復(fù)雜鑄鐵件加工的技術(shù)探討
2020-06-04 09:11:16李俊燚馬健明
湖北農(nóng)機(jī)化 2020年7期
李俊燚 馬健明
(大連豪森設(shè)備有限公司,遼寧 大連 116000)
0 引言
本文以一種典型零件舉例,探討一下復(fù)雜件加工技術(shù)。工件詳見圖1。
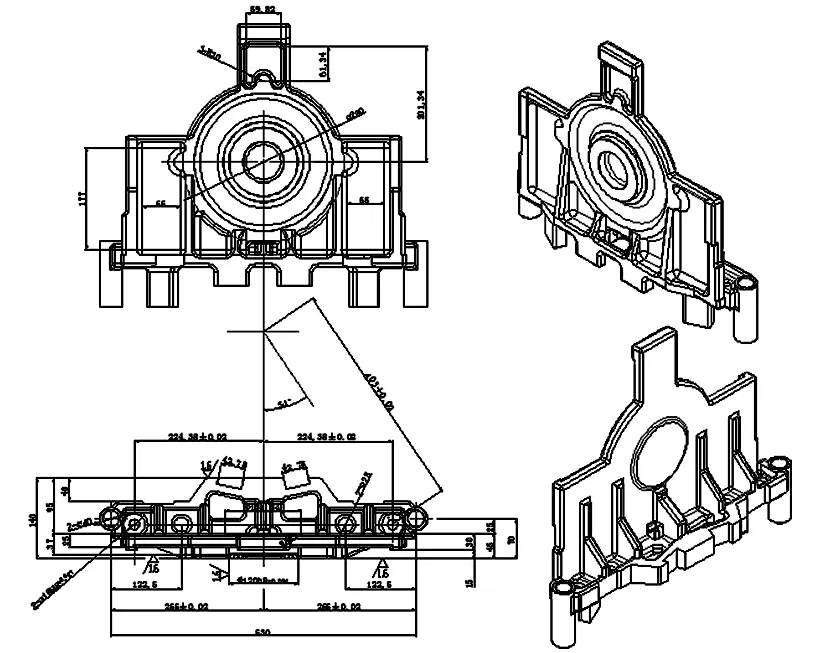
圖1
1 工件分析
回轉(zhuǎn)支架是汽車發(fā)動(dòng)機(jī)裝配線的通用部件,該件形狀復(fù)雜,精度較高,加工較為困難。
材質(zhì)是HT200灰口鑄鐵,從圖形上可看出該件鑄造模型是上下模型,在孔中心分型,在孔及部分凹臺處需吊芯子。由于分型及芯子,必然引起該件形狀和位置的偏差。該鑄件有以下特點(diǎn),一是形狀復(fù)雜,二是工件單薄,各夾壓點(diǎn)僅10mm。三是精度高,各尺寸公差和形狀公差都在7級以內(nèi)。
以鑄件粗定位基準(zhǔn)面加工的第一個(gè)面或孔往往會作為后續(xù)工序的定位基準(zhǔn),該面或孔一旦加工到位,與其相關(guān)的各加工部位的位置已基本確定,尺寸協(xié)調(diào)的范圍會很小,所以在動(dòng)刀加工前,必須嚴(yán)格按劃線找正,按線加工[1]。根據(jù)該件形狀分析,為防止各部位的加工偏移,工藝編制第一道工序是劃線。該件毛坯重近15kg,每次在平臺上搬上搬下,翻來翻去。
所以,必須制作一臺定位精度準(zhǔn)確,操作簡單敏捷的夾具來解放目前繁瑣、低級的體力勞動(dòng)。
2 工裝設(shè)計(jì)
2.1 工件夾壓
在設(shè)計(jì)工裝時(shí),首先是確定定位點(diǎn)、定位面、夾壓點(diǎn)。根據(jù)工件的夾壓原理,本夾具按以下介紹的位置選擇了夾壓點(diǎn)、夾壓面。見下圖2。
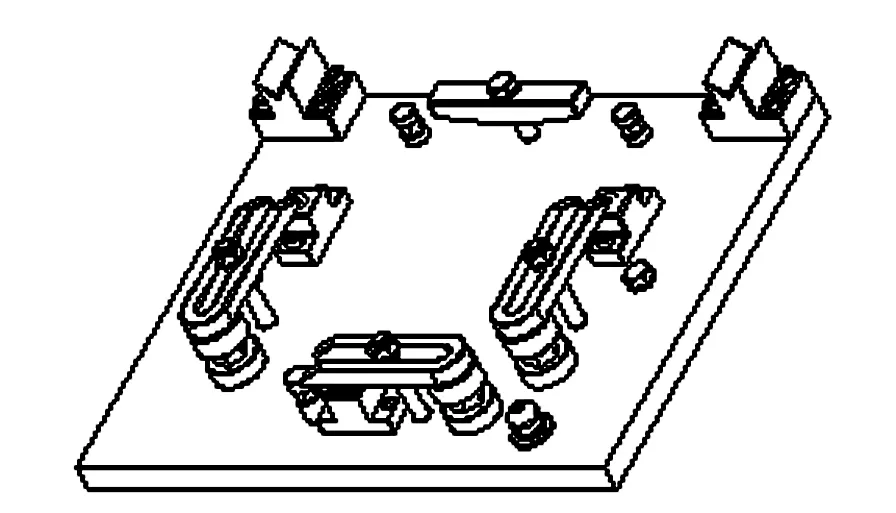
圖2
下面分別論述工件夾壓的原理:
(1)V形鐵定位。
利用工件外形的兩個(gè)長圓柱外圓定位,能消除4個(gè)自由度。根據(jù)工件的特殊性,由于是鑄造件,難免會出現(xiàn)工件外形不規(guī)則,位置公差不準(zhǔn)確的特殊性,這樣,在定位上可用兩個(gè)相同的V形鐵同時(shí)定位,這種定位過定位,或重復(fù)定位,它不僅能完全消除4個(gè)自由度的職責(zé),還填補(bǔ)了因鑄件外形不規(guī)矩而產(chǎn)生欠定位的缺欠,如圖3所示。
