冷鐓螺栓桿部縮徑處炭黑原因分析與預(yù)防
2020-06-11 02:00:28張衛(wèi)新
山西冶金 2020年2期
關(guān)鍵詞:冷鐓
張衛(wèi)新, 唐 朋, 雷 奎, 曹 凱
(浙江華遠(yuǎn)汽車零部件有限公司, 浙江 溫州 325000)
(續(xù)上期)

表6 不同溫度、氣體分?jǐn)?shù)碳、Fe3C 析出量
定[16]。鐵銹由方鐵體(FeO)、磁鐵體(Fe3O4)和赤鐵體(Fe2O3)等鐵氧化物的混合物構(gòu)成,酸洗過(guò)程就是酸液與鐵氧化物反應(yīng)露出基體的過(guò)程,碳鋼酸洗時(shí)間-電位曲線如圖17 所示。曲線1 是實(shí)際的電位-時(shí)間(E-t)曲線,曲線 2 是每隔 0.1 s 測(cè)量值倒數(shù) dE/dt 值連成的曲線。整個(gè)電位變化的過(guò)程受以下兩個(gè)電極反應(yīng)的影響:

兩者相對(duì)于標(biāo)準(zhǔn)氫電極的平衡電位分別是-0.441 V 和0.771 V,從理論上推出,酸洗反應(yīng)時(shí)的電位變化在此區(qū)間。從時(shí)間-電位曲線看出,酸洗除銹分為三個(gè)階段,分別記為Ⅰ、Ⅱ、Ⅲ。

圖17 碳鋼酸洗時(shí)間- 電位曲線
第Ⅰ階段是酸洗初期,時(shí)間最短,主要發(fā)生的化學(xué)反應(yīng):

電極電位由電極反應(yīng)式(25)控制。
第Ⅱ階段是酸洗反應(yīng)的主要階段,主要化學(xué)反應(yīng)為:

銹層逐漸溶解的過(guò)程,電位逐漸降低,此時(shí)電極電位由電極反應(yīng)式(25)和(26)的混合電位決定。
第Ⅲ階段是酸洗后期,材料表面的銹層完全被溶解,此階段的主要化學(xué)反應(yīng)是:

此時(shí)電極電位主要由式(26)控制,時(shí)間-電位曲線趨于平穩(wěn)。
3.4.2 酸洗液質(zhì)量分?jǐn)?shù)對(duì)酸洗時(shí)間的影響
在60 ℃下,分別記錄鹽酸質(zhì)量分?jǐn)?shù)為6%、8%、10%、12%、16%、18%、20%時(shí),Q235 碳鋼銹片放入酸液中0~100 s 的電位值,不同質(zhì)量分?jǐn)?shù)鹽酸的時(shí)間-電位曲線如下頁(yè)圖18 所示。根據(jù)判定方法,可以得到最終的酸洗時(shí)間,通過(guò)數(shù)據(jù)處理軟件origin8.0 擬合,得到關(guān)系曲線,酸洗除銹質(zhì)量分?jǐn)?shù)-時(shí)間曲線如圖19 所示。

圖18 不同質(zhì)量分?jǐn)?shù)鹽酸的時(shí)間- 電位曲線

圖19 酸洗除銹質(zhì)量分?jǐn)?shù)- 時(shí)間曲線
擬合關(guān)系方程式:

式中:t 表示酸洗時(shí)間,s;ω 表示鹽酸質(zhì)量分?jǐn)?shù),%。
在鹽酸質(zhì)量分?jǐn)?shù)達(dá)到18%時(shí),為最佳酸洗時(shí)間。
3.4.3 酸洗溫度對(duì)酸洗時(shí)間的影響
固定鹽酸質(zhì)量分?jǐn)?shù)為18%,分別記錄溫度為20、30、40、50、60、70、80 ℃時(shí),Q235 碳鋼銹片放入酸液中0~100 s 的電位值,Q235 碳鋼在18%鹽酸不同溫度下的時(shí)間-電位曲線如圖20 所示。根據(jù)判定方法,可以得到最終的酸洗時(shí)間,通過(guò)數(shù)據(jù)處理軟件origin8.0 擬合,得到關(guān)系曲線,酸洗除銹溫度-時(shí)間曲線如圖21 所示。

