 李 靜,李明兵, 信云鵬, 劉格辰
(中國航發(fā)北京航空材料研究院 先進(jìn)鈦合金航空科技重點(diǎn)實(shí)驗(yàn)室,北京 100095)
鈦合金材料由于具有高比強(qiáng)度、高比模量、高韌性、耐蝕性好以及可焊接等優(yōu)異的綜合性能,在航空航天、石油化工、汽車工業(yè)以及體育休閑用品等領(lǐng)域獲得了大量應(yīng)用[1-4],但鈦合金因其固態(tài)相變的多樣性與復(fù)雜性,一定程度上增加了工程應(yīng)用的穩(wěn)定性控制難度。根據(jù)鈦合金材料的成分、工藝、組織和性能四要素的相互關(guān)系,成分決定合金類型,工藝決定顯微組織結(jié)構(gòu),而顯微組織決定合金綜合性能。因此,通過調(diào)整鈦合金成分配比、加工工藝以及熱處理制度,可以在一定范圍內(nèi)調(diào)整鈦合金制件的組織類型與組織參數(shù),實(shí)現(xiàn)強(qiáng)度、塑性、韌性和疲勞等力學(xué)性能的最佳匹配[5-9],對鈦合金材料的組織類型與力學(xué)性能的關(guān)系研究具有重要的實(shí)際意義。
本文分析鈦合金材料的四種典型顯微組織特征以及控制技術(shù),分別以TC21鈦合金、TC4-DT鈦合金、TC32鈦合金以及TB17鈦合金為例探討不同顯微組織特征與拉伸性能、斷裂韌度、疲勞裂紋擴(kuò)展速率的對應(yīng)關(guān)系,以期能夠更好地掌握鈦合金顯微組織特征與力學(xué)性能之間的關(guān)系,為實(shí)際生產(chǎn)穩(wěn)定性控制提供參考。
1 鈦合金顯微組織分類及主要特征
鈦合金按穩(wěn)定相組成一般可以分為α鈦合金、α + β鈦合金和β鈦合金,其中β鈦合金還可以按Mo當(dāng)量不同進(jìn)一步細(xì)分為近亞穩(wěn)β鈦合金、亞穩(wěn)β鈦合金、穩(wěn)定β鈦合金,常用鈦合金的典型顯微組織可以分為四種類型[10-12]:等軸組織、雙態(tài)組織、網(wǎng)籃組織和片層組織,如圖1所示。
等軸組織主要特征是在轉(zhuǎn)變β基體上均勻分布著含量超過40%的等軸初生α相,等軸初生α相主要有球形、橢圓形、橄欖形、棒槌形、短棒形等多種形態(tài)(圖1(a))。不同鈦合金類型的等軸組織因Mo當(dāng)量不同在退火態(tài)時(shí)初生α相的含量與分布也不同,例如,近α型鈦合金相比亞穩(wěn)β型鈦合金,等軸初生α相大小與數(shù)量較低。
雙態(tài)組織主要特征是片狀β轉(zhuǎn)變基體組織上分布著不超過50%的等軸初生α相,β轉(zhuǎn)變組織中的α相或次生α相的形態(tài)隨合金類型的不同而有所區(qū)別(圖1(b))。不同鈦合金類型的雙態(tài)組織初生α相的含量與分布也不同,相對于近α型和α + β鈦合金,亞穩(wěn)β鈦合金的初生α相較為細(xì)小。
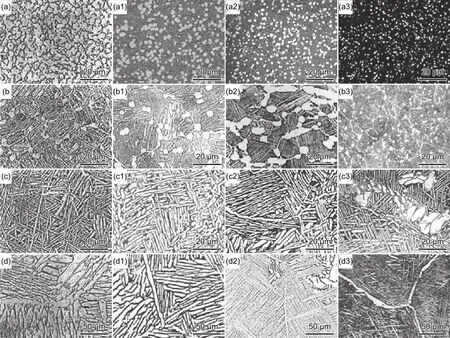