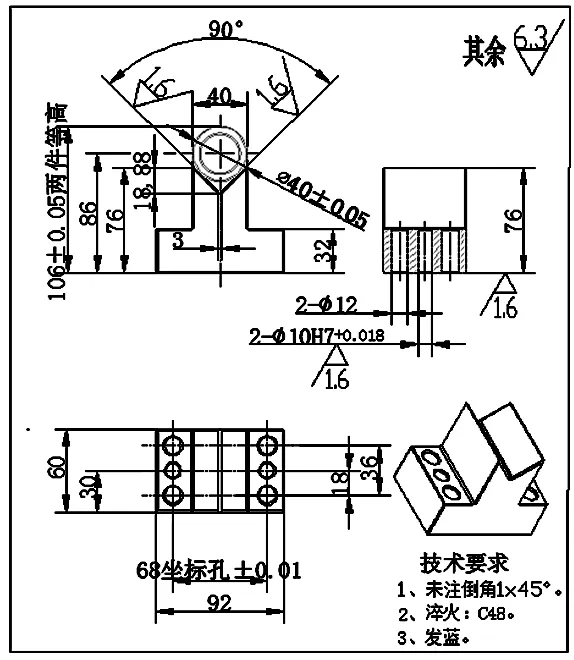
圖3
(2)斜漁網(wǎng)定位塊。
根據(jù)工件型狀,必須在工件后端按裝一塊定位塊,可消除第五個(gè)自由度。該件用平面點(diǎn)定位,見圖4。
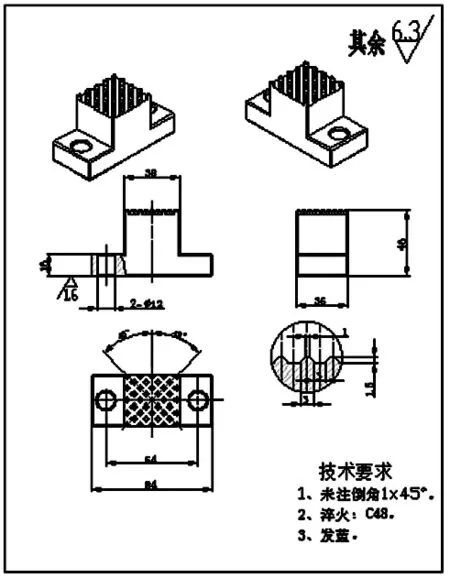
圖4
因該平面是毛坯面,平面度不好,為使定位面盡量多接觸,該平面采用了斜網(wǎng)狀表面,當(dāng)工件壓緊后,各網(wǎng)狀的支承點(diǎn)能增加接觸點(diǎn),增加工件的穩(wěn)定性。
(3)限位柱。
現(xiàn)在的定位夾具,只限制了5個(gè)自由度,目前只剩下Y移動(dòng)自由度,只要在Y向安裝一個(gè)定位點(diǎn),就可以使工件穩(wěn)穩(wěn)牢固定位了,完成了6點(diǎn)定位原理,叫全定位。[2]
但是,對該件Y向定位,可根據(jù)工件的實(shí)際形狀和鑄件的特點(diǎn),在前端安裝2個(gè)定位點(diǎn),該定位點(diǎn)可用圓柱狀,根據(jù)鑄件的特點(diǎn),在定位柱上按模型的拔模稍制作,拔模稍一般是1∶8或1∶10,該定位柱接觸部位就按1∶8或1∶10,斜度3度制作,增加接觸面積。
(4)Z向旋轉(zhuǎn)定位柱。
由于是鑄鐵件,工件又單薄,難免引起工件變形,2個(gè)圓柱的平行度超出實(shí)際要求也是正常的。如果因圓柱面垂直度、平行度公差較大,必然會引起工件定位偏移。2個(gè)圓柱面長度僅116mm,很難完全消除全長492工件的Z向旋轉(zhuǎn)自由度。所以,必須在尾部增加一個(gè)旋轉(zhuǎn)定位柱。從原理上,當(dāng)工件按自然狀態(tài)放在夾具上,該點(diǎn)應(yīng)與工件吻合。但是,對鑄鐵件,是不可能完全消除Z向旋轉(zhuǎn)自由度。當(dāng)該點(diǎn)與工件偏移較大,說明工件變形較大,應(yīng)調(diào)整到該位置內(nèi)。
(5)圓球彈簧支撐柱。
為了進(jìn)一步穩(wěn)定工件,根據(jù)工件形狀,可在該件中間部位增加兩個(gè)穩(wěn)定點(diǎn)。該點(diǎn)用圓柱球定位,將定位球安裝在彈簧上。見圖7。
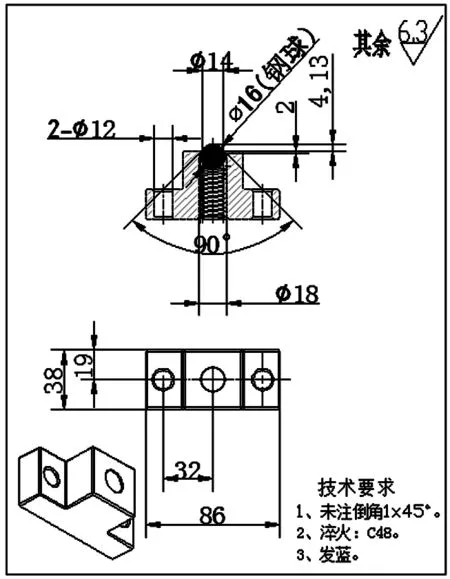
圖5
(6)壓板。
該工件定位按以上方法定位后,夾壓點(diǎn)可根據(jù)工件形狀和定位點(diǎn),選擇4個(gè)夾緊位置。
1)前端夾壓方式。
