鋁合金車體底架框型結(jié)構(gòu)的焊接變形控制
2020-06-08 10:54:34徐曉東
工業(yè)技術(shù)創(chuàng)新 2020年2期
徐曉東
(青島四方龐巴迪鐵路運輸設(shè)備有限公司,山東青島 266111)
引言
隨著高鐵行業(yè)在國內(nèi)的蓬勃發(fā)展,動車組鋁合金車體結(jié)構(gòu)及穩(wěn)定性日漸完善。鋁合金車體結(jié)構(gòu)設(shè)計理念與原有的鋼車體結(jié)構(gòu)設(shè)計理念大不相同,導(dǎo)致原有部分結(jié)構(gòu)設(shè)計工藝的可執(zhí)行性較差,而新型結(jié)構(gòu)設(shè)計工藝亟需驗證[1-3]。目前已有的鋁合金焊接工藝,以板材型材的平面結(jié)構(gòu)研究為主[4],缺少對立體結(jié)構(gòu)工藝性的研究,而且這種結(jié)構(gòu)在焊接過程中會產(chǎn)生較大的變形,影響型材質(zhì)量。在已有文獻(xiàn)的指導(dǎo)下[5-6],進(jìn)行焊接變形控制,對鋁合金車體結(jié)構(gòu)設(shè)計和應(yīng)用有很大的指導(dǎo)意義。
本文以鋁合金車體的6005A-T6型材為研究對象,參考鋁合金焊接工藝經(jīng)驗[7-8],針對某一底架框型結(jié)構(gòu)的實際生產(chǎn)情況,探究焊接變形因素和規(guī)律,總結(jié)焊接注意事項[9-11],為鋁合金車體結(jié)構(gòu)設(shè)計提供參考。
1 底架框型結(jié)構(gòu)
底架框型結(jié)構(gòu)為四面封閉的長直結(jié)構(gòu),如圖1所示。結(jié)構(gòu)使用型材及板材兩種材質(zhì),由L型邊梁型材件(件①)、地板型材件(件②)、內(nèi)邊梁型材件(件③)以及二層補(bǔ)焊板材件(件④、件⑤)組成。組件截面寬約900 mm,高約400 mm,長約6 200 mm。型材件的材質(zhì)為6005A-T6;板材件的材質(zhì)為5083-O,厚度為4 mm。
圖1所示的組件屬于鋁合金車體底架的邊梁組件部分,后工序組焊要求在焊接工藝過程中控制焊縫變形,避免引起組件整體變形,主要控制指標(biāo)包括:
(1)地板型材件與邊梁型材件的平面X的平面度;
