低溫退火對(duì)304表面質(zhì)量的影響分析
2020-06-11 02:10:20王偉
山西冶金 2020年2期
關(guān)鍵詞:工藝
王 偉
(山西太鋼不銹鋼股份有限公司不銹冷軋廠, 山西 太原 030003)
目前304 不銹鋼冷板越來越多的應(yīng)用在裝飾行業(yè),甚至用在罐箱外包裝等行業(yè),其成品板表面光潔度的一致性,就成為該類產(chǎn)品的關(guān)鍵特性之一。為改善304 冷板表面光潔度,提高成品板表面一致性,對(duì)原料洗后形貌進(jìn)行對(duì)比分析,發(fā)現(xiàn)原料正常退火后表面形成一種密集狀蜂窩缺陷,且蜂窩中存在微小鐵鱗,正常酸洗無法將其徹底去除干凈,退火溫度越高、時(shí)間越長蜂窩生長越密集、深度更深。
1 試驗(yàn)
本次試驗(yàn)通過調(diào)整熱線退火、破鱗、拋丸、酸洗等工藝達(dá)到改善原料洗后板表面微觀形貌,軋制工藝暫不做調(diào)整,分析成品板表面光潔度改善情況。
1.1 退火工藝
本次過線速度TV 為150 m/min,5.0 mm 厚度過線速度為30 m/min。304 正常退火溫度為1 130 ℃±20 ℃,低溫退火溫度降至 1 050 ℃±20 ℃,具體各區(qū)爐溫如表1。

表1 低溫試驗(yàn)爐區(qū)參數(shù) ℃
1.2 破鱗、拋丸工藝
破鱗工藝采用大延伸率過線,試驗(yàn)過程采用1.5%延伸,提高延伸目的是通過大變形起到表面硬化目的,一方面加大表面除鱗,另一方面表面硬化后降低拋打坑的深度。
拋丸工藝:過線前將拋丸轉(zhuǎn)速調(diào)整為1 750 r/min,過線后對(duì)表面粗糙度進(jìn)行測(cè)量,Ra值控制在2.5~3.0 μm,Rz值控制在 16.3 μm,Rp值控制在 8.4 μm,整體粗糙度處于中等水平。
1.3 酸洗工藝
本次試驗(yàn)共采用兩種酸洗工藝,方案一采用的是無硫酸酸洗工藝,混酸濃度也相對(duì)偏低;方案二采用硫酸,關(guān)鍵是將混酸濃度提高。不同酸洗工藝方案見表2。

表2 不同酸洗工藝方案
1.4 軋制工藝
軋制工藝采用正常BA 板生產(chǎn)工藝,原料厚度5.0 mm,成品目標(biāo)厚度為1.5 mm,共軋制9 道次,首道次變形變形量為17%。中間換輥等環(huán)節(jié)均執(zhí)行原有工藝,軋制壓下量及厚度控制均能達(dá)到目標(biāo)值,軋制過程中對(duì)比正常退火原料未發(fā)現(xiàn)有明顯差異性。
2 原料表面分析
2.1 原料正常退火后表面形貌
下頁圖1 是高溫退火后表面特征,該卷酸洗條件HF 酸控制在18 g/L 左右,通過掃描電鏡不同放大倍數(shù)觀察,圖1-1 是500 倍下表面形貌,從圖中可看出隨機(jī)選取的視場(chǎng)中分白色部分和黑色部分,放大至圖1-2 2 000 倍觀察,發(fā)現(xiàn)白顏色部分被大量蜂窩狀孔洞覆蓋,孔洞直徑在1 μm 左右,而發(fā)黑部分為正常晶粒部分,放大倍數(shù)5 000 到20 000 倍觀察表面如圖1-3、1-4 所示,蜂窩狀孔洞中分布著少量殘留物。
下頁圖2 是對(duì)孔洞中殘留物進(jìn)行能譜分析,通過能譜分析殘留物成分主要是氧、鉻、鐵成材,該成分為典型氧化皮成分,說明熱線正常酸洗后表面存在大量蜂窩狀孔洞,酸洗工藝處理后孔洞中仍然殘留著微量氧化鐵皮,分析認(rèn)為該殘余微小鐵鱗軋制過程中會(huì)影響B(tài)A 板表面質(zhì)量。

圖1 高溫退火后表面形貌

圖2 能譜分析殘留物
2.2 低溫退火熱板表面形貌
2.2.1 低溫退火后采用方案一酸洗工藝
低溫退火后,采用方案一酸洗工藝對(duì)表面進(jìn)行處理,在未使用硫酸且混酸濃度偏低的情況下,熱板表面形貌如圖3 所示,圖3-1 是掃描500 倍表面形貌,圖3-2 是掃描1 000 倍表面形貌,表面未出現(xiàn)蜂窩狀缺陷,且表面鐵鱗去除相對(duì)較干凈,但因?yàn)檫^線濃度相對(duì)較低,酸洗后表面貧鉻層未能去除干凈。

