LT1350涂層線涂布鋼輥疲勞斷裂失效機理分析
2020-06-12 05:34:06李會榮李智
山東科學 2020年3期
李會榮,李智
(陜西國防工業職業技術學院 機械工程學院,陜西 西安 710300)
疲勞斷裂是造成機械裝備零部件失效的重要原因之一。所謂疲勞,是指材料在應力或應變的反復作用下發生的性能變化,如果疲勞導致了材料開裂就稱為疲勞斷裂。疲勞斷裂時,零件所受最高應力一般遠低于靜載荷下材料的強度極限,甚至低于其彈性極限。其原因在于,材料受變動載荷作用時,對載荷的抗力不僅取決于材料本身,還對零件的形狀、尺寸、表面狀態、使用條件、服役環境等因素非常敏感[1-2]。鋁箔涂布線是用于生產親水鋁箔的大型裝備,可通過涂布鋼輥與取料輥之間的組合,采取不同的轉移方式使涂料得到流平和排列,并最終均勻地轉移到運動中的鋁箔上,從而在鋁箔表面形成一層固體保護膜。涂布鋼輥是涂布線裝備的重要部件,由輥軸與輥套零件采用熔化焊接工藝連接而成。熔焊工藝使鋼輥接頭區域材料存在較嚴重的不均勻性,而工作過程中鋼輥將承受交變載荷的作用,存在發生疲勞失效的可能。
LT1350涂層線是某公司研發的大型親水鋁箔涂布裝備,其涂布鋼輥多次在工作中發生過早疲勞斷裂事件,影響了正常生產并帶來嚴重安全隱患。隨著制造技術的不斷發展,涂布線逐漸向著一體化、大型化發展。由于涂布線越來越長,鋼輥在工作中承受的載荷也相應提高,以往極少出現的輥軸斷裂失效問題,近年來日益增多。但這一現象尚未引起研究人員的足夠重視,鮮有相應的研究成果報道。因此本文從涂布線鋼輥應力分析、輥軸斷口觀察等方面來對這一問題進行討論,考慮影響輥軸疲勞斷裂的各種因素,探究其疲勞失效的機理。
1 輥軸應力狀態分析