(2)邊梁型材件的外側(cè)平面Y的傾斜度;
(3)內(nèi)邊梁型材件的下局部平面Z的水平度。
2 焊接變形原因分析
焊縫主要導(dǎo)致兩個方向的角度變形,分別為縱向收縮引起的撓曲角度變形、橫向收縮引起的彎曲角度變形。焊縫還會導(dǎo)致兩個方向的收縮變形,分別為沿著焊縫方向的收縮變形、橫向收縮引起的寬度收縮變形[5]。
從框型結(jié)構(gòu)上考慮,焊縫縱向收縮引起的撓曲角度變形會被框型對稱結(jié)構(gòu)抵消,故不必考慮。沿著焊縫方向的收縮變形,可通過長度放量進(jìn)行補(bǔ)償,也不必考慮。因此,本文僅需考慮:
(1)焊縫橫向收縮引起的彎曲角度變形;
(2)焊縫橫向收縮引起的寬度收縮變形。
對于鋁合金焊縫熔池中的凝固過程,在同一截面的熔池金屬中,先凝固的是靠近根部的金屬,這使得兩側(cè)母材金屬拉近,同時使焊縫金屬存在拉應(yīng)力;后凝固的是上層焊縫金屬,其融合面更寬,產(chǎn)生的凝固拉力更強(qiáng),使得兩側(cè)母材金屬拉得更近,甚至將先前已凝固的靠近根部的金屬的拉應(yīng)力抵消,產(chǎn)生壓應(yīng)力,從而引起焊縫寬度方向的收縮變形和角度變形,如圖2所示。
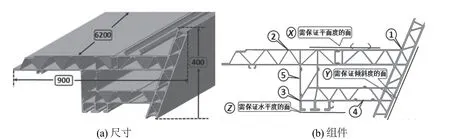
圖1 框型結(jié)構(gòu)的尺寸和組件示意圖
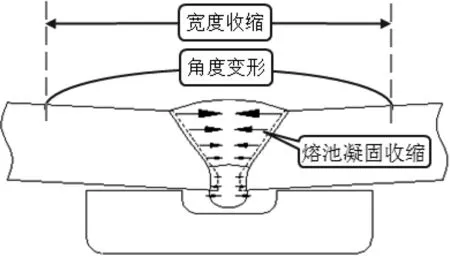
圖2 焊縫金屬凝固過程應(yīng)力及變形分析
3 焊接變形控制
3.1 組焊順序
根據(jù)型材結(jié)構(gòu)及工裝設(shè)備情況進(jìn)行工藝分析,得出各型材及板件的組焊順序如下:
(1)組裝邊梁型材件(件①)和地板型材件(件②)至工裝進(jìn)行組焊;
(2)上步組件反位放置工裝上,由上至下組焊內(nèi)邊梁型材件(件③)至工裝;
(3)組裝二層補(bǔ)焊板材件(件④、件⑤)至組件。
以上順序可根據(jù)情況調(diào)整。
該框型結(jié)構(gòu)的各型材件及板材件組焊,涉及3組共8條焊縫,如圖3所示。焊縫A和焊縫B因工藝可執(zhí)行性好,采用MIG自動焊;剩余焊縫采用MIG手工焊。
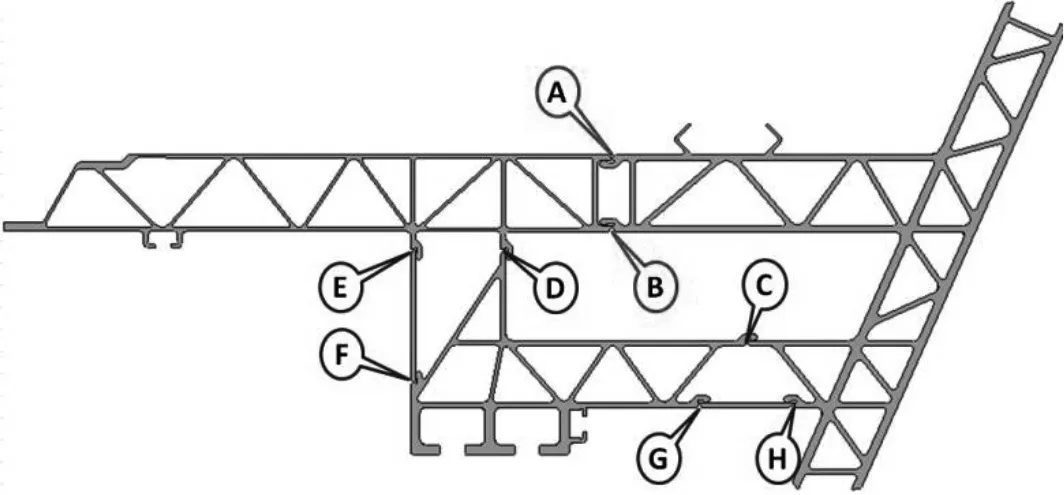
圖3 框型結(jié)構(gòu)的焊縫編號示意圖