圖1 常用鈦合金的四種典型顯微組織類型 (a)等軸組織,其中,a1:近α鈦合金典型組織類型,a2:α + β鈦合金典型組織類型,a3:亞穩(wěn)β鈦合金典型組織類型;(b)雙態(tài)組織,其中,b1:近α鈦合金典型組織類型,b2:α + β鈦合金典型組織類型,b3:亞穩(wěn)β鈦合金典型組織類型;(c)網(wǎng)籃組織,其中,c1:破碎晶界α相,c2:不連續(xù)晶界α相,c3:大塊α相;(d)片層組織,其中,d1:粗大轉(zhuǎn)變α相,d2:典型轉(zhuǎn)變α相,d3:細(xì)小轉(zhuǎn)變α相Fig. 1 Four classic microstructure types for titanium alloys (a)equiaxed microstructure type,including three typical metallographic standard figures:a1 for near α titanium alloys,a2 for α + β titanium alloys,and a3 for metastable β titanium alloys;(b)bimodel microstructure type,including three typical metallographic standard figures:b1 for near α titanium alloys,b2 for α + β titanium alloys,and b3 for metastable β titanium alloys;(c)basketweave microstructure type,including three typical metallographic standard figures:c1 showing broken grain boundary α phases,c2 showing discontinuous grain boundary α phases,and c3 showing massive transformation α phases;(d)lamellar microstructure type,including three typical metallographic standard figures:d1 showing thick lamellar α phases,d2 showing typical lamellar α phases,and d3 showing thin lamellar α phases
網(wǎng)籃組織主要特征是原始β晶粒邊界被不同程度地破碎、晶界α相不連續(xù)、晶內(nèi)片狀α相變短變粗、在原始β晶粒輪廓內(nèi)交錯(cuò)分布編織成網(wǎng)籃狀,屬于變形后的β轉(zhuǎn)變組織(圖1(c))。不同鈦合金類型或不同β加工工藝形成的網(wǎng)籃組織形態(tài)特征差異較大,一般有破碎晶界α相的、斷續(xù)晶界α相及晶內(nèi)具有大塊α相的網(wǎng)籃組織等形態(tài)特點(diǎn)。