輥軸在工作過程中承受循環的交變應力作用,即應力狀態不斷發生變化,使材料發生損傷并導致最終斷裂。雖然涂布線在實際運行過程中,受負載、電源等多種隨機因素影響,實際的應力波形并非理想的循環變化,但當輥軸保持勻速轉動時,其最大負載是定值。因此計算輥軸在靜平衡條件下的彎扭組合應力,并考慮軸徑變化處的應力集中,確定輥軸R20圓弧處的最大應力σmax。詳情參見圖1~2。
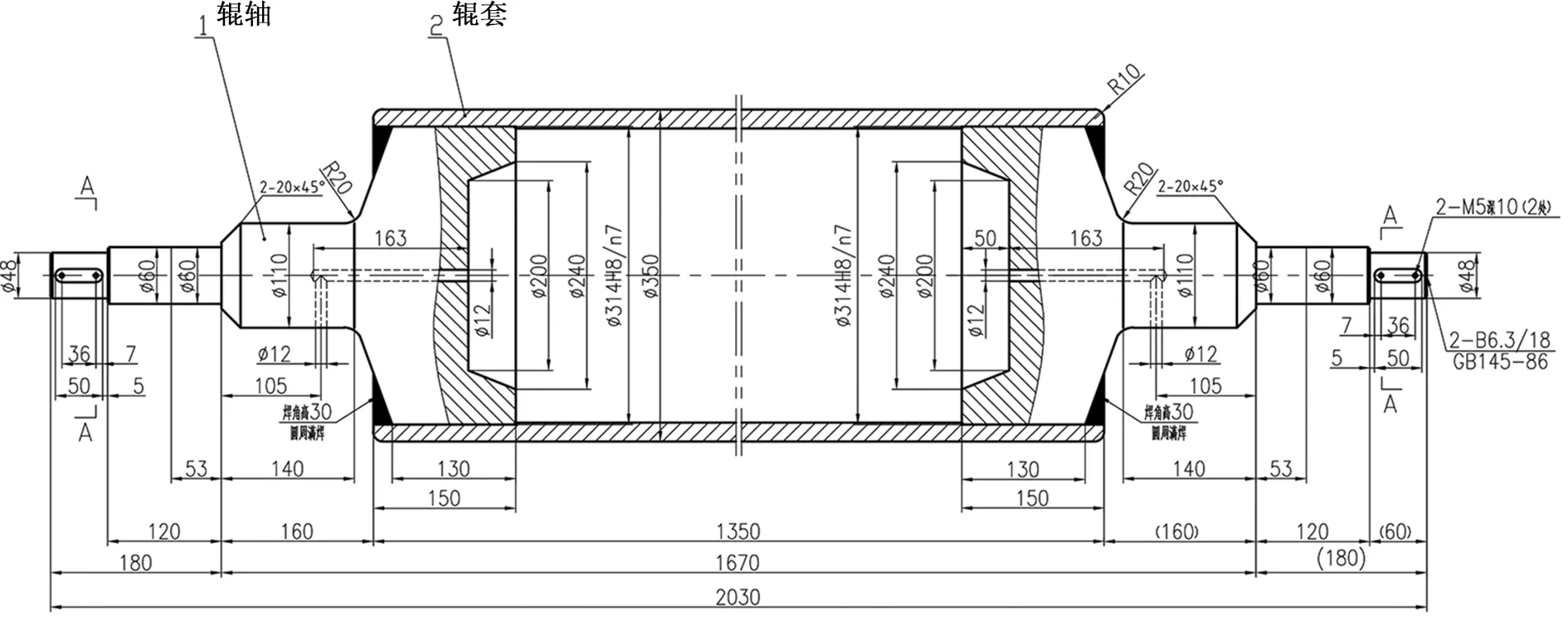
圖1 涂布鋼輥Fig.1 Coated steel roller
圖2 涂布鋼輥實物Fig.2 Physical picture of a coated steel roller
Φ110外圓所受最大彎矩為2700 N·m,則最大彎曲應力為
(1)
式中,M為抗彎截面系數,W為彎矩。考慮到輥軸彎扭組合的受力情況,則該處應力為
(2)
式中,σ為正應力,τ為剪切應力。輥軸R20圓弧處存在應力集中,考慮軸徑、圓弧半徑等因素,確定應力集中系數為Kσ≤2.23,Kτ≤2.12,則R20處應力最大為
(3)
根據受力分析,由于R20處存在應力集中作用,使得軸根部最大應力值較輥軸Φ110外圓表面提高了122.57%,但仍遠低于材料抗拉強度。可見輥軸的斷裂,不僅是材料承受循環應力作用的結果,而是應力集中、焊接引起的材料微觀組織、性能變化、焊接的缺陷、焊后殘余應力、零件表面狀態、機器運轉過程中的振動負荷等因素的共同作用導致的。
2 鋼輥疲勞斷裂失效分析
2.1 輥軸斷口分析
圖3所示為輥軸斷口的宏觀形貌。由圖3可見,在軸上部焊縫區相鄰區域有肉眼可見的較為平整的宏觀塑性變形區,其長度約18 mm,寬度約4 mm,面積約70 mm2,這是脆斷發生前的疲勞破壞區。
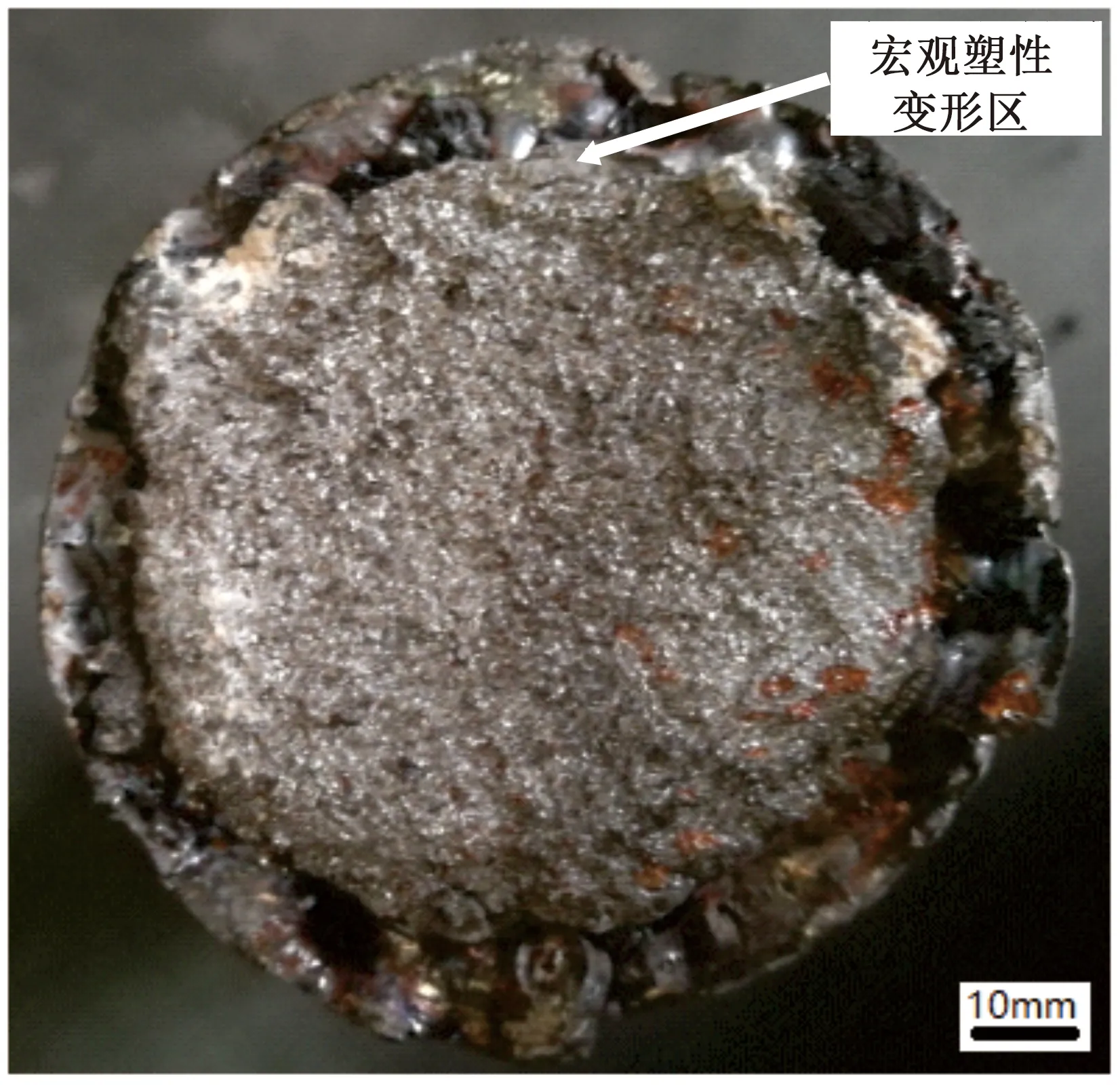
圖3 涂布鋼輥斷口Fig.3 Macro-fractograph of a coated steel roll