框型結(jié)構(gòu)的設(shè)計已限定了部分焊縫的焊接順序:
(1)焊縫A、B的焊接需要先使用自動焊;
(2)焊縫C的焊接需要在焊縫G、H之前;
(3)焊縫D的焊接需要在焊縫E、F之前。
3.2 焊接工藝與規(guī)范
根據(jù)各型材焊縫的焊接位置和坡口情況,預(yù)先設(shè)計相應(yīng)的焊接工藝參數(shù)。其中,焊縫A和焊縫B,采用MIG雙手臂自動焊接設(shè)備進(jìn)行焊接;剩余的焊縫采用MIG手工焊,各焊縫焊接規(guī)范參數(shù)如表1所示。
3.3 局部焊后變形控制
先通過三個焊接局部的多次試驗得出局部的焊接變形趨勢,然后以此為基礎(chǔ)進(jìn)行分析,為整體焊接變形控制提供細(xì)節(jié)數(shù)據(jù)。
3.3.1 地板型材件與邊梁型材件的局部焊接變形
根據(jù)型材焊接經(jīng)驗與實際結(jié)果得出,型材兩面中后焊接的一面比先焊接的一面的收縮量更大。
經(jīng)過試驗,使用自動焊先焊接焊縫A,反轉(zhuǎn)后再焊接焊縫B。后焊接一面的焊縫引起兩個型材件凸起,在邊緣處測量,凸起約2 mm。這導(dǎo)致兩個型材件產(chǎn)生了以焊縫A為軸的角變形,角度由180°變?yōu)?79.3°,如圖4所示。
3.3.2 邊梁型材件與內(nèi)邊梁型材件的局部焊接變形
相對于先焊接的焊縫C只是一條焊縫,后焊接的焊縫G、H為兩道焊縫,因此焊后變形量更大,角度變化也更大。
經(jīng)過試驗,使用手工焊焊接焊縫C后,兩個型材件之間的間距縮小了1 mm;再焊接焊縫G、H后,測量兩個型材件之間的間距,在以上基礎(chǔ)上,平板位置處間距又縮小了2 mm。這導(dǎo)致兩個型材件產(chǎn)生了以焊縫C為軸的角變形,兩型材的夾角約為177.6°,而型材上平面寬度縮小了約4 mm,角變形如圖5所示。

表1 各焊縫焊接規(guī)范參數(shù)
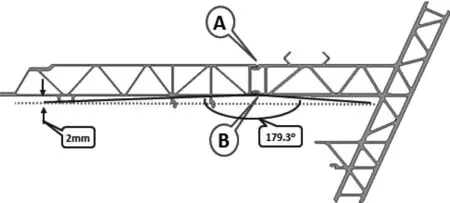
圖4 地板型材件與邊梁型材件對接的角變形示意圖
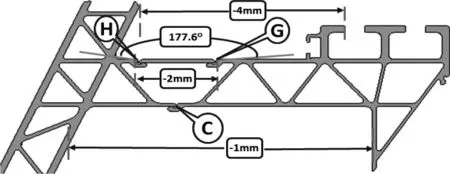
圖5 邊梁型材件與內(nèi)邊梁型材件對接的角變形示意圖
3.3.3 內(nèi)邊梁型材件與地板型材件局部焊接變形
