Minitab在C開關組件操作力矩測量系統分析與改進中的應用
2020-06-15 09:53:56南京康尼機電股份有限公司軌道總部海外事業部
機械工業標準化與質量 2020年5期
南京康尼機電股份有限公司軌道總部海外事業部□趙 靜
K企業C開關組件出廠合格率極低,約5.9%,主要問題為操作力矩超差。由于該問題無法及時解決,嚴重阻礙了交付進度,導致現場缺件客戶無法裝車,引起客戶強烈不滿。經分析,C開關操作力矩的測量系統是操作力矩值的要因之一。本文將利用Minitab軟件,進行測量系統的分析、改進和效果確認。
1 應用實例
(1)問題描述
出廠檢驗程序規定,順時針或逆時針操作C開關組件到最大位置,操作力矩應小于1N·m,即任何一個方向超過1N·m,則判定不合格。
共檢測17件C開關組件,僅一件操作力矩符合程序要求,順時針和逆時針最大位置均為0.8N·m。其余C開關組件均超標,順時針力矩范圍 0.7~1.4N·m, 逆時針力矩范圍 0.8~1.6N·m。由于客戶鑰匙的操作手柄較小,力臂較短,當力矩超過1.1N·m時,將操作吃力。
(2)測量系統分析
1)測量設備與工裝
測量設備與工裝包括:表盤式扭力扳手,表盤式扭力扳手-專用鑰匙轉接頭,X2888專用乘務員鑰匙。工裝清單詳見表1。
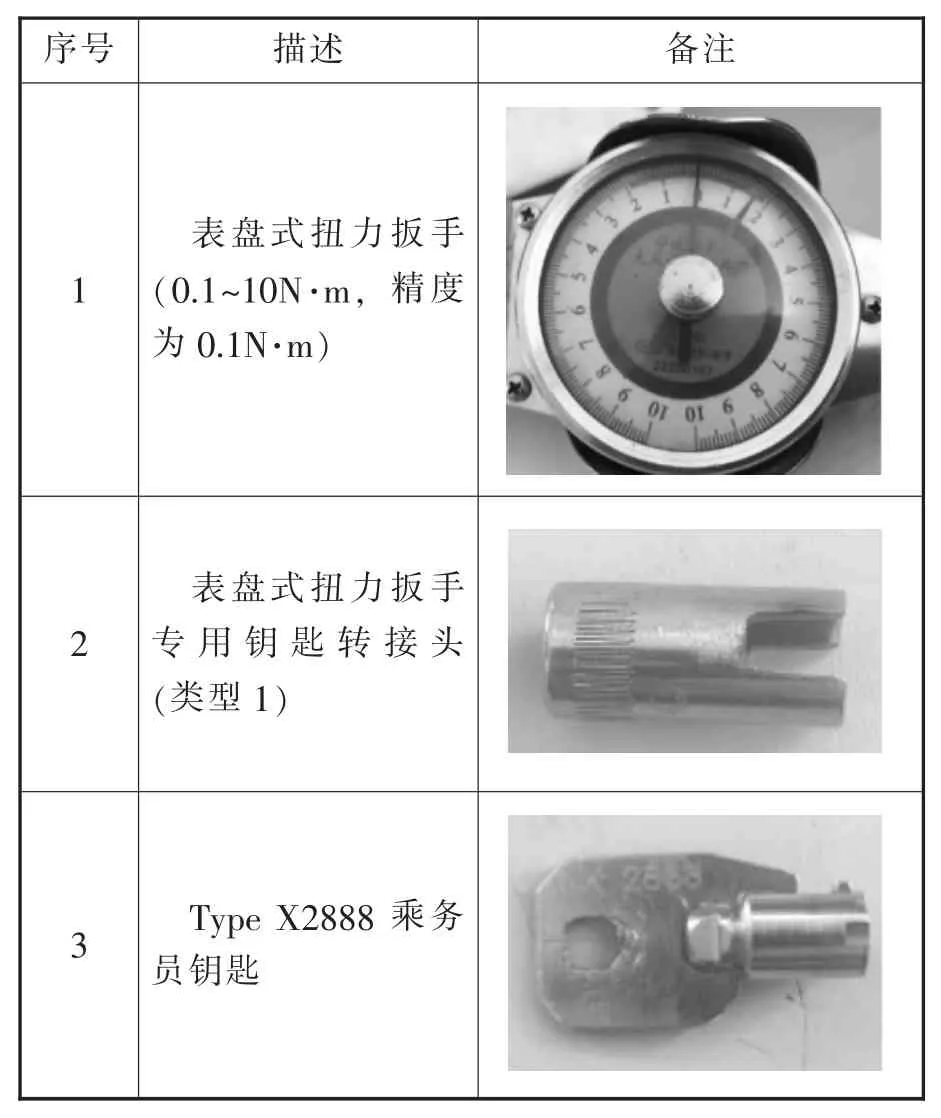
表1 C開關組件操作力矩檢測設備與工裝
2)測量方法
使用表盤式扭矩扳手,配合轉接接頭,將X2888專用乘務員鑰匙插入鎖頭,起始位置下壓,分別旋轉到OPEN位置和AUX OFF位置,乘務員開關組件檢測見圖1。

圖1 乘務員開關組件檢測
3)測量系統分辨率
表盤式扭力扳手最小測量間距是0.1N·m,即分辨力為0.1N·m。