該處是利用工件在前端的圓弧形狀,在中間位置定位,圖6設(shè)計(jì)一個(gè)專用壓板。

圖6
該點(diǎn)是工件定位的關(guān)鍵部位,該處又是工件最牢固的連接點(diǎn),底部完全可以懸空,而夾緊點(diǎn)轉(zhuǎn)移在兩側(cè)的圓柱上,夾緊力不會改變工件太多的形狀,完全不影響工件的形體。
2)后端夾壓方式。
后端是在工件后端一凹臺處,采用網(wǎng)狀點(diǎn)定位的方式,上面用V型壓板夾緊,為夾壓準(zhǔn)確,節(jié)省夾壓時(shí)間,在壓板后端安裝一圓形支撐柱,每次裝夾工件時(shí),只拖出壓板即可卸下工件。根據(jù)工件的特點(diǎn),當(dāng)前端夾緊時(shí),可能使工件后端翹起,所以,前端夾緊時(shí),首先不能受力過猛,當(dāng)后端壓緊后,再將前端牢牢把緊。
3)兩側(cè)輔助壓板。
為將工件牢固夾壓在夾具的工作臺上,根據(jù)工件的單薄特點(diǎn),在工件的兩側(cè)底面安裝了2個(gè)以鋼球輔助支撐的彈簧圓球,并在工件上面增加2個(gè)V型壓板,輕輕壓緊工件,保證了定位的穩(wěn)定性。
以上分別介紹了工件定位和件夾緊的方法,此時(shí),工件完全定位在該夾具上,其中有幾處過定位和重復(fù)定位,有多處毛坯件定位,有鋼球彈簧支撐,還有懸空夾緊和輔助夾緊等特點(diǎn),該夾具完全綜合了該毛坯件的特點(diǎn),消除了形狀復(fù)雜,形體單薄,尺寸精度和形狀精度高的種種難點(diǎn),是完全符合全定位的工裝夾具。過定位雖然有些弊端,但合理采用能夠解決一些剛性差、定位平面大、定位精度要求高、工件在機(jī)械加工難以解決的工序加工質(zhì)量問題,能夠獲得良好的效果[3]。
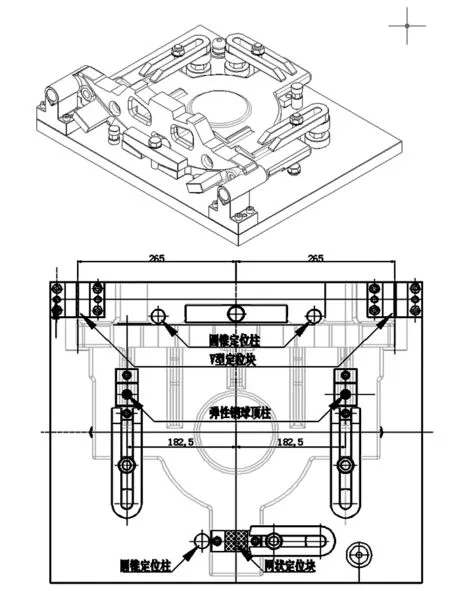
圖7
3 工件旋轉(zhuǎn)機(jī)構(gòu)
為完善該夾具的使用功能,應(yīng)在該夾具的底部增加旋轉(zhuǎn)功能,該功能應(yīng)具備輕巧、準(zhǔn)確、牢固、全面的功能。可使該夾具牢固把緊在旋轉(zhuǎn)底座上,每次旋轉(zhuǎn)動(dòng)作靈敏,定位準(zhǔn)確。見底座總圖。

圖8
旋轉(zhuǎn)底座由4個(gè)單件組成,分別是底座、壓環(huán)和T型螺母,另一件是把在底座底面的定位鍵。下面分別做一介紹和說明底座。