圖4是輥軸宏觀塑性變形區域的放大圖。疲勞破壞就起源于圖4中箭頭所指區域,可知疲勞微裂紋就萌生于焊縫區缺陷處。斷口其余部分是最后斷裂區,呈現凹凸不平的粒狀表面,因而輥軸的斷裂類型屬于脆性斷裂;觀察斷口宏觀取向,屬于正斷斷口;根據鋼輥受力分析的結果,可知輥軸受交變循環應力作用且所受的應力值較小,考慮到鋼輥還受到焊后殘余應力、工作過程中的振動載荷等作用,其疲勞類型屬于復合載荷作用下的交變應力疲勞;而在疲勞斷裂時,鋼輥平均經歷了約1.2×106次的回轉,屬于高周疲勞。
根據斷口分析,可以判斷輥軸發生疲勞斷裂失效的原因:輥軸與軸套的焊接頭區域材料微觀組織發生變化,晶粒粗大,導致力學性能劣化;而焊縫區存在未完全熔合的缺陷,缺陷處成為焊接結構不連續的部位,使得焊縫區的強度下降,并引起嚴重的局部應力集中;缺陷處在循環載荷的反復作用下很容易萌生微裂紋而形成微小的裂紋[3];隨著循環應力作用次數的增加,小裂紋在交變載荷作用下來回滑動,導致材料滑移帶的出現,而疲勞微裂紋將沿著滑移帶擴展并使得軸的有效截面積減少[4];一般疲勞斷口可觀察到疲勞源區、擴展區和終斷區,疲勞源區面積最小,而擴展區應占據最大比例面積,但從輥軸斷口基本呈粗糙不平整的表面可以看出,其明顯屬于終斷區的形貌特征[5],可見輥軸裂紋在斷裂前并未充分擴展,符合實際中輥軸過早失效瞬斷的情況。可看到相對斷口盡管裂紋擴展并不充分且有效截面積的減少并不顯著,但由于焊接頭區域材料內部的不均勻性對其抗疲勞損傷性能的影響遠大于受靜載作用時的影響,而軸徑宏觀尺寸的變化也會在過渡圓角位置引起應力集中并與焊接殘余應力、焊接缺陷局部應力集中效應聯合作用,使輥軸的疲勞強度進一步下降,致使輥軸過早地發生了疲勞斷裂。
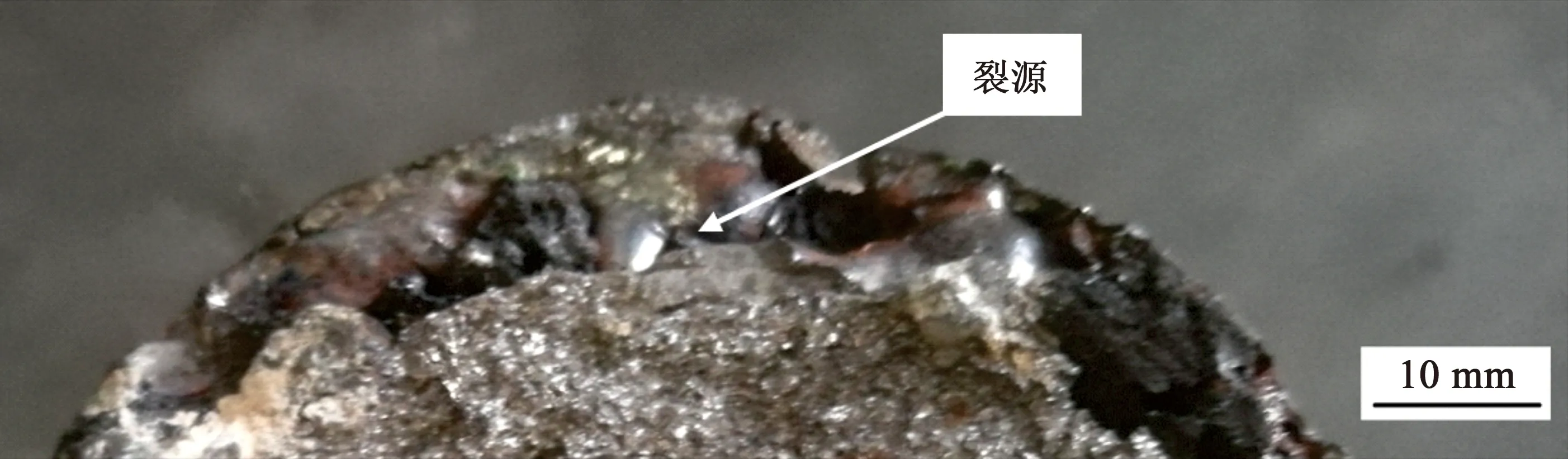
圖4 輥軸斷口裂源分析Fig.4 Analysis of the crack source of roller shaft
2.2 鋼輥疲勞斷裂影響因素分析