4)測量系統重復性和再現性
任意抽取10個C開關組件,編號1~10,再選取兩名操作人員甲和乙。兩名操作者按隨機順序對10個零件測量兩次。測量數據匯總見表2:
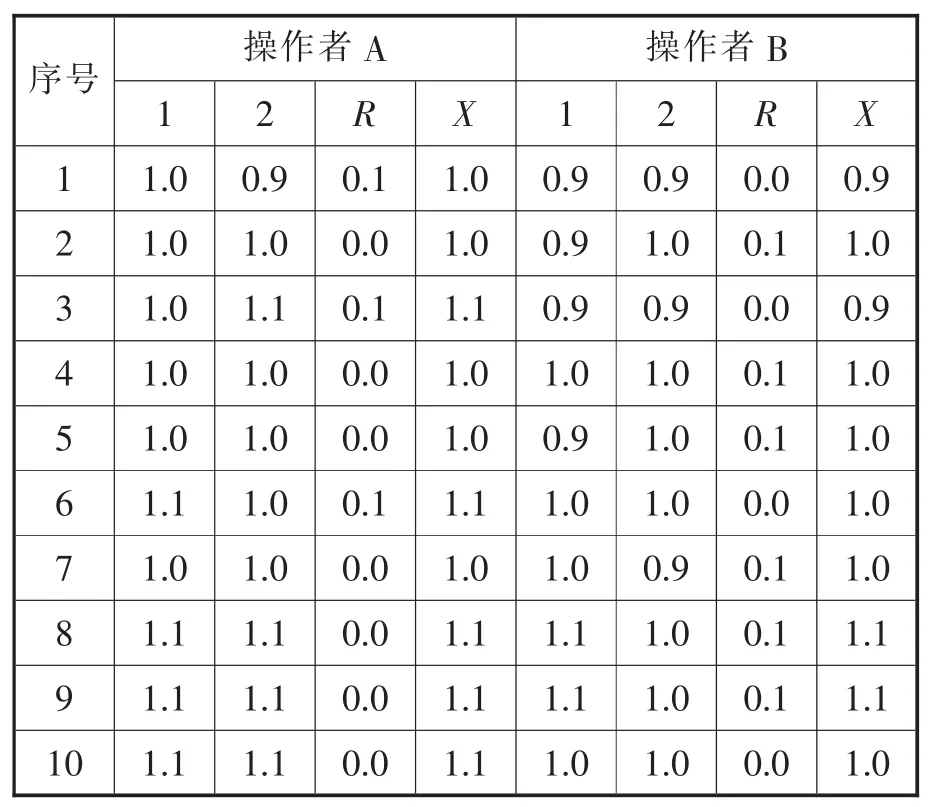
表2 初始測量系統分析 N·m
用Minitab軟件計算,從統計→質量工具→量具研究→量具R&R研究 (交叉)入口,計算得出測量系統重復性與再現性百分比,GradeR&R=80.01%>30%,測量系統不合格,不可接受,分組數=1<5,分辨力低,只能指出過程輸出是否合格,不能用于過程參數及指數的估計,不能用于控制和分析過程。具體結果見圖2。
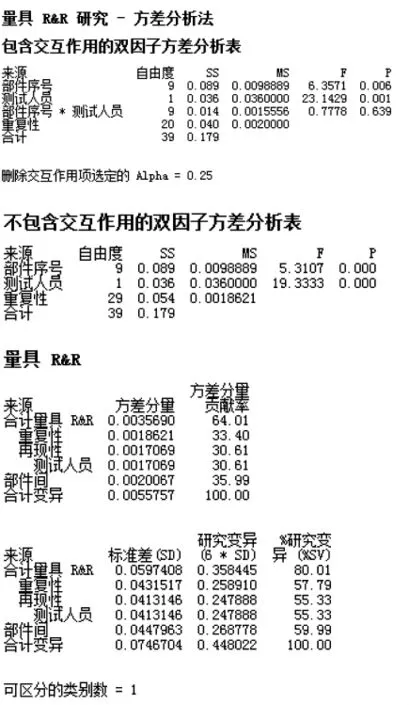
圖2 Minitab軟件測量系統分析結果