圖20 Q235 碳鋼在18%鹽酸不同溫度下的時(shí)間- 電位曲線

圖21 酸洗除銹溫度- 時(shí)間曲線
擬合關(guān)系方程式為:

式中:t 表示酸洗時(shí)間,s;T 表示鹽酸溫度,℃。
由圖21 可知,溫度高于60 ℃,擬合曲線趨于平緩,主要是鹽酸大量揮發(fā),影響溶液實(shí)際含酸量;60 ℃以下有助于化學(xué)反應(yīng)的進(jìn)行,為最佳酸洗溫度。
3.4.4 緩蝕劑
緩蝕物質(zhì)在金屬表面的吸附情況決定了有機(jī)緩蝕劑的緩蝕效果,同濃度的鹽酸中,不同濃度的緩蝕劑在碳鋼表面的覆蓋度:

式中:νm為最小腐蝕速率,ν 為腐蝕速率,ν0未加緩蝕劑的腐蝕速率,θ 為緩蝕劑在碳鋼表面的覆蓋度。
本文主要分析PESA、Tween-80 對(duì)碳鋼的緩蝕作用。
3.4.4.1 PESA 的緩蝕作用
聚環(huán)氧琥珀酸的緩蝕機(jī)理可以用吸附膜理論來(lái)解釋。有機(jī)緩蝕劑分子主要是通過(guò)材料表面的牢固吸附,生成有效的吸附膜,并利用其空間位阻,將金屬表面與反應(yīng)物粒子隔開,來(lái)實(shí)現(xiàn)緩蝕作用。
PESA 是一種陰極緩蝕劑,它的分子結(jié)構(gòu)含有極性基團(tuán)(-0H,-C00H)等,極性基團(tuán)吸附在金屬表面作定向排列,改變了雙電層的結(jié)構(gòu),從而提高金屬離子化的活化能;相反,非極性基團(tuán)遠(yuǎn)離金屬表面也作定性排列,會(huì)形成一層相當(dāng)致密的疏水性保護(hù)膜,使得腐蝕介質(zhì)被緩蝕劑分子排擠出來(lái),將介質(zhì)與金屬表面隔開,抑制腐蝕的反應(yīng)。其次,PESA 分子極性基團(tuán)中心氧原子有未共用電子對(duì),當(dāng)金屬存在空的d軌道時(shí),這些孤對(duì)電子就會(huì)與其形成配位鍵,使得PESA 分子在金屬表面發(fā)生化學(xué)吸附。PESA 通過(guò)物理吸附和化學(xué)吸附的雙重作用,形成一道吸附層屏障,阻礙材料的腐蝕反應(yīng)。18%鹽酸中不同溫度、PESA 質(zhì)量濃度與緩蝕率關(guān)系如圖22 所示。