片層組織主要特征是在粗大等軸的原始β晶粒內(nèi),轉(zhuǎn)變α相呈片狀規(guī)則排列,一般原始β晶界α相成清晰完整的連續(xù)網(wǎng)狀(圖1(d))。不同鈦合金類型或不同的β熱處理工藝參數(shù),會形成不同的片層厚度,特別地,當(dāng)β熱處理冷卻速率增大到一定程度時(shí),轉(zhuǎn)變的片層α相成細(xì)小針狀,這種片層組織也稱“魏氏組織”,一般鈦合金不希望出現(xiàn)這種類型的片層組織。
2 鈦合金顯微組織控制技術(shù)及應(yīng)用
2.1 等軸組織
圖2為鈦合金等軸組織的控制技術(shù)示意圖。當(dāng)鈦合金的主要變形加工與隨后的熱處理均在α +β相區(qū)進(jìn)行,且加熱溫度低于相變點(diǎn)較多時(shí),一般可獲得等軸組織,常用的鈦合金鑄錠開坯到棒材或鍛坯半成品的鍛造工藝路線主要有常規(guī)工藝和高低高工藝。通過相變點(diǎn)以上三火次開坯鍛造,將鑄錠粗大的晶粒充分破碎,隨后在相變點(diǎn)以下(50 ±20)℃的一個(gè)較寬的溫度范圍內(nèi)反復(fù)墩拔變形,以獲得細(xì)晶化和均勻化的等軸組織。對于截面比較大的大型鍛坯,可采用高低高變形控制工藝,但應(yīng)避免大厚度坯料因較大變形時(shí)導(dǎo)致的心部過熱問題。
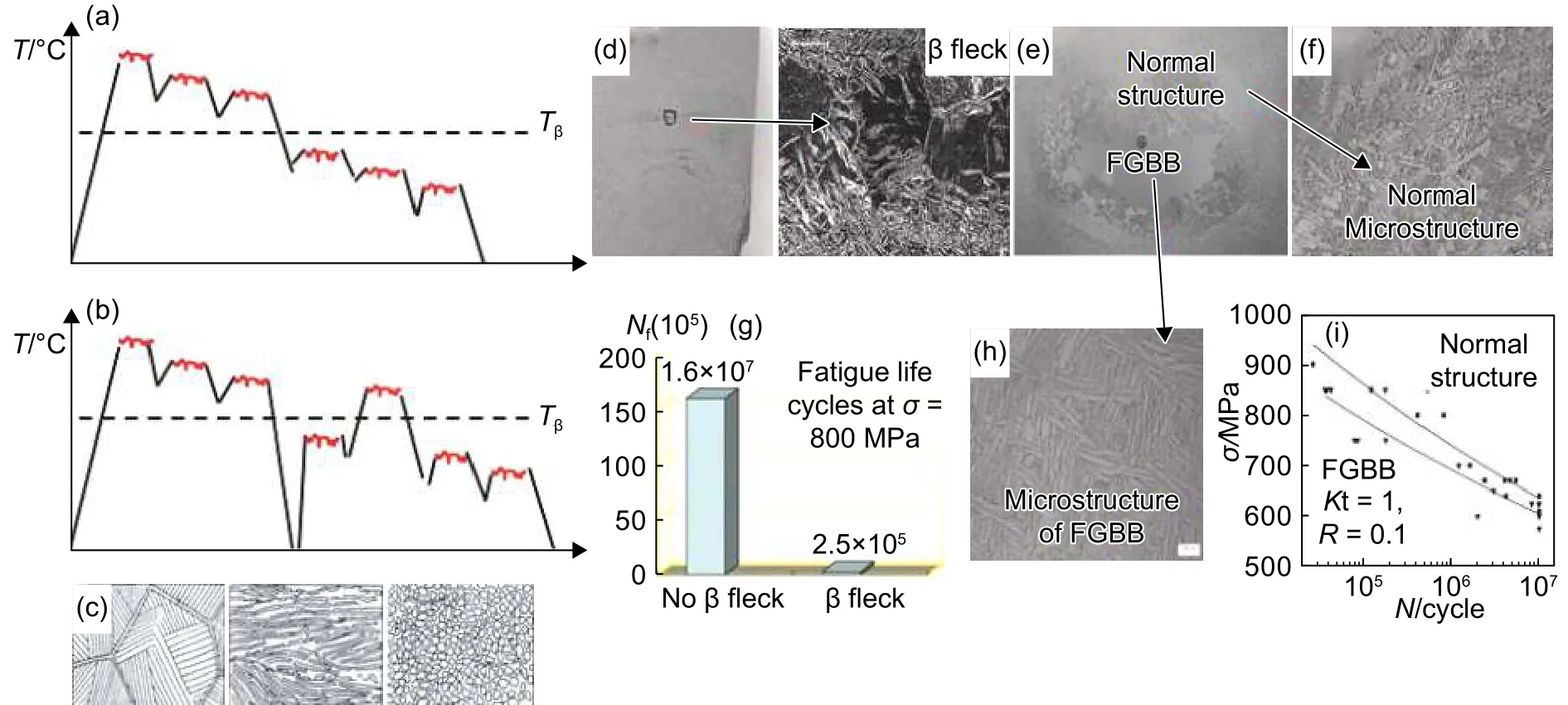
圖2 鈦合金等軸組織控制技術(shù) (a)普通鍛造加工工藝;(b)高低高鍛造工藝;(c)晶粒細(xì)化示意圖;(d)“β斑”組織缺陷;(e)“細(xì)晶亮帶”缺陷低倍組織;(f)正常區(qū)域組織;(g)“β斑”組織缺陷對疲勞壽命的影響;(h)“細(xì)晶亮帶”缺陷顯微組織;(i)“細(xì)晶亮帶”缺陷對疲勞S-N曲線的影響Fig. 2 Controlling technology of equiaxed microstructures of titanium alloys (a)conventional forging processing;(b)highlow-high temperature(HLH)homogenization processing;(c)grain refining effect diagram;(d)microstructure of“β fleck” defect in titanium forgings;(e)fine-grained bright band(FGBB)defect found in titanium alloy forgings;(f)normal microstructure;(g)effect of β fleck on fatigue life;(h)microstructure features of FGBB;(i)effect of FGBB inhomogeneous defect on S-N fatigue curve.