根據Minitab軟件測量系統六合一 (圖3),分析如下:
左上變異分量圖百分比貢獻條形表表示各波動分量的方差與總體波動分量波動之比,一般量具R&R的百分比貢獻條形高度要小于1%,而實測圖量具R&R的百分比超過40%,也超過部件間的百分比貢獻條形高度,不合格。
左中極差R控制圖,是以每個測量員測量同一部件形成的極差控制圖,數據絕大多數落在控制限內,說明各部件測量結果的極差無特異性。
左下均值X控制圖,以所有部件的總均值為中心,正常情況下應該絕大多數均值落在控制域外,因為越多的數據點超出控制限,表明過程實際波動越大,同時測量系統能力越高。而實際圖形顯示測量系統性能并不十分準確。
右上圖為部件分組測量結果運行圖,連線變化大,表明過程實際波動大;均值周圍散點不集中,表示重復性和再現性的波動大。
右下圖為測量人員按部件分組的測量結果均值運行圖,連線的變化大,表明過程實際的波動大,部件3和部件10測量兩個部件使得測量員間 “分歧”較大。
綜上,該測量系統能力不足,所以需對其進行改進。
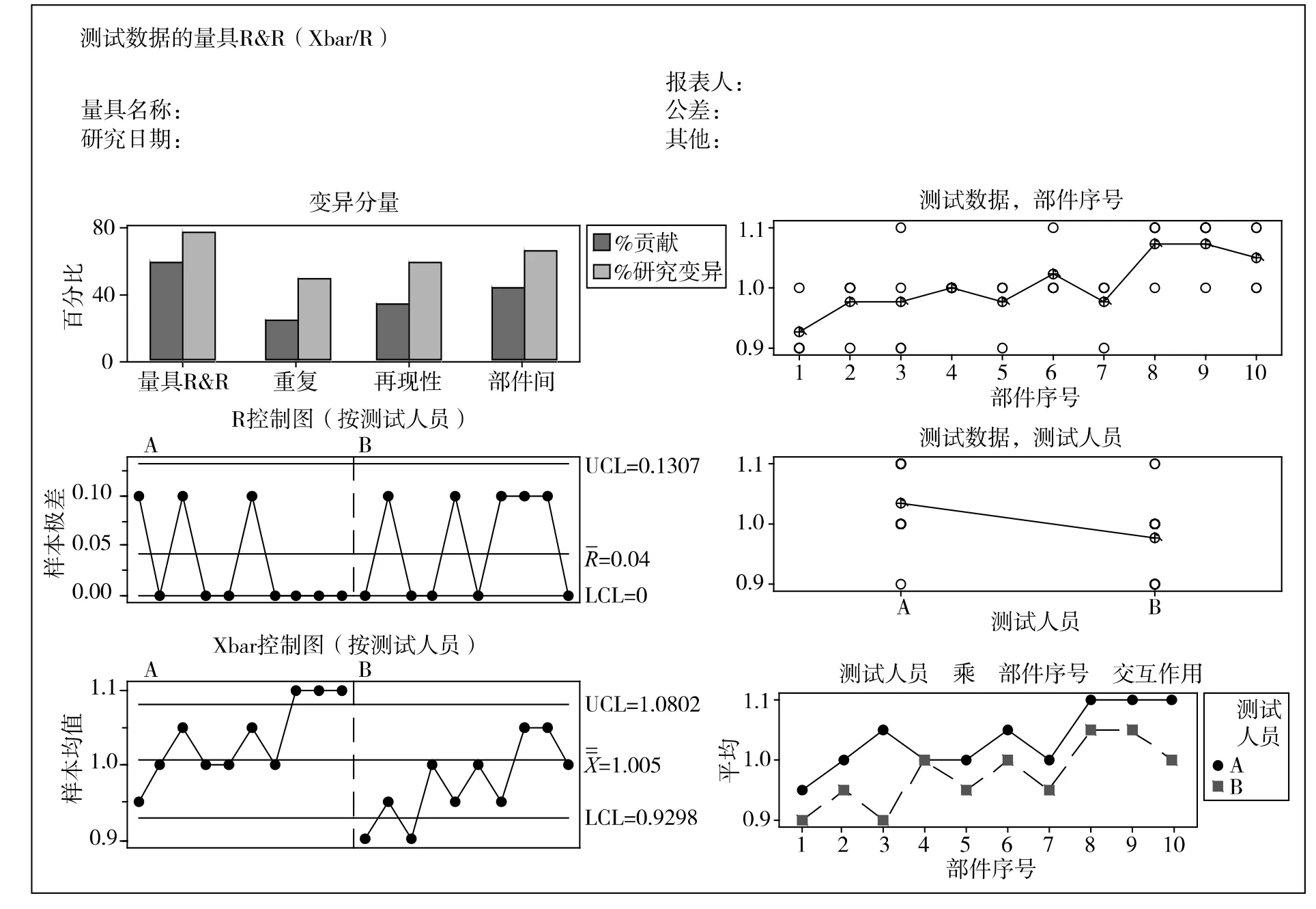
圖3 Minitab軟件測量系統分析六合一
(3)測量系統改進
1)新測量設備與工裝
新測量設備與工裝包括:表盤式扭力扳手,表盤式扭力扳手-專用鑰匙轉接頭,X2888專用乘務員鑰匙,固定工裝。工裝清單詳見表3。
2)測量方法
使用表盤式扭矩扳手,配合轉接接頭,將X2888專用乘務員鑰匙插入鎖頭,起始位置下壓,旋轉到測量位置。乘務員開關組件檢測示意見圖4。
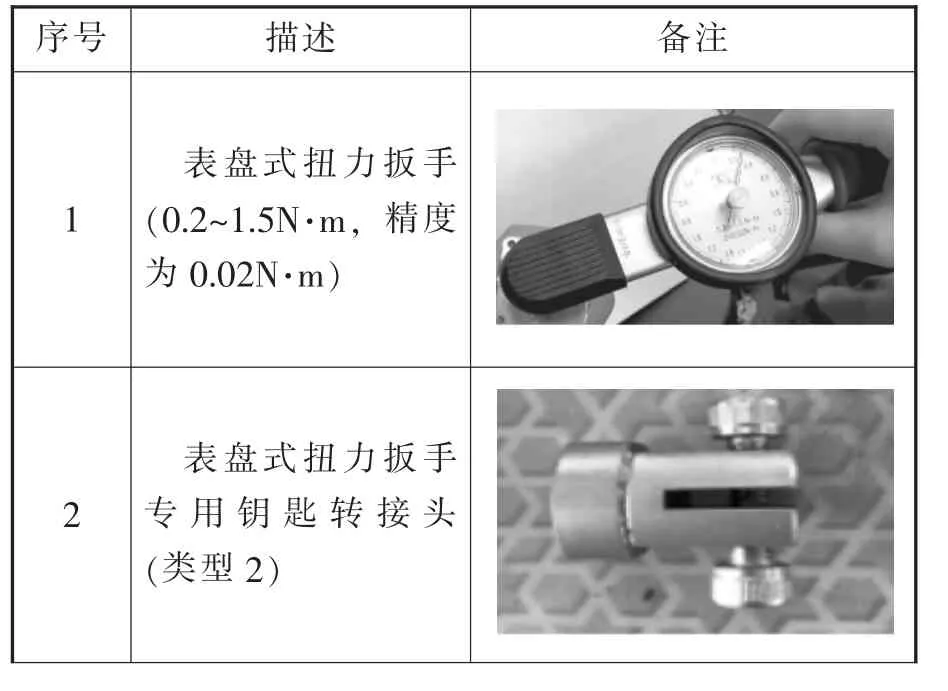
表3 乘務員開關組件操作扭矩測量設備與工裝
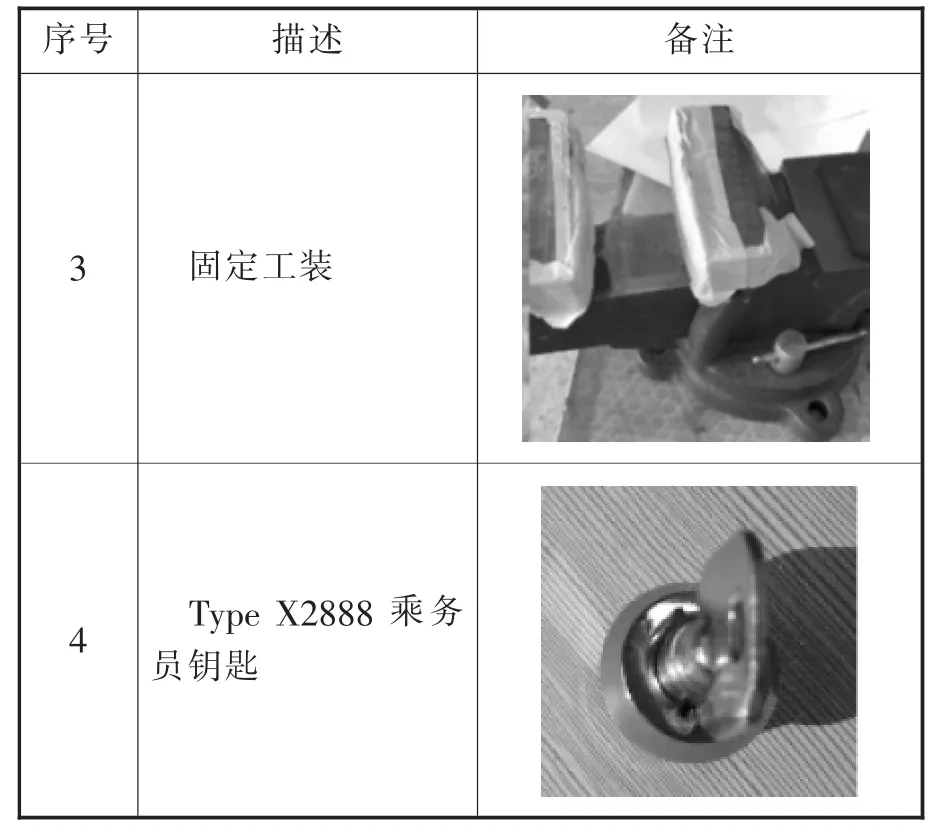