圖22 18%鹽酸中不同溫度、PESA 質(zhì)量濃度與緩蝕率關(guān)系
3.4.4.2 Tween-80 的緩蝕作用
非離子表面活性劑可以使體系的表面狀態(tài)發(fā)生明顯改變或者顯著降低液體的表面張力,潤(rùn)濕和乳化性能良好,在水溶液中不電離,抗鹽性好,耐酸堿。
Tween-80 通過(guò)范德華力吸附到碳鋼表面,覆蓋單一分子層,由于分子結(jié)構(gòu)較大,存在一定的空間位阻,產(chǎn)生的吸附膜不牢固。當(dāng)濃度達(dá)到一定值時(shí),接近臨界膠束濃度,它在溶液中的形態(tài)發(fā)生變化,生成膠團(tuán),有效單體濃度不變,緩蝕率平緩。Tween-80 聚氧乙烯鏈中醚鍵氧原子的孤對(duì)電子可以與鐵原子的空d 軌道鍵合,進(jìn)而發(fā)生化學(xué)吸附。
Tween-80 是一種混合抑制性緩蝕劑,在鹽酸介質(zhì)中,物理吸附和化學(xué)吸附并存,首先發(fā)生物理吸附,然后再進(jìn)行化學(xué)吸附,極大的降低了吸附自由能。20 ℃18%鹽酸Tween-80 質(zhì)量濃度與緩蝕率的關(guān)系如圖23 所示。
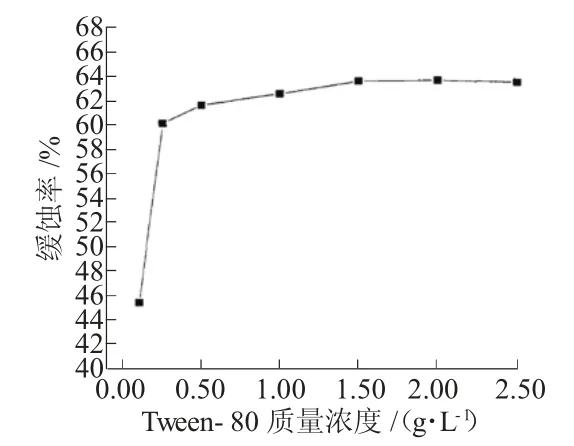
圖23 20 ℃18%鹽酸Tween-80 質(zhì)量濃度與緩蝕率的關(guān)系
3.4.4.3 吸附模型討論
碳鋼表面吸附符合Langmuir 吸附等溫方程式:

式中:h為校正因子;C為緩蝕劑濃度;θ 為覆蓋度;K為吸附平衡常數(shù)。
3.4.4.4 熱力學(xué)討論
根據(jù)式(33)、式(34)、式(35)、式(36),結(jié)合試驗(yàn)數(shù)據(jù)[17],可以算出,吸附是放熱過(guò)程,溫度適當(dāng)降低,緩蝕率升高;ΔG0<0 緩蝕劑在碳鋼表面的吸附是一個(gè)自發(fā)的過(guò)程,以化學(xué)吸附為主;ΔS0>0 緩蝕劑分子吸附到碳鋼表面后使得緩蝕劑分子自由度增加,體系的混亂度增大,熵增加,主要是因?yàn)槿〈竭^(guò)程由緩蝕劑的吸附和水分子的脫附兩部分組成,而水分子的脫附是一個(gè)熵增加的過(guò)程,大于緩蝕劑吸附引起的熵的減小,體系總熵增加,是吸附的動(dòng)力來(lái)源。
1)Vant Hoff 方程式。

式中:K 為吸附平衡常數(shù);ΔHads為吸附焓變;R 為標(biāo)準(zhǔn)氣體熱力學(xué)常數(shù);T 為熱力學(xué)溫度;C 為常數(shù)。
2)吸附自由能。

式中:ΔG0為吸附自由能變;55.5 為水在溶液中的濃度,mol/L。
3)熱力學(xué)基本方程。

3.4.4.5 動(dòng)力學(xué)討論
緩蝕劑濃度的增加,使吸附在碳鋼表面的活化能Ea增加,此時(shí)的腐蝕反應(yīng)需要克服較高的能量障礙,進(jìn)而有效抑制腐蝕反應(yīng)的進(jìn)行。