等軸組織適用于棒材、板材、絲材以及管材等半成品,需要控制鑄錠熔煉成分均勻化、開坯鍛造均勻化、初生α相球化、冶金與變形缺陷等技術(shù)關(guān)鍵,避免β斑(Cr、Fe、Mo等偏析)和低倍不均勻(細(xì)晶亮帶)組織缺陷的出現(xiàn)。如圖2所示,當(dāng)鈦合金中出現(xiàn)β斑時(shí),其塑性和疲勞性能將會大幅度的降低,而出現(xiàn)低倍組織不均勻時(shí),其強(qiáng)度、塑性和疲勞性能也會有一定程度的降低。
2.2 雙態(tài)組織
鈦合金雙態(tài)組織的控制技術(shù)如圖3所示。當(dāng)鈦合金主要的鍛造變形在兩相區(qū)上部溫度或在兩相區(qū)內(nèi)完成、鍛后熱處理加熱至兩相區(qū)上部溫度空冷后一般可得到雙態(tài)組織。鈦合金鑄錠開坯與半成品常用的鍛造工藝也有常規(guī)工藝和高低高工藝。通過相變點(diǎn)以上三火次開坯鍛造,將鑄錠粗大的晶粒充分破碎,為提高韌性和高溫性能,在隨后α + β兩相區(qū)反復(fù)墩拔變形時(shí),加熱溫度盡量控制在相變點(diǎn)以下的上部溫度區(qū)間鍛造(相變點(diǎn)以下15~25 ℃),以獲得細(xì)晶化和均勻化的雙態(tài)組織。對于截面比較大的大型鍛坯,可采用高低高變形控制工藝,也需要避免大厚度坯料因較大變形時(shí)而導(dǎo)致的心部過熱。
雙態(tài)組織比等軸組織工藝控制難度較大,因此適合于鈦合金制件最終成品毛坯的組織狀態(tài),例如,大部分的鍛件、可直接使用的棒材/厚板等。雙態(tài)組織的控制溫度是在一個(gè)較窄的溫度區(qū)間范圍內(nèi),因此,最終性能對初生α相含量、形態(tài)及分布等組織參數(shù)較為敏感,實(shí)際生產(chǎn)控制中,除了注意雙態(tài)組織的控制要點(diǎn)外,還需關(guān)注初生α相球化/細(xì)化、晶界α相碎化、轉(zhuǎn)變β等組織參數(shù)細(xì)節(jié)控制。
如圖3所示,雙態(tài)組織的典型應(yīng)用中,主要有對TC11鈦合金的近β鍛造“三態(tài)”組織控制[13-15]和TA15鈦合金厚板、鍛件的雙態(tài)組織控制[16-17]。其中,“三態(tài)組織”也可以理解為一種考慮轉(zhuǎn)變β相組織參數(shù)的雙態(tài)組織。
2.3 網(wǎng)籃組織
鈦合金網(wǎng)籃組織的控制技術(shù)如圖4所示,當(dāng)鈦合金在(α + β)/β相變點(diǎn)附近變形,或在β相區(qū)加熱和開始變形,在α + β相區(qū)溫度完成變形,并控制在α + β相區(qū)的總變形量時(shí),可形成轉(zhuǎn)變α相的網(wǎng)籃編織結(jié)構(gòu),相對于等軸組織和雙態(tài)組織的鍛造技術(shù),網(wǎng)籃組織參數(shù)控制難度更大,為此,鈦合金制件的鍛造技術(shù)發(fā)展了有類似β鍛造工藝、跨β鍛造以及準(zhǔn)β鍛造工藝等。