表3(續)
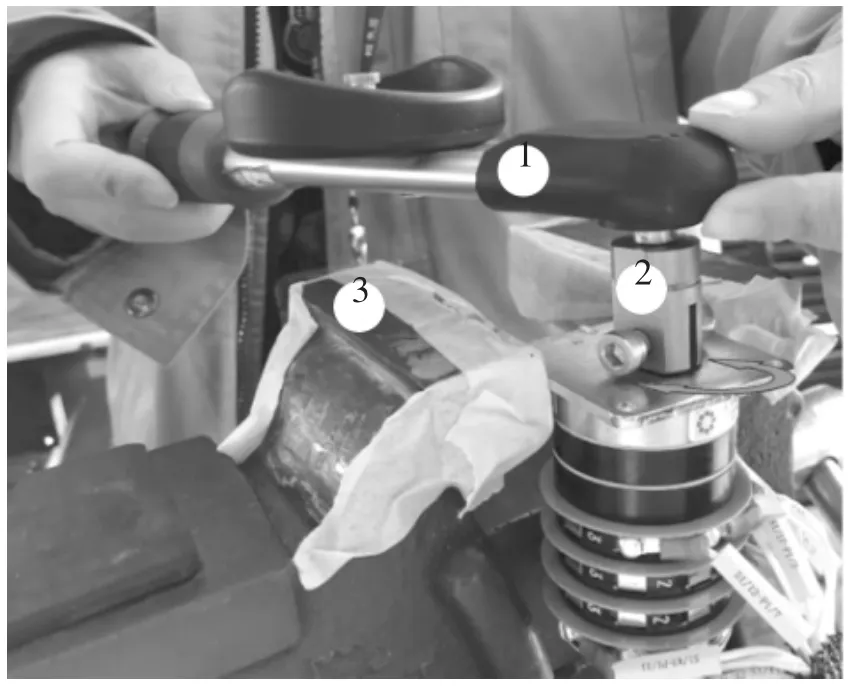
圖4 乘務員開關組件檢測
3)測量系統分辨率
表盤式扭力扳手最小測量間距是0.02N·m,即分辨力為0.02N·m。
4)測量系統重復性和再現性
任意抽取10個C開關組件,編號1~10,再選取兩名操作人員甲和乙。兩名操作者按隨機順序對10個零件測量兩次。測量數據匯總見表4。
用Minitab軟件計算,從統計→質量工具→量具研究→量具R&R研究 (交叉)入口,計算得出測量系統重復性與再現性百分比,GradeR&R=27.67%<30%,可區分組數為4。當%GradeR&R介于10%~30%時,能夠用于不太敏感的計量型控制圖,可用于過程參數及指數的粗略估計,測量系統勉強可接受。從經濟角度考慮,測量系統無需再做改進,見圖5。