式中:ν 為腐蝕速率;Ea為反應(yīng)表觀活化能;R 為標(biāo)準(zhǔn)氣體熱力學(xué)常數(shù);T為熱力學(xué)溫度;A 為指前因子。
4 試驗(yàn)
4.1 改制過(guò)程要因分析
4.1.1 試驗(yàn)設(shè)計(jì)
選取邢鋼毛料Φ12 mm,改制批號(hào)為18-0257 903,改制工藝路線:毛料Φ12 mm→拋丸→硼砂潤(rùn)化→粗拉Φ11.2 mm→球化退火→酸洗→磷皂化→精拉Φ10.8 mm。其中,在同一臺(tái)設(shè)備粗拉時(shí),前8 圈不使用拉絲粉,后8 圈使用拉絲粉;酸洗時(shí),未使用拉絲粉的4 圈和使用拉絲粉的4 圈選擇舊酸酸洗,其余兩種狀態(tài)選擇新酸酸洗。對(duì)形成四種狀態(tài)精拉后的成品絲進(jìn)行編號(hào),試驗(yàn)安排如表7 所示。

表7 試驗(yàn)安排
4.1.2 試驗(yàn)過(guò)程
4.1.2.1 粗拉
觀察兩種粗拉狀態(tài)的外觀,無(wú)拉絲粉的盤條表面粗糙,有拉絲粉的盤條光亮。粗拉表面外觀如圖24 所示。

圖24 粗拉表面外觀
4.1.2.2 球化退火
球化退火溫度曲線如圖25 所示,使用3 號(hào)振昌爐退火,工藝中580 ℃點(diǎn)火后,甲醇流量90 mL/min,氮?dú)饬髁?m3/h,溫度升至740℃,甲醇調(diào)整為75mL/min,溫度降至680 ℃時(shí),關(guān)閉甲醇,氮?dú)饬髁烤S持3 m3/h至出爐,出爐溫度約550 ℃左右。退火出來(lái)的兩種狀態(tài)的盤料處在爐中同一位置,表面大部分都是白色狀態(tài),少部分地方為黑色,無(wú)粉末狀,且不能擦掉,退火盤料表面狀態(tài)如圖26 所示。

圖25 球化退火溫度曲線

圖26 退火盤料表面狀態(tài)
4.1.2.3 酸洗
根據(jù)表6 的試驗(yàn)方式使用鹽酸酸洗,酸洗時(shí)間相同,4 種狀態(tài)的試樣,酸洗后,都?xì)埩粲泻谏镔|(zhì),黑色物質(zhì)都浮在材料表面,并且可以擦拭掉,酸洗狀態(tài)如圖27 所示。

圖27 酸洗狀態(tài)
4.1.2.4 水洗磷皂化
將1 號(hào)至4 號(hào)試驗(yàn)品,一起浸入水中,觀察表面仍存在黑色物質(zhì),為了后期觀察黑色物質(zhì)對(duì)冷鐓產(chǎn)品的影響,未通過(guò)高壓水槍沖洗清除。將盤料再進(jìn)行磷化,材料表面黑色物質(zhì)殘留,最后進(jìn)行皂化,黑色物質(zhì)任然殘留,水洗磷皂化狀態(tài)如圖28 所示。
4.1.2.5 精拉
在同一機(jī)臺(tái)上,將盤料精拉到Φ10.8 mm,1 號(hào)和2 號(hào)表面光澤度好于3 號(hào)和4 號(hào)表面光澤度,精拉表面狀態(tài)如圖29 所示。
4.1.3 冷鐓結(jié)果
使用一車間B19 機(jī)臺(tái)冷鐓光大臺(tái)階螺栓411000 0331193。通過(guò)冷鐓后的產(chǎn)品對(duì)比,操作人員最后確認(rèn),認(rèn)為四種狀態(tài)的產(chǎn)品都可以接受,尺寸上可以縮的起,其中,3 號(hào)與4 號(hào)樣品最佳。從3 號(hào)試樣中,選取有碳黑和無(wú)碳黑的產(chǎn)品,有炭黑的產(chǎn)品表面磷化膜消失,無(wú)炭黑產(chǎn)品表面磷化膜有附著,炭黑對(duì)比如圖30 所示。從螺栓與材料表面顏色對(duì)比,新酸的磷化效果好于使用舊酸的磷化效果,冷鐓產(chǎn)品對(duì)比如下頁(yè)圖31 所示。