此處的焊縫需要在型材件側(cè)面P C 位置進(jìn)行焊接。
經(jīng)過試驗,使用手工焊焊接焊縫D后,兩個型材件之間的間距縮小了1 mm;再焊接焊縫E、F后,測量兩個型材件之間的間距,在以上基礎(chǔ)上,平板位置處間距又縮小了2 mm,這導(dǎo)致兩個型材件產(chǎn)生了以焊縫D為軸的角變形,兩型材的夾角約為178.4°,如圖6所示。
3.4 整體焊后變形控制
焊縫的多次橫向收縮引起的彎曲角度變形和寬度收縮變形,使框型結(jié)構(gòu)整體在后焊接的下平面寬度約7~8 mm,如圖7所示。其中:
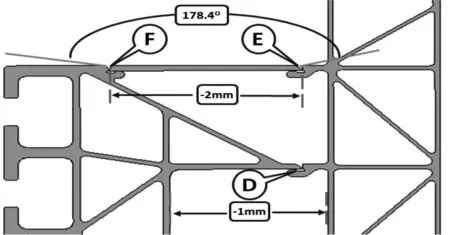
圖6 地板型材件與內(nèi)邊梁型材件對接的角變形示意圖
(1)標(biāo)注為X的地板平面在焊縫A、B焊接完成后,中部上凸起2 mm,整體結(jié)構(gòu)焊接完成后,中部上凸起3~4 mm;
(2)標(biāo)注為Y 的邊梁平面在結(jié)構(gòu)整體焊接完成后,其平面下邊緣預(yù)計左傾4~5 mm;
(3)標(biāo)注為Z 的內(nèi)邊梁平面在結(jié)構(gòu)整體焊接完成后,其平面在焊縫位置凸起約3 mm。
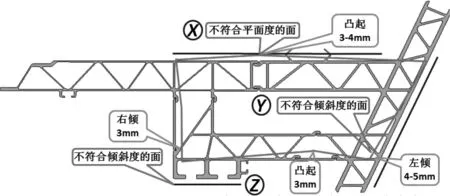
圖7 框型結(jié)構(gòu)整體的結(jié)構(gòu)變形示意圖
3.5 焊接順序調(diào)整及預(yù)制反變形
根據(jù)整體變形情況調(diào)整焊接順序,并進(jìn)行預(yù)制反變形,使框型結(jié)構(gòu)的變形最小。因框型結(jié)構(gòu)各組件以及組裝尺寸相互關(guān)聯(lián),很難從反變形上進(jìn)行較大調(diào)整,因此只能實現(xiàn)一定程度上的相對優(yōu)化。如圖8所示,調(diào)整如下:
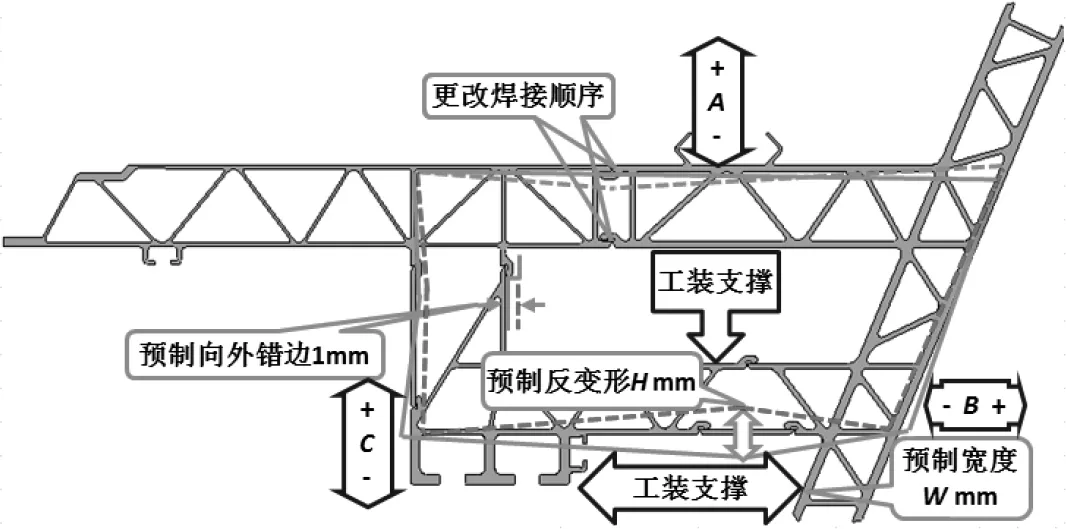
圖8 焊接順序、預(yù)制反變形及焊后測量位置示意圖
(1)調(diào)整焊接順序,先采用自動焊焊接B焊縫,再采用自動焊焊接A焊縫,焊接后,平面X在焊縫處內(nèi)凹,但在后續(xù)的組焊過程中,平面度將會恢復(fù);
(2)在組焊內(nèi)邊梁的D焊縫時,內(nèi)邊梁向外錯邊1 mm,預(yù)留焊接C焊縫的收縮量;