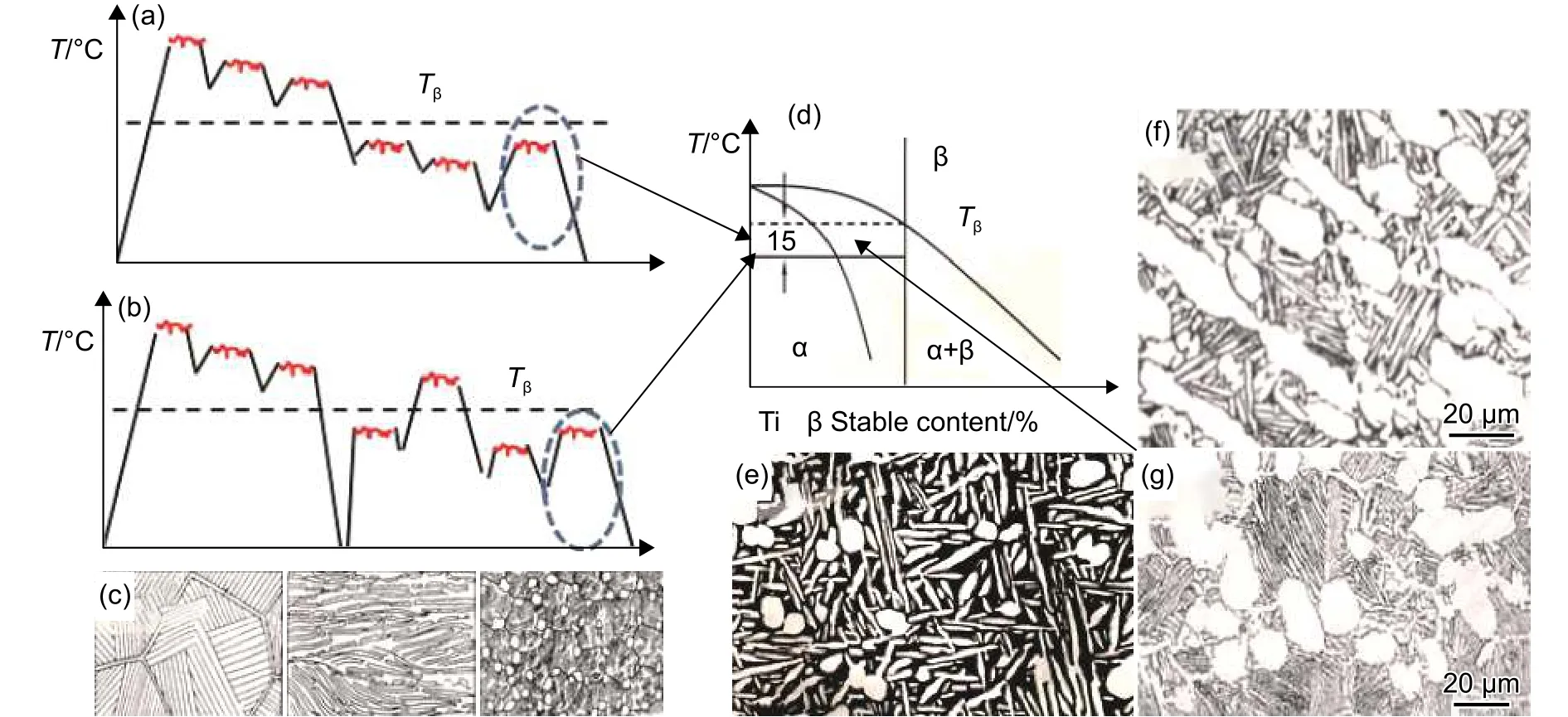
圖3 鈦合金雙態(tài)組織控制技術(shù) (a)普通鍛造加工工藝;(b)高低高鍛造工藝;(c)晶粒細(xì)化示意圖;(d)兩相區(qū)鍛造加熱示意圖;(e)TC11鈦合金近β鍛造顯微組織;(f)TA15厚板顯微組織;(g)TA15鍛件顯微組織Fig. 3 Controlling technology of bi-modal microstructures of titanium alloys (a)conventional forging processing;(b)highlow-high temperature(HLH)homogenization processing;(c)grain refining effect diagram;(d)α + β forging diagram for titanium alloys;(e)microstructure features of TC11 titanium alloy after near β forging processing;(f)microstructure features of TA15 titanium alloy plate after α + β forging processing;(g)microstructure features of TA15 titanium alloy forgings after α + β forging processing
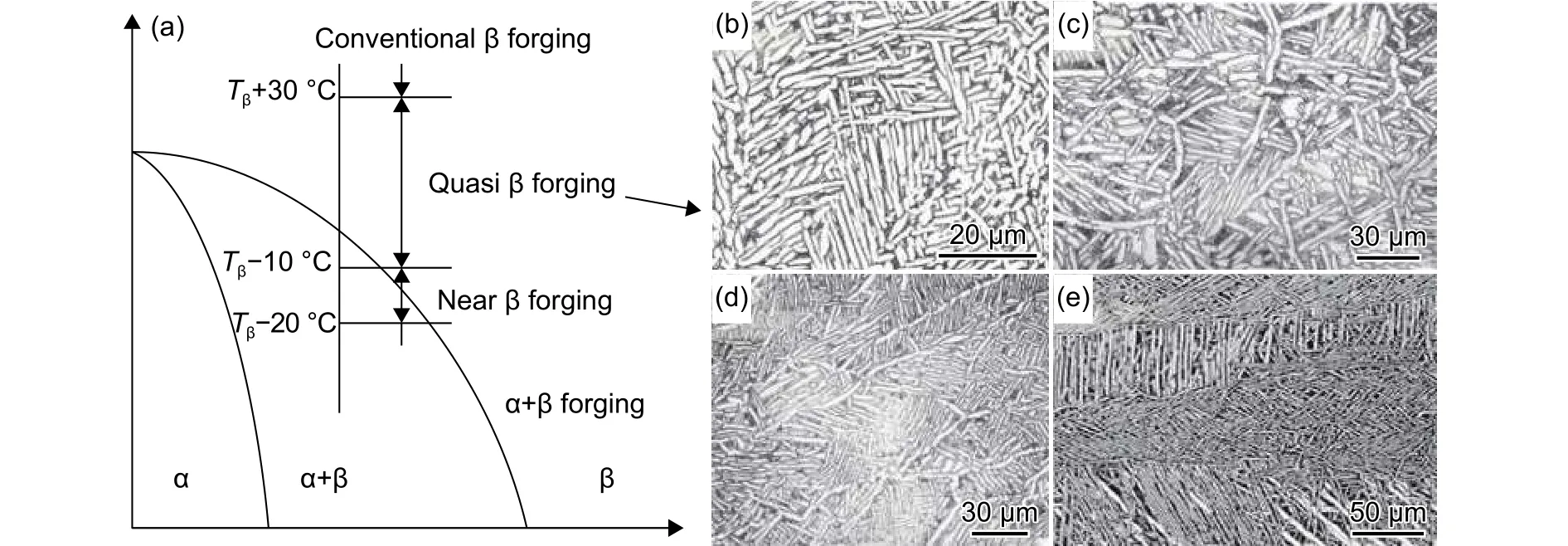
圖4 網(wǎng)籃組織控制技術(shù) (a)準(zhǔn)β鍛造工藝示意圖;(b)~(e)四種典型的網(wǎng)籃組織形貌特征Fig. 4 Controlling technology of basketweave microstructures of titanium alloys (a)quasi β forging diagram for titanium alloys;(b)-(e)four typical basketweave microstructures after quasi β forging processing
由于獲得最佳強(qiáng)韌性匹配的工藝控制難度大,網(wǎng)籃組織適合于較高強(qiáng)度合金最終產(chǎn)品的組織狀態(tài),如高強(qiáng)度或超高強(qiáng)度成品鍛件毛坯。理想的網(wǎng)籃組織是由細(xì)小的β晶粒 + 破碎的晶界α相 + 編織的β轉(zhuǎn)變組織組成。網(wǎng)籃組織的控制要點(diǎn)主要為原始β晶粒細(xì)化、晶界α相碎化、網(wǎng)籃組織參數(shù)優(yōu)化等。
2.4 片層組織