圖28 水洗磷皂化

圖29 精拉表面狀態(tài)

圖30 炭黑對(duì)比
4.2 退火狀態(tài)要因分析
4.2.1 試驗(yàn)設(shè)計(jì)
選取 35K 盤料 18-0258025Φ11.2 mm 退火后,觀察表面狀態(tài),然后進(jìn)行酸洗磷皂化,改拔為Φ10.8 mm 的成品絲,冷鐓后查看產(chǎn)品表面狀態(tài)。

圖31 冷鐓產(chǎn)品對(duì)比
4.2.2 試驗(yàn)過(guò)程
4.2.2.1 球化退火
35K 盤條在3 號(hào)爐進(jìn)行球化退火,580 ℃點(diǎn)火后,甲醇流量90 mL/min,氮?dú)饬髁?0 m3/h,溫度升至720 ℃,甲醇調(diào)整為65 mL/min,溫度降至680 ℃時(shí),關(guān)閉甲醇,氮?dú)饬髁烤S持10 m3/h 至出爐,出爐溫度約550 ℃左右。球化退火工藝如圖32 所示。退火后的材料表面大部分被拉絲粉覆蓋,少部分被氧化,退火表面狀態(tài)如圖33 所示。退火材料存在脫碳約10 絲。

圖32 球化退火工藝

圖33 退火料表面狀態(tài)
4.2.2.2 酸洗
將材料浸入到新酸中20 min,水洗后,宏觀表面光亮,但材料隱蔽的位置仍殘留黑色物質(zhì),且可以擦拭掉。酸洗狀態(tài)如圖34 所示。
4.2.2.3 精拉
盤料精拉后,表面呈現(xiàn)深灰色,成品絲如圖35所示。
4.2.3 冷鐓結(jié)果
在一車間B19 機(jī)臺(tái)冷鐓光大產(chǎn)品7/16-20*35法蘭面臺(tái)階螺栓,螺栓桿部縮徑后,磷化膜存在,冷鐓產(chǎn)品如圖36 所示。

圖34 酸洗狀態(tài)