輥軸的過早疲勞失效是多種因素聯合作用的結果,主要有交變循環應力、焊接頭區域微觀組織變化、焊縫區缺陷、應力集中、焊后殘余應力、輥軸表面狀態等。這些因素促進軸徑突變處或焊接缺陷處的裂紋形核并擴展進而發生斷裂。
2.2.1 交變循環應力
工作狀態下輥軸受到交變循環應力的作用。隨著循環應力作用次數的增加,構件薄弱處的晶粒會沿著最大切應力方向發生位錯滑移,產生滑移線,滑移線的數量不斷增多且漸漸變寬而形成滑移帶。滑移帶仍持續受到循環應力的作用,導致材料表面出現帶狀隆起的擠出區,以及進入表面的裂紋狀擠入區,它們沿著永久滑移帶平行發展,形成了微小的疲勞微裂紋,使得結構的服役壽命降低。
2.2.2 焊縫區的焊接缺陷
由于零件在焊接缺陷處的疲勞抗力顯著下降,而缺陷部位又易于萌生疲勞裂紋并擴展,焊接缺陷成為引發焊接結構疲勞斷裂失效的重要原因[6-7]。從圖3可以看到,輥軸與軸套的焊接質量不佳,焊縫處存在多處焊接缺陷,包括缺口、未焊合等。缺陷造成焊接結構的宏觀幾何不連續性及結構表面的不完整,并帶來嚴重的局部應力集中,使得焊縫區域材料的承載能力下降,尤其在動態載荷的作用下,焊縫區疲勞微裂紋萌生的幾率顯著增加,遠高于母材區域[8]。因此焊接缺陷造成的宏觀幾何不連續性是促進微裂紋形核并導致焊接結構發生疲勞失效的重要因素之一。
2.2.3 焊接頭區域的微觀組織變化
鋼輥部件由輥軸及軸套焊接而成,其焊接頭區域可分為焊縫區、熔合區及熱影響區等幾個不同微區。焊縫區微觀組織特征與母材不同,其晶體結構發生變化,晶粒尺寸粗大,幾何形狀呈柱狀特征,伴隨著成分的偏析,組織不致密;C、S元素含量的增加,使焊接熱裂紋的敏感性提高[9]。熔合區是一個包含半熔化區、未混合區的混合區域,因此區域內化學成分、微觀組織等方面存在著嚴重的不均勻性。所以焊接接頭是非均質的結構,微觀組織的變化造成了區域局部材料力學性能的下降[10],而焊縫區成為焊接頭中最薄弱的部位[11],當焊接結構受到循環載荷的作用,在應力值最高的晶粒上產生嚴重的局部塑性應變集中并引起疲勞微裂紋的萌生[12]。