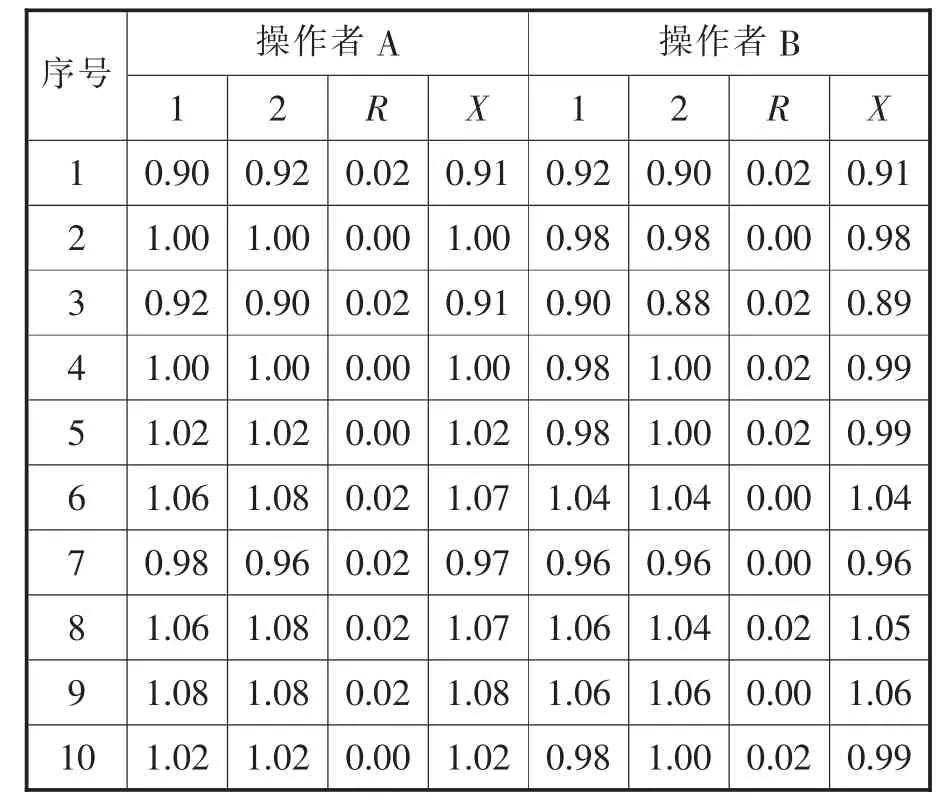
表4 改善后測量系統分析 N·m
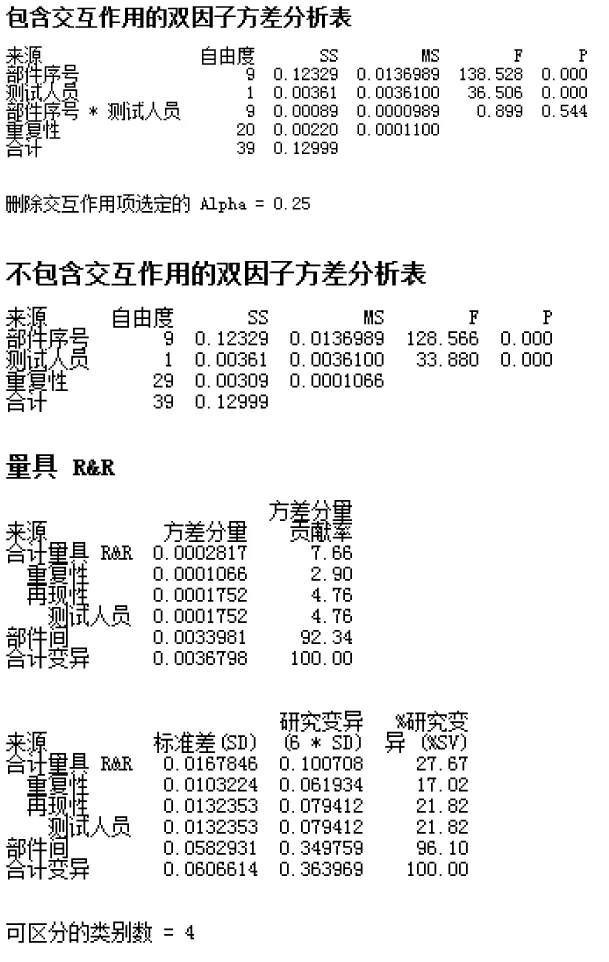
圖5 Minitab軟件測量系統分析結果
根據Minitab軟件測量系統六合一 (圖6),分析如下:
左上變異分量圖中量具R&R的百分比貢獻條形高度明顯小于部件間R&R的百分比貢獻條形高度,基本接近1/99。
左中極差R控制圖,數據絕大多數落在控制限內,說明各部件測量結果的極差無特異性。
左下均值X控制圖,絕大多是均值落在控制域外,測量系統性能比較準確。
右上圖部件分組測量結果運行圖,均值周圍的多個散點分布集中,表示重復性和再現性的波動小。
右下圖為測量人員按部件分組的測量結果均值運行圖,兩條連線接近平行,表明人員與部件的交互作用小。