鈦合金片層組織的控制技術(shù)如圖5所示。一般情況下,當(dāng)鈦合金制件完成兩相區(qū)鍛造制坯后、重新加熱至β相區(qū)冷卻時(shí),可得到片層組織,采用的鍛后熱處理方法主要有準(zhǔn)β熱處理和普通β熱處理。由于中等強(qiáng)度鈦合金塑性余量比較大,允許采用片層組織,在犧牲一定塑性的基礎(chǔ)上,最大程度地獲得高的斷裂韌度和最低的疲勞裂紋擴(kuò)展速率,適用于中高強(qiáng)度鈦合金成品鍛件或直接使用的厚板等半成品。
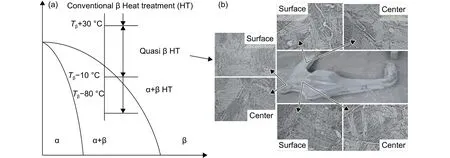
圖5 鈦合金片層組織控制技術(shù) (a)準(zhǔn)β熱處理工藝示意圖;(b)TC4-DT鈦合金典型鍛件片層組織特征Fig. 5 Controlling technology of lamellar microstructures of titanium alloys (a)quasi β heat treatment processing diagram;(b)lamellar microstructure features of TC4-DT titanium alloy forgings after β heat treatment processing
片層組織的控制要點(diǎn)是通過兩相區(qū)鍛造細(xì)化原始β晶粒、優(yōu)化片層組織參數(shù)和組織均勻化控制。通過控制冷卻速率等手段,調(diào)整轉(zhuǎn)變α相的片層厚度、原始β晶粒尺寸以及轉(zhuǎn)變α相集束等尺寸,從而獲得最佳的強(qiáng)韌性匹配關(guān)系。如圖5所示,TC4-DT鈦合金通過準(zhǔn)β熱處理工藝,成功解決了鈦合金框梁類鍛件晶粒粗大、片層組織塑性偏低、復(fù)雜截面特大型鍛件組織性能均勻性差和普通β熱處理在實(shí)際生產(chǎn)控制難等技術(shù)難題。
3 航空用鈦合金顯微組織與力學(xué)性能的關(guān)系
3.1 拉伸性能

圖6 幾種典型鈦合金不同顯微組織類型與室溫力學(xué)性能的關(guān)系 (a)室溫抗拉強(qiáng)度(σb);(b)室溫屈服強(qiáng)度(σ0.2);(c)伸長率(A);(d)室溫?cái)嗝媸湛s率(Z)Fig. 6 Relationship of room temperature tensile properties with different type microstructures of several typical titanium alloys(a)tensile strength(σb);(b)yield strength(σ0.2);(c)tensile elongation(A);(d)tensile reduction of area(Z)
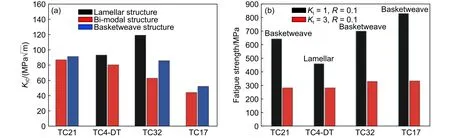