2.2.4 焊后殘余應力
輥軸與軸套的焊接過程中,局部材料被快速加熱熔化,隨后冷卻凝固,因此局部溫度發生劇烈的變化。由于焊接頭區域材料體積的變化,即膨脹、收縮都受到熱影響區之外母材的約束,引起接頭區域的塑性變形,均勻的塑性變形使得冷卻后的焊接頭區域形成了獨立于外部載荷的自平衡力系,即焊后殘余應力[13]。而焊后殘余應力的存在,會使平均應力增大[14],且大部分材料在焊縫區的殘余應力為拉應力,會增加疲勞裂紋的擴展速率,從而降低焊接結構的疲勞強度,減小結構的疲勞壽命,這是引起焊接結構疲勞失效的重要原因。
2.2.5 焊后表面質量
應力集中不僅出現在階梯軸軸徑突變處或焊接缺陷帶來的不連續處。焊后的表面質量不佳,這樣的表面狀態會使表面微觀幾何形狀變化處產生的局部應力遠大于名義應力,因此疲勞裂紋將可能首先從這些形狀變化處萌生。
此外,實地觀察發現機器運轉過程中有明顯的振動現象,分析其原因在于裝備安裝地基的平整度未達安裝要求所致。振動必然導致輥軸受力狀態進一步復雜,導致了疲勞斷裂的提前發生。
3 結論
輥軸在較小循環應力作用下過早發生疲勞斷裂,其原因不僅在于軸徑變化引起軸根部的應力集中,而是多個因素聯合作用的結果:熔化焊接工藝使鋼輥焊接頭區域微觀組織改變而引起力學性能的下降;焊接工藝不良,焊接頭區域存在嚴重焊接缺陷,降低了結構的連續性與強度,并在焊接缺陷處引起嚴重的應力集中導致該處發生塑性變形等。這些因素導致焊縫區的缺陷成為疲勞微裂紋萌生的起源,而焊接殘余應力的存在使平均應力增大,使焊縫缺陷加快擴展到相鄰的軸體內部,使輥軸過早發生疲勞斷裂失效。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02