圖35 成品絲

圖36 冷鐓產(chǎn)品
5 結(jié)果分析
5.1 過(guò)程分析
毛料經(jīng)過(guò)拋丸硼砂潤(rùn)滑以后,表面存在一定的粗糙度,在粗拉時(shí),沒(méi)有使用拉絲粉的盤條,會(huì)增加表面的磨損,同時(shí)增加表面的氧化層附著,有拉絲粉保護(hù)的盤條,可以減少表面鐵粉附著量。經(jīng)過(guò)退火后,兩種盤料表面都附著白色物質(zhì),白色物質(zhì)為拉絲粉高溫下形成,起保護(hù)作用,但同時(shí)兩種材料表面部分存在黑色附著物,說(shuō)明粗拉狀態(tài)不是黑色物質(zhì)形成的主要因素。材料在經(jīng)過(guò)鹽酸浸泡后,不管是新酸還是舊酸,盤條表面都有黑色片狀物附著,進(jìn)一步說(shuō)明,黑色物質(zhì)不是在鹽酸中形成,鹽酸同時(shí)很難與其發(fā)生反應(yīng),同時(shí)也推出黑色物質(zhì)是在退火后形成,由前面的理論分析可知,退火材料在550 ℃左右出爐,開始接觸空氣,在這個(gè)過(guò)程中,材料表面氧化形成致密Fe3O4層,該氧化物與鹽酸較難反應(yīng)。
檢測(cè)退火料增脫碳,得出爐內(nèi)氣氛碳勢(shì)偏高,爐內(nèi)CO 濃度偏高,可與鐵基體形成Fe3C 化合物,或者在降溫過(guò)程中,CO 發(fā)生析碳反應(yīng)。盤條表面入爐前有較多氧化層,會(huì)在爐內(nèi)被CO 還原為鐵粉,形成的鐵粉會(huì)成為Fe3C 的催化劑,促進(jìn)碳化物形成,同時(shí),F(xiàn)e3C 與酸也較難反應(yīng)。
Fe3O4、Fe3C、C 在酸洗過(guò)程,未清理干凈,最終會(huì)通過(guò)酸洗磷皂化,殘留在產(chǎn)品表面,降低磷化層附著力,通過(guò)縮徑應(yīng)力的分析,縮徑越大,對(duì)磷化層的附著力要求越高。對(duì)比清洗干凈與未清洗干凈的冷鐓后的產(chǎn)品表面,同樣的縮徑應(yīng)力下,未清洗干凈的盤料縮徑后較難存在磷化膜。
通過(guò)以上分析,粗拉材料表面的磨損,會(huì)影響到磷化膜的附著力,酸洗質(zhì)量會(huì)影響磷化的反應(yīng)程度。
5.2 退火分析
試驗(yàn)結(jié)果證明,爐內(nèi)氣氛的調(diào)整會(huì)影響到磷化的質(zhì)量。
保溫階段,退火爐內(nèi)碳勢(shì)略低,CO 氣體比例的減少,可以降低Fe3C 的形成量;殘留的CO 會(huì)在降溫過(guò)程發(fā)生析碳反應(yīng)。新酸浸泡后,盤條表面任然有黑色物質(zhì)的殘留,但相比CO 含量較高的情況下,覆蓋程度有所降低,分析主要原因?yàn)殛P(guān)甲醇時(shí)間較晚,爐內(nèi)氣氛未及時(shí)置換出去導(dǎo)致。
6 結(jié)論
1)冷鐓螺栓表面因黑色物質(zhì)殘留造成的縮頸困難,推斷是在退火過(guò)程中,材料表面形成Fe3C、C、Fe3O4綜合作用的結(jié)果,因缺乏掃描電鏡設(shè)備,無(wú)法判斷主要成分。
2)Fe3C 和C 的形成主要受到CO 濃度的影響。防止產(chǎn)生,可以在高溫階段前較大流量開啟甲醇,還原脫碳反應(yīng)物質(zhì),溫度升至高溫段后,降低甲醇流量,氮?dú)獯罅髁块_啟,降低氣固相化學(xué)反應(yīng)程度,保溫一段時(shí)間后關(guān)閉甲醇。
3)材料表面的鐵粉會(huì)促進(jìn)Fe3C 的形成,盤料退火前,應(yīng)降低盤條表面的氧化層。
4)Fe3C 在溫度低于700 ℃與空氣接觸后必然形成,可以在降溫至600 ℃時(shí),升起爐蓋留有一定的空間,使空氣進(jìn)入,保溫一段時(shí)間,使材料形成較容易酸洗的FeO 層,500 ℃后出爐空冷。
5)酸洗屬于電化學(xué)腐蝕,與氧化層反應(yīng)難易程度不同,可以通過(guò)加入緩蝕劑,增加鋼材表面活化能,改變腐蝕的不均性。
猜你喜歡
精密成形工程(2023年10期)2023-10-18 02:43:40
上海金屬(2022年5期)2022-09-26 02:07:46
鍛造與沖壓(2020年23期)2020-12-18 03:08:56
裝備制造技術(shù)(2020年2期)2020-12-14 03:09:30
裝備維修技術(shù)(2020年15期)2020-11-28 09:45:30
智富時(shí)代(2018年5期)2018-07-18 17:52:04
智富時(shí)代(2018年12期)2018-01-12 11:51:50
中國(guó)機(jī)械工程(2016年21期)2016-12-24 01:54:00
中小企業(yè)管理與科技·上旬刊(2016年9期)2016-05-14 22:58:25
中國(guó)新技術(shù)新產(chǎn)品(2015年15期)2015-07-19 06:50:12