圖3 低溫退火欠酸洗表面
將該試樣進(jìn)一步進(jìn)行酸洗處理,在混酸段取酸樣,將上述試樣進(jìn)行二次酸洗60 s 后表面形貌如圖3 所示。圖4-1 是500 倍表面形貌,圖4-2 是1 000倍表面形貌,表面貧鉻殼去除干凈,表面基體完全顯現(xiàn),該表面形貌基本達(dá)到目標(biāo)。
2.2.2 低溫退火后采用方案二酸洗表面
后續(xù)進(jìn)行低溫酸洗工藝:退火工藝未發(fā)生變化,主要是改善酸洗表面,對(duì)混酸濃度進(jìn)行調(diào)整,硝酸及HF 酸濃度提高至方案二水平,表面酸洗后表面形貌如圖5 所示。圖5-1 是500 倍掃描形貌,圖5-2 是1 000 倍掃描形貌,表面貧鉻殼去除干凈,表面未發(fā)現(xiàn)有蜂窩狀缺陷,基本達(dá)到目標(biāo)熱板表面形貌。
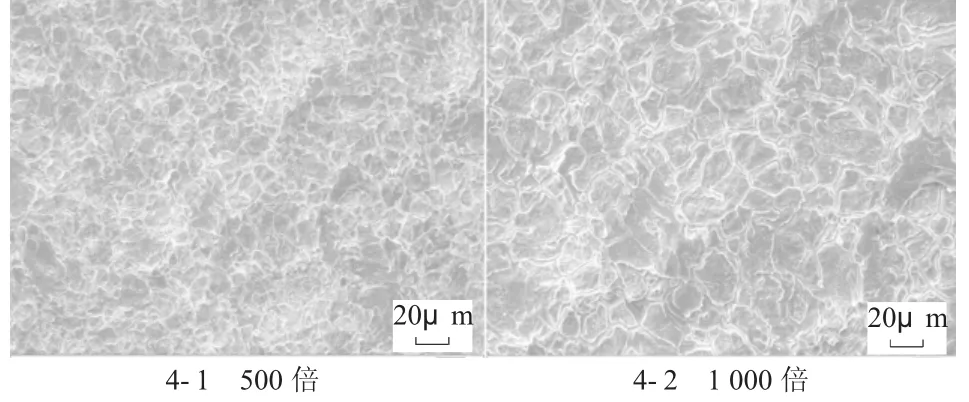
圖4 二次酸洗試驗(yàn)表面形貌

圖5 低溫退火表面形貌
3 軋制后及成品表面分析
3.1 軋后表面分析
采用正常工藝軋制后表面形貌如圖6 所示,由于原料表面未生成蜂窩狀缺陷,表面不存在微小鐵鱗附著,軋制過程中避免了微小鐵鱗對(duì)成品表面影響,圖6 是不同道次軋制后表面形貌變化情況,從軋制過程觀察,表面相對(duì)較為均勻。
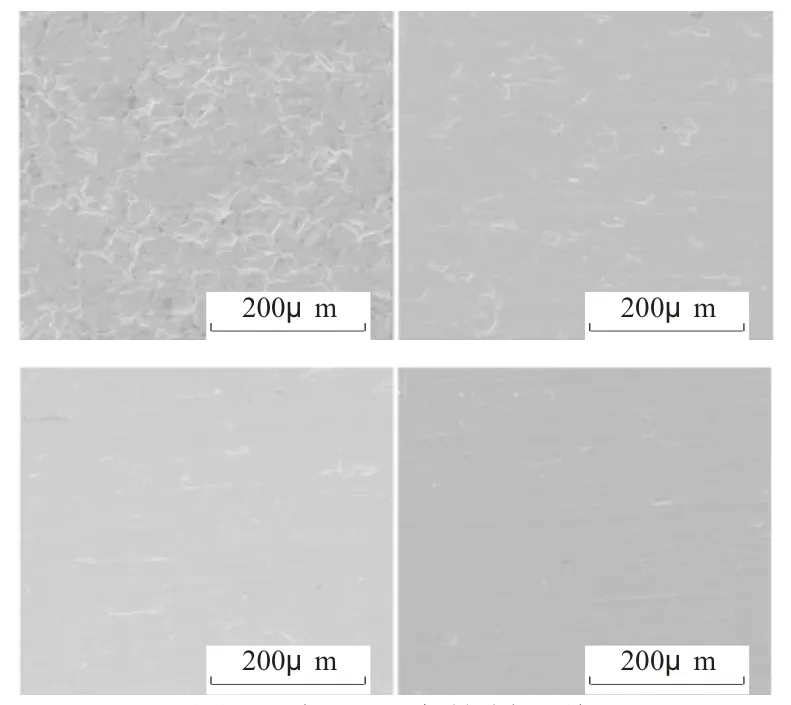
圖6 低溫退火軋制形貌
3.2 成品板表面光潔度
成品表面光亮度測(cè)量結(jié)果如102 頁表3 所示,整體光潔度值相對(duì)較高,兩卷試驗(yàn)料存在差別。此次成品光澤度測(cè)量是新光亮下線后測(cè)量數(shù)據(jù)。
4 結(jié)論
1)熱線低溫退火后表面未出現(xiàn)大量蜂窩狀缺陷,且表面沒有大量微小鐵鱗存在,熱板表面形貌改觀較大。

表3 光潔度情況對(duì)比
2)調(diào)整酸洗工藝后,表面酸洗良好。
3)試驗(yàn)后,成品光澤度能達(dá)到較高水平。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