圖7 幾種常用飛機(jī)結(jié)構(gòu)用鈦合金不同顯微組織類型與室溫?cái)嗔秧g度、疲勞性能的關(guān)系 (a)鈦合金不同組織類型的室溫?cái)嗔秧g度(KIC);(b)不同合金室溫軸向應(yīng)力疲勞極限(σD)Fig. 7 Relationship of room temperature tensile properties with different type microstructures of several typical titanium alloys(a)room temperature fracture toughness(KIC)with different type microstructures;(b)room temperature axial stress fatigue limit strength(σD)with different type microstructures

圖8 幾種常用飛機(jī)結(jié)構(gòu)用鈦合金不同顯微組織類型與室溫疲勞裂紋擴(kuò)展速率之間的關(guān)系 (a)TC4-DT鈦合金;(b)TC21鈦合金;(c)TC32鈦合金;(d)TB17鈦合金Fig. 8 Fatigue crack growth rate of several typical titanium alloys with different microstructures at room temperature (a)TC4-DT alloy;(b)TC21 alloy;(c)TC32 alloy;(d)TB17 alloy
圖6 ~圖8分別為中強(qiáng)高韌TC4-DT鈦合金[18-25]、高強(qiáng)高韌TC21鈦合金[26-33]、中高強(qiáng)韌TC32鈦合金[34-39]以及超高強(qiáng)韌TB17鈦合金[40-42]等幾種常用飛機(jī)結(jié)構(gòu)用鈦合金不同顯微組織類型與室溫力學(xué)性能的關(guān)系。
可以看出,鈦合金雙態(tài)組織抗拉強(qiáng)度最高、拉伸塑性最好,例如,TC32和TC4-DT鈦合金雙態(tài)組織下的斷面收縮率高達(dá)近50%,充分顯示了雙態(tài)組織在靜態(tài)拉伸性能方面的綜合優(yōu)勢(圖6(d))。經(jīng)準(zhǔn)β熱處理后的片層組織,在拉伸性能滿足使用要求的前提下,大大提升了斷裂韌度KIC值(圖7(a))、降低疲勞裂紋擴(kuò)展 da/dN值(圖 8)。TC21鈦合金雙態(tài)組織雖然抗拉強(qiáng)度與塑性較好,但經(jīng)準(zhǔn)β鍛造獲得網(wǎng)籃組織后,也同樣可以實(shí)現(xiàn)最高的KIC值和最低的da/dN值,確保飛機(jī)構(gòu)件的損傷容限設(shè)計(jì)需要。為了進(jìn)一步提升損傷容限鈦合金的抗疲勞性能,TC32鈦合金分別獲得雙態(tài)組織、網(wǎng)籃組織和片層組織狀態(tài)下強(qiáng)度、塑韌性、疲勞等最佳的綜合匹配,采用TC32鈦合金試制的大型梁類鍛件在Kt= 3時(shí)的缺口疲勞極限,甚至可以與強(qiáng)度達(dá)到1350 MPa級的超高強(qiáng)韌TB17鈦合金中等規(guī)格鍛件相當(dāng),顯示出該類型合金較強(qiáng)的綜合強(qiáng)韌性匹配能力(圖7(b))。