降低F 產(chǎn)品市場(chǎng)投訴數(shù)量
2020-06-15 07:27:42單玉清
化工管理
2020年15期
單玉清
(江蘇奧賽康藥業(yè)有限公司,江蘇 南京211100)
1 現(xiàn)狀調(diào)查
2017.11-201 8.02 期間,F(xiàn) 產(chǎn)品共收到26 起市場(chǎng)投訴,投訴原因統(tǒng)計(jì)如表1:
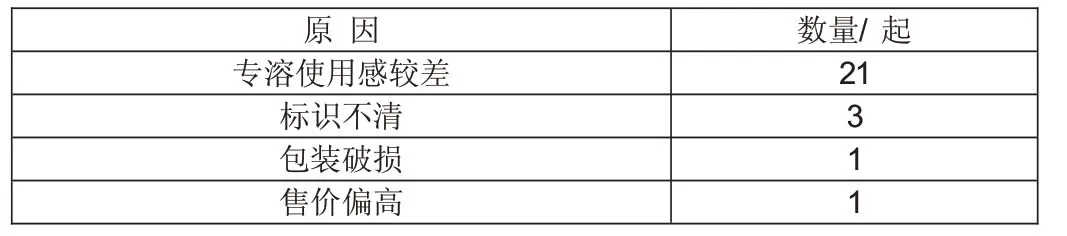
表1 :投訴原因統(tǒng)計(jì)
由上表可知,市場(chǎng)投訴較多的主要原因是專溶使用感較差。進(jìn)一步調(diào)查得知,專溶使用感較差的主要原因是不易折斷和掉屑較多。
2 目標(biāo)確定
設(shè)定依據(jù):車間其他專溶類產(chǎn)品未收到過(guò)專溶使用感較差的投訴。
目標(biāo):改善專溶使用感,2018.11-2019.02 發(fā)生少于5 起投訴。
3 原因分析
小組成員通過(guò)頭腦風(fēng)暴法,進(jìn)行了原因分析,結(jié)果如表2:

表2 :原因分析表
4 要因確認(rèn)
4.1 確認(rèn)計(jì)劃
要因確認(rèn)計(jì)劃參見(jiàn)表3所示。
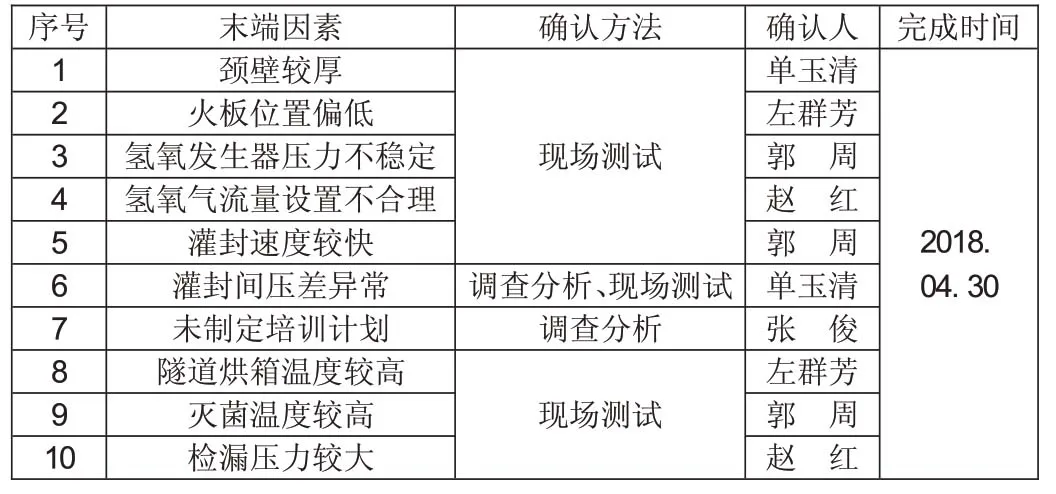
表3 :要因確認(rèn)計(jì)劃
4.2 確認(rèn)過(guò)程
(1)頸壁較厚
選取相同廠家的25ml 安瓿瓶20 支,分別測(cè)試頸壁厚度和折斷力。
結(jié)論:頸壁厚度對(duì)折斷力影響小,非要因。
(2)火板位置偏低
火板高度(操作臺(tái)面到火板上沿的距離)與折斷力可能有密切關(guān)系,目前火板高度是40cm。選取火板高度的2 個(gè)水平(38cm;42cm)進(jìn)行檢驗(yàn)。
結(jié)論:火板位置對(duì)折斷力影響大,要因。
(3)氫氧發(fā)生器壓力不穩(wěn)定
氫氧發(fā)生器壓力與折斷力可能有密切關(guān)系,目前氫氧發(fā)生器的壓力范圍是150~180KPa。選取氫氧發(fā)生器壓力的2個(gè)水平(130KPa;200KPa)進(jìn)行檢驗(yàn)。
結(jié)論:氫氧發(fā)生器壓力對(duì)折斷力影響大,要因。
(4)氫氧氣流量設(shè)置不合理
氫氧氣流量與折斷力可能有密切關(guān)系,目前氫氧氣的流量范圍是2800-3000L/h。選取氫氧氣流量的2 個(gè)水平(2500L/h;
3500 L/h)進(jìn)行檢驗(yàn)。
結(jié)論:氫氧氣流量對(duì)折斷力影響大,要因。
(5)灌封速度較快
選取灌封速度的3 個(gè)水平(80 支/min;100 支/min;120 支/min)進(jìn)行試驗(yàn),每組試驗(yàn)中隨機(jī)抽取50 支產(chǎn)品進(jìn)行折斷力測(cè)試,計(jì)算平均折斷力
登錄APP查看全文
猜你喜歡
辦公室業(yè)務(wù)(2020年18期)2020-09-29 12:15:58
江蘇安全生產(chǎn)(2020年3期)2020-04-21 05:44:14
勞動(dòng)保護(hù)(2019年7期)2019-08-27 00:41:26
基層中醫(yī)藥(2018年11期)2019-01-31 05:26:52
Coco薇(2015年1期)2015-08-13 02:23:50
體育師友(2011年5期)2011-03-20 15:29:53
玩具(2009年10期)2009-11-04 02:33:14
個(gè)人電腦(2009年9期)2009-09-14 03:18:46
英語(yǔ)學(xué)習(xí)(2008年9期)2008-12-31 00:00:00
舒適廣告(2008年9期)2008-09-22 10:02:48