綜上,該測量系統能力充足,滿足要求。對比兩種測量系統檢測的操作力矩,方案二順時針操作力矩平均比方案一低0.28N·m,占接受標準的28%;方案二逆時針操作力矩平均比方案一低0.33N·m,占接受標準的33%;對測量結果影響大,改進效果明顯。
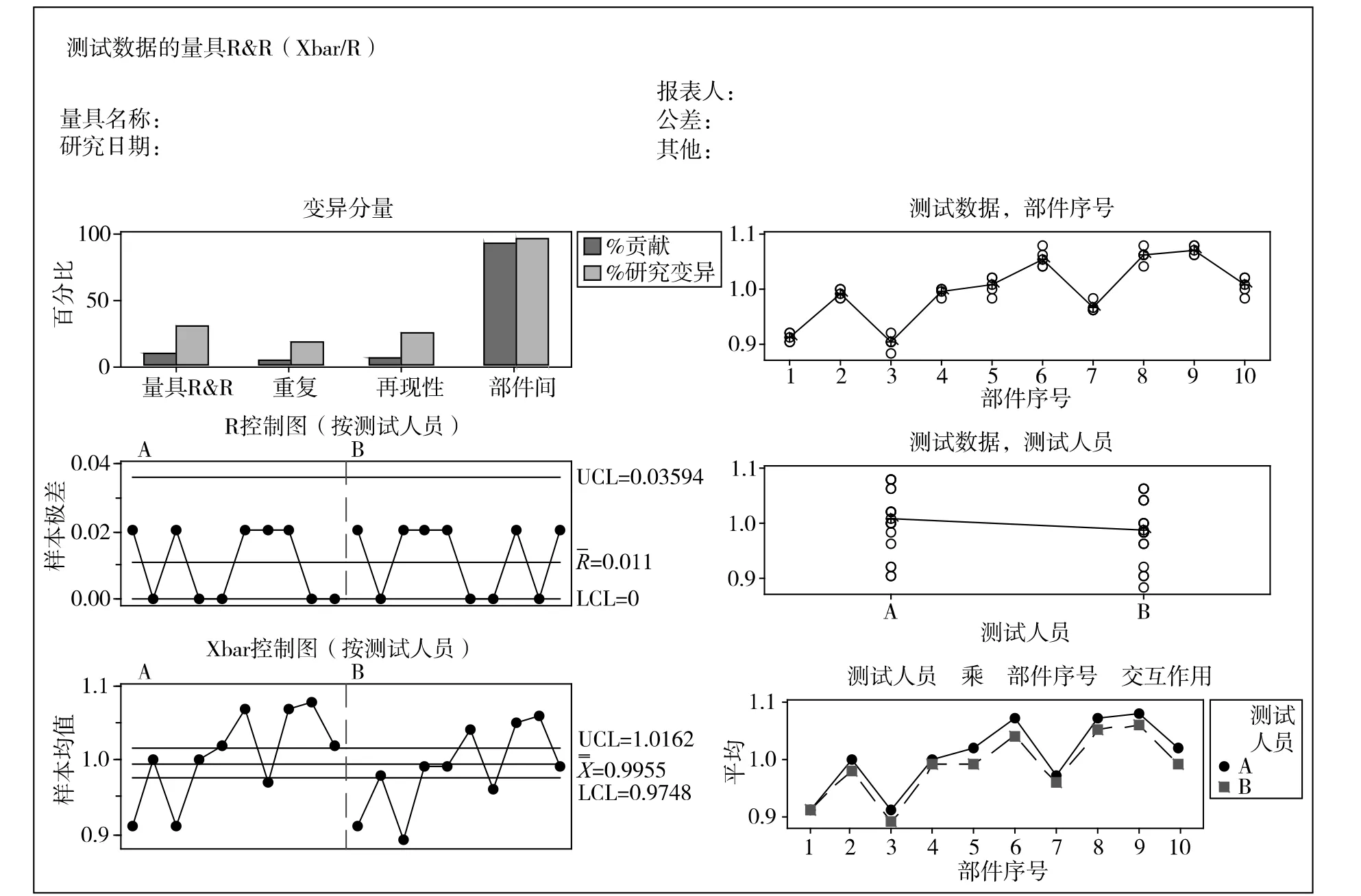
圖6 Minitab軟件測量系統分析六合一
2 總結
該文介紹了Minitab軟件在解決K企業C開關組件測量系統分析和改進的問題中的應用。通過分辨率、重復性和再現性的測量與對比,確認測量系統改進的有效性,有力消除了測量系統對于C開關組件操作力矩值的負影響。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
家庭影院技術(2017年9期)2017-09-26 03:41:45