為保證工件簡單,加工方便,將底座分為2件。一件是底座主體,二是T型槽壓蓋。因底座是為該夾具具備旋轉(zhuǎn)功能所設(shè)計(jì)的,在結(jié)構(gòu)上,需具備T型壓緊裝置,但是,T型槽加工時(shí)復(fù)雜的工序,特別是旋轉(zhuǎn)工件。為加工方便,該底座可將T型槽分為兩體,主體是和夾具工作臺連接設(shè)計(jì),而T型槽部分是將底座分為兩件,分別將T型槽定位部位一分為二。見圖9。
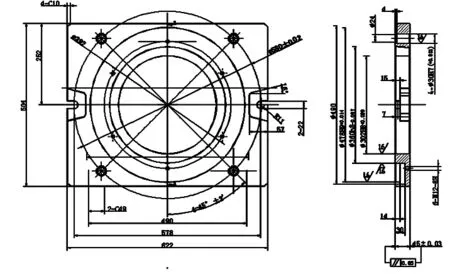
圖9
(1)T型壓蓋。
為方便加工,該件將T型槽部分分解制作,并將其安裝在底座上。這種結(jié)構(gòu)完全取代整體T型槽,將復(fù)雜件變得簡單化。該件比底面高度高2mm,在上平面貼塑板后刮研。
(2)T型旋轉(zhuǎn)圓環(huán)螺母。
T型螺母在通用情況下,是割成一段一段使用。而該夾具的T型螺母采用了旋轉(zhuǎn)的圓環(huán)狀,整體安裝在底座的T型槽內(nèi),在使用中,增加了接觸面積,將該螺母的作用力均勻分布在T型槽內(nèi),增加了夾緊力。
(3)旋轉(zhuǎn)定位銷及套。
根據(jù)工件的加工情況和工藝要求,對該工件在本工序中只是加工四面。所以,該夾具只需每次旋轉(zhuǎn)45°,分四次旋轉(zhuǎn)。這樣,只要在底座上加工4個(gè)孔,這4個(gè)孔必須是均勻分布,圓周尺寸精度≤0.02的H7精度孔。
底座共有四分件組成,將以上零部件按圖示尺寸和精度加工,安裝在各自位置上,將夾具工作臺落座在該底座上,按各工序需要角度位置旋轉(zhuǎn)工作臺,用定位銷插緊,將上下體把緊,就可以安裝工件。
該夾具是安裝在臥式銑床或鏜床上使用,應(yīng)根據(jù)車間情況進(jìn)行安裝。
4 結(jié)論
本文淺談復(fù)雜、單薄、精度較高的鑄鐵件—回轉(zhuǎn)支架的加工工藝,從工件6點(diǎn)定位原理,工件的重復(fù)定位的必要性和原則性進(jìn)行了詳細(xì)的分析,詳細(xì)論述了工裝設(shè)計(jì)的關(guān)鍵環(huán)節(jié),應(yīng)用了V形鐵、斜網(wǎng)多點(diǎn)定位面、圓錐圓柱定位及彈簧圓球輔助支撐。并在夾具中增加了旋轉(zhuǎn)體定位,通過以上分析,該夾具的應(yīng)用將改變以平臺劃線解決鑄造偏差的低級勞動(dòng)現(xiàn)象,大大提高了勞動(dòng)效率,提高了鑄件的加工精度。機(jī)械加工工藝是門工作藝術(shù),特別是復(fù)雜鑄鐵件的加工工藝,只有配合先進(jìn)的工裝夾具,才能提高勞動(dòng)生產(chǎn)率,保證零部件的加工精度。