從圖8所示的不同組織類型對典型鈦合金疲勞裂紋擴(kuò)展速率影響關(guān)系進(jìn)一步可以看出,中高強(qiáng)度TC4-DT或TC32鈦合金采用片層組織時(shí)的da/dN值可達(dá)最低,高強(qiáng)度的TC21或TB17鈦合金采用網(wǎng)籃組織時(shí)的da/dN值可達(dá)最低。這也說明,只要采用合適的組織參數(shù)控制技術(shù),不同類型的鈦合金均可以獲得合適的損傷容限、抗疲勞和其他綜合使用性能,更好地滿足飛機(jī)結(jié)構(gòu)對長壽命、高減重和低成本的設(shè)計(jì)使用要求。
4 結(jié)束語
(1)為了實(shí)現(xiàn)航空用鈦合金制件批量穩(wěn)定性,組織穩(wěn)定性是決定批產(chǎn)性能穩(wěn)定性的核心。
(2)鈦合金顯微組織類型可以分為等軸組織、雙態(tài)組織、網(wǎng)籃組織和片層組織四種組織類型,通過建立組織類型評級標(biāo)準(zhǔn),并在生產(chǎn)中采用合適可固化的熱加工工藝控制技術(shù)以便實(shí)現(xiàn)各種顯微組織的穩(wěn)定化精確控制,是實(shí)現(xiàn)批產(chǎn)穩(wěn)定性的關(guān)鍵技術(shù)。
(3)通過實(shí)驗(yàn)研究建立鈦合金組織類型和組織參數(shù)與強(qiáng)度、塑性、韌性、疲勞及疲勞裂紋擴(kuò)展速率等綜合力學(xué)性能的最佳匹配關(guān)系,是實(shí)現(xiàn)穩(wěn)定批量生產(chǎn)的重要技術(shù)依據(jù)。
(4)針對類似 TC4-DT、TC21、TC32和 TB17等常用航空用高性能新型鈦合金半成品和制件,采用合適的組織參數(shù)控制技術(shù),不同類型的鈦合金均可以獲得合適的損傷容限、抗疲勞和其他使用性能的綜合匹配,以更好地滿足飛機(jī)結(jié)構(gòu)對長壽命、高減重和低成本的設(shè)計(jì)使用要求。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
建材發(fā)展導(dǎo)向(2019年13期)2019-08-24 06:37:40
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2019年7期)2019-04-25 13:16:50
上海大中型電機(jī)(2017年4期)2017-02-06 05:27:06
照明工程學(xué)報(bào)(2016年3期)2016-06-01 12:17:56
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
電測與儀表(2014年1期)2014-04-04 12:00:32
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