(3)在組焊內(nèi)邊梁的C焊縫時,使用工裝支撐地板與內(nèi)邊梁的C焊縫區(qū)域,預(yù)制反變形,向上凸起內(nèi)邊梁支撐高度H mm;
(4)在組焊二層補(bǔ)焊板的G 焊縫和H 焊縫時,使用千斤頂支撐頂緊,增加兩焊縫之間的預(yù)制寬度支撐量W mm。
(5)焊縫焊接順序為:B-A-C-D-E/F-G/H。
設(shè)置不同的反變形量進(jìn)行試驗,記錄組焊后的平面度、傾斜度、水平度等參數(shù)。共試驗并記錄10組數(shù)據(jù),如表2所示。
4 討論
根據(jù)第3章的反復(fù)試驗結(jié)果,得出不同反變形量下的焊接變形控制情況如下:
(1)地板型材件與邊梁型材件在平面X 的平面度,可控制在1 mm內(nèi);
(2)邊梁型材件的外側(cè)平面Y 的傾斜度,在預(yù)制反變形的情況下,可控制在1 mm內(nèi);
(3)內(nèi)邊梁型材件的下局部平面Z 的水平度,在預(yù)制反變形的情況下,可控制在1 mm內(nèi)。
在以上規(guī)程的指引下操作,內(nèi)邊梁的立面向右傾約2 mm,可滿足未注尺寸公差要求。
試驗與測量結(jié)果可滿足框型結(jié)構(gòu)在后工序中的相關(guān)要求。
5 結(jié)論
(1)框型結(jié)構(gòu)的變形主要源于焊縫橫向收縮引起的彎曲角度變形和寬度收縮變形,是各次焊接變形發(fā)生復(fù)合的結(jié)果,但它們是有規(guī)律可循的;
(2)調(diào)整焊縫的焊接順序?qū)蛐徒Y(jié)構(gòu)的變形有方向性的影響,降低了調(diào)修難度,提高了生產(chǎn)效率;
(3)針對底架框型結(jié)構(gòu)特點進(jìn)行預(yù)制反變形,是控制結(jié)構(gòu)外形及尺寸的有效工藝方法,可以將變形量控制在公差范圍內(nèi)。
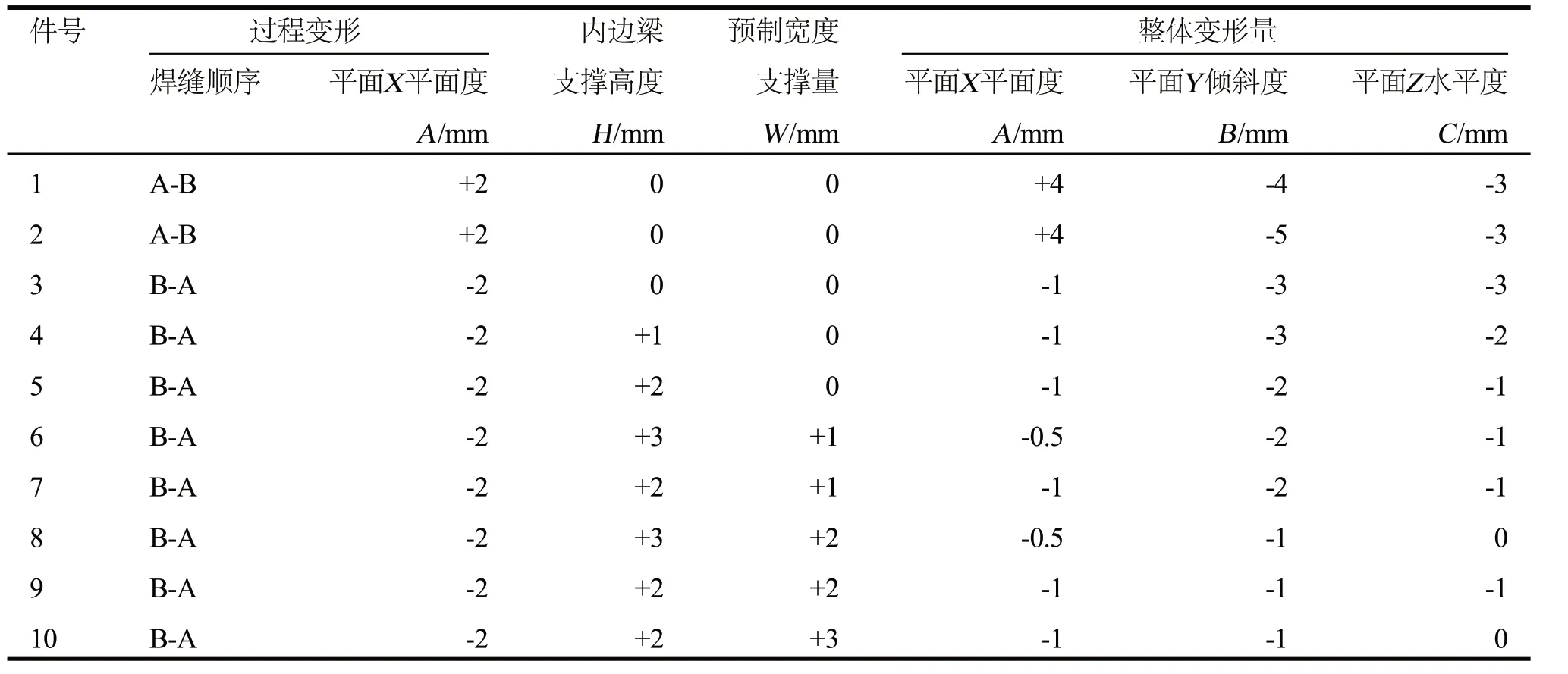
表2 預(yù)制反變形及變形量統(tǒng)計
猜你喜歡
哲學(xué)評論(2021年2期)2021-08-22 01:53:34
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
影視與戲劇評論(2016年0期)2016-11-23 05:26